

मेरे साथ इंजेक्शन मोल्डिंग की दुनिया में उतरें, जहां डीकंप्रेसन में महारत हासिल करना बेहतर उत्पाद गुणवत्ता हासिल करने की कुंजी है।
इंजेक्शन मोल्डिंग में डीकंप्रेसन फ्लैश जैसे दोषों को रोकने, आंतरिक तनाव को कम करने और घनत्व वितरण को अनुकूलित करने के लिए विशिष्ट चरणों में दबाव को कम करता है। यह मोल्ड के भीतर दबाव की गतिशीलता को सावधानीपूर्वक नियंत्रित करके उत्पाद की गुणवत्ता और प्रक्रिया दक्षता को बढ़ाता है।
हालांकि यह संक्षिप्त अवलोकन डीकंप्रेसन की भूमिका की प्रारंभिक समझ प्रदान करता है, इसके उद्देश्य, कार्यान्वयन के तरीकों और आवश्यक सावधानियों के बारे में गहराई से जानने से इंजेक्शन मोल्डिंग प्रक्रिया पर इसके पूर्ण प्रभाव का पता चलता है। यह जानने के लिए पढ़ें कि डीकंप्रेसन में महारत हासिल करने से आपके उत्पादन परिणामों को कैसे अनुकूलित किया जा सकता है।
डीकंप्रेसन इंजेक्शन मोल्डिंग में फ्लैश को रोकता है।सत्य
डीकंप्रेसन दबाव को कम करता है, जिससे मोल्ड पार्टिंग लाइनों पर प्लास्टिक के अतिप्रवाह को रोका जा सकता है।
इंजेक्शन मोल्डिंग में डीकंप्रेसन की क्या भूमिका है?
इंजेक्शन मोल्डिंग में डीकंप्रेसन दोषों को कम करने और उत्पाद की गुणवत्ता बढ़ाने के लिए महत्वपूर्ण है। यह ढले हुए हिस्सों में सटीकता और स्थिरता सुनिश्चित करता है।
इंजेक्शन मोल्डिंग में डीकंप्रेसन में फ्लैश जैसे दोषों से बचने, आंतरिक तनाव को कम करने और प्लास्टिक उत्पादों में इष्टतम घनत्व वितरण प्राप्त करने के लिए दबाव को कम करना शामिल है। उच्च गुणवत्ता और कुशल उत्पादन बनाए रखने के लिए यह प्रक्रिया आवश्यक है।
डीकंप्रेसन को समझना
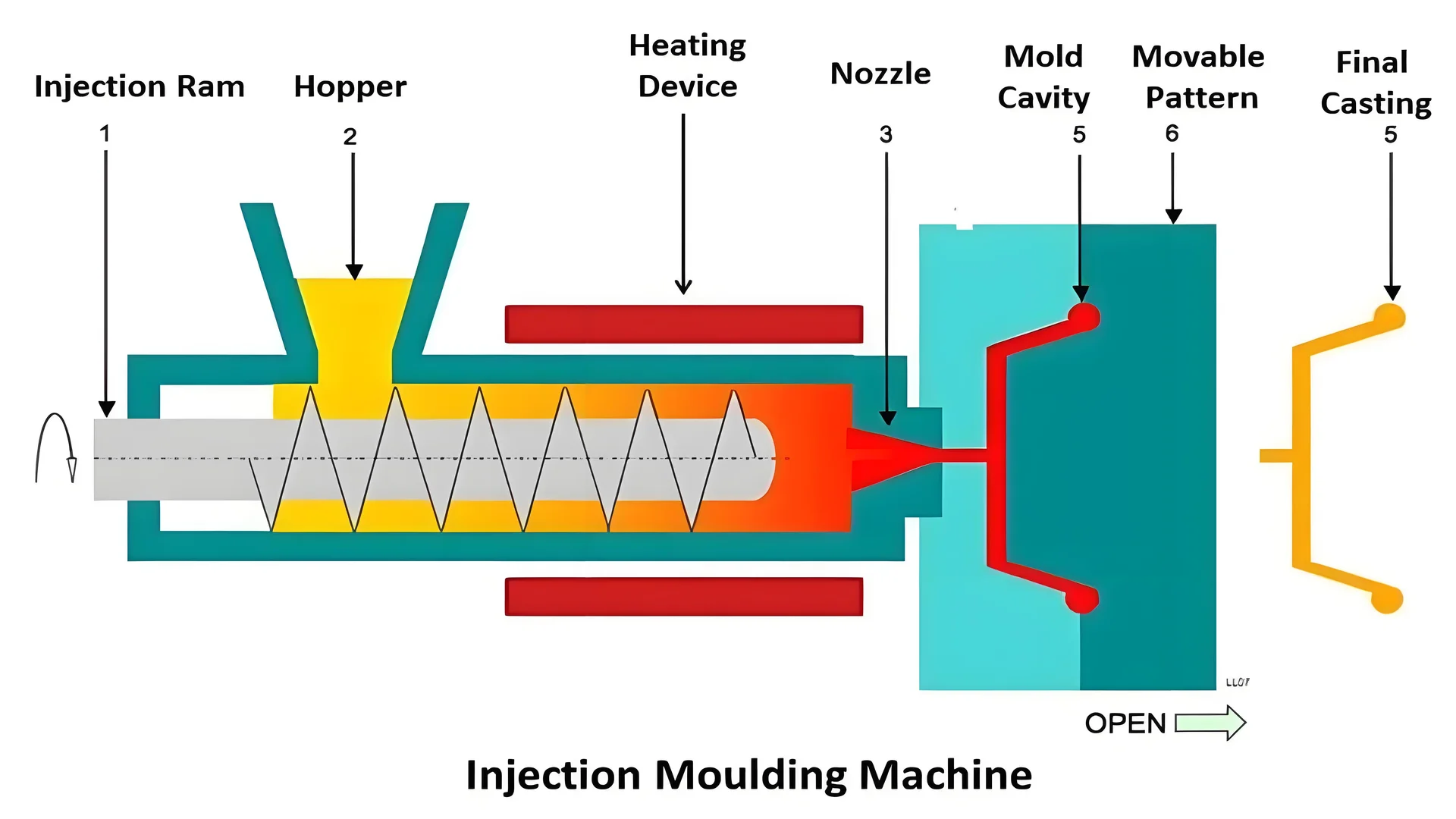
इंजेक्शन मोल्डिंग के संदर्भ में, डीकंप्रेसन 1 एक तकनीक है जिसका उपयोग मोल्ड गुहा के भीतर दबाव को नियंत्रित करने के लिए किया जाता है। ऐसा करने से, निर्माता प्लास्टिक भागों की गुणवत्ता और स्थिरता को ठीक कर सकते हैं, जिससे फ्लैश और आंतरिक तनाव जैसी सामान्य समस्याओं को रोका जा सकता है।
- फ़्लैश रोकथाम : इंजेक्शन के दौरान उच्च दबाव के कारण पिघला हुआ प्लास्टिक मोल्ड की विभाजन रेखाओं पर रिस सकता है, जिससे अवांछित फ़्लैश हो सकता है। डीकंप्रेसन इस दबाव को कम करता है, जिससे ऐसे दोषों का खतरा कम हो जाता है।
- आंतरिक तनाव में कमी : मोल्डिंग के दौरान अत्यधिक दबाव के परिणामस्वरूप महत्वपूर्ण आंतरिक तनाव हो सकता है, जिससे उत्पाद ख़राब या टूट सकता है। शीतलन के दौरान डीकंप्रेसन इस दबाव को धीरे-धीरे कम करता है, जिससे बेहतर आयामी स्थिरता सुनिश्चित होती है।
- घनत्व वितरण अनुकूलन : उचित डीकंप्रेसन मोल्ड के भीतर प्लास्टिक का एक समान वितरण सुनिश्चित करता है, जिससे पूरे उत्पाद में एक समान घनत्व होता है और समग्र गुणवत्ता में वृद्धि होती है।
कार्यान्वयन तकनीकें
विभिन्न तरीकों से प्रभावी डीकंप्रेसन प्राप्त किया जा सकता है:
- मशीन नियंत्रण : आधुनिक इंजेक्शन मोल्डिंग मशीनें सटीक नियंत्रण प्रणालियों से सुसज्जित हैं। ऑपरेटर स्क्रू गति और दबाव को स्वचालित रूप से समायोजित करने के लिए विशिष्ट डीकंप्रेसन पैरामीटर सेट कर सकते हैं।
- मोल्ड डिजाइन समायोजन : मोल्ड के भीतर निकास प्रणाली या दबाव कम करने वाले वाल्व जैसी सुविधाओं को एकीकृत करने से फंसी हुई गैसों को मुक्त करने और गुहा दबाव को प्रबंधित करके प्राकृतिक डीकंप्रेसन की सुविधा मिल सकती है।
| तरीका | विवरण |
|---|---|
| मशीन नियंत्रण | परिशुद्धता डीकंप्रेसन के लिए इंजेक्शन मापदंडों को समायोजित करता है। |
| साँचे का डिज़ाइन | दबाव प्रबंधन के लिए अंतर्निहित तंत्र शामिल हैं। |
गंभीर सावधानियाँ
डीकंप्रेसन के लिए सावधानीपूर्वक समय और आयाम नियंत्रण की आवश्यकता होती है:
- समय : बहुत जल्दी डीकंप्रेसन शुरू करने से अधूरा भराव हो सकता है, जबकि देर से डीकंप्रेसन प्रभावी ढंग से फ़्लैश को रोक नहीं सकता है या तनाव को कम नहीं कर सकता है।
- आयाम : अत्यधिक डीकंप्रेसन से सिकुड़न या डेंट हो सकता है, जबकि अपर्याप्त डीकंप्रेसन वांछित प्रभाव प्राप्त करने में विफल हो सकता है।
ऑपरेटरों को उत्पाद विनिर्देशों और सामग्रियों के आधार पर डीकंप्रेसन सेटिंग्स को तैयार करने के लिए गहन परीक्षण करना चाहिए।
इन तकनीकों को समझने और लागू करने से, निर्माता इंजेक्शन मोल्डिंग दक्षता और उत्पाद की गुणवत्ता बढ़ाने के लिए डीकंप्रेसन का लाभ उठा सकते हैं।
डीकंप्रेसन इंजेक्शन मोल्डिंग में फ्लैश को कम करता है।सत्य
डीकंप्रेसन दबाव को कम करता है, पिघले हुए प्लास्टिक को बाहर निकलने से रोकता है।
अत्यधिक डीकंप्रेसन से आंतरिक तनाव बढ़ जाता है।असत्य
अत्यधिक डीकंप्रेसन से सिकुड़न हो सकती है, तनाव नहीं बढ़ सकता।
डीकंप्रेसन फ्लैश को कैसे रोकता है और आंतरिक तनाव को कैसे कम करता है?
इंजेक्शन मोल्डिंग में डीकंप्रेसन दोषों और तनाव को कम करके उत्पाद की गुणवत्ता बढ़ाने की एक महत्वपूर्ण तकनीक है।
डीकंप्रेसन मोल्डिंग के दौरान अत्यधिक दबाव को कम करके फ्लैश को रोकता है, जो पार्टिंग लाइन पर प्लास्टिक के अतिप्रवाह को रोकता है। यह शीतलन के दौरान धीरे-धीरे दबाव में कमी, विरूपण को रोकने और यांत्रिक गुणों में सुधार करके आंतरिक तनाव को भी कम करता है।

फ्लैश और इसकी रोकथाम को समझना
फ्लैश प्लास्टिक की एक अवांछनीय पतली परत है जो मोल्ड की विभाजन रेखा पर रिसती है, जिससे उत्पाद पर एक दृश्यमान सीवन बन जाता है। यह दोष तब हो सकता है जब इंजेक्शन का दबाव बहुत अधिक होता है, जिससे पिघला हुआ प्लास्टिक इच्छित मोल्ड गुहा से परे चला जाता है। डीकंप्रेसन को लागू करके, महत्वपूर्ण क्षणों में दबाव कम किया जाता है, इस अतिप्रवाह को रोका जाता है और इस प्रकार फ्लैश गठन को कम किया जाता है।
दबाव प्रबंधन के माध्यम से फ़्लैश रोकथाम
- दबाव में कमी : पेंच के सामने के छोर पर या मोल्ड गुहा के भीतर दबाव कम करने से अतिरिक्त प्लास्टिक प्रवाह को रोका जाता है।
- समय : डीकंप्रेसन में सटीक समय यह सुनिश्चित करने के लिए महत्वपूर्ण है कि गुहा अत्यधिक दबाव के बिना पर्याप्त रूप से भर जाए।
बेहतर उत्पाद स्थिरता के लिए आंतरिक तनाव कम करना
आंतरिक तनाव के कारण विकृति या दरार जैसी समस्याएं हो सकती हैं। शीतलन के दौरान, लगातार दबाव बनाए रखने से इन तनावों को बढ़ने से रोकने में मदद मिलती है। डीकंप्रेसन नियंत्रित दबाव में कमी, आयामी स्थिरता और उत्पाद अखंडता को बढ़ाने की अनुमति देता है।
आंतरिक तनाव प्रबंधन तकनीकें
- धीरे-धीरे दबाव रिलीज : नियंत्रित डिकंप्रेशन शीतलन के दौरान तनाव को कम करता है, आकार और ताकत में एकरूपता सुनिश्चित करता है।
- घनत्व वितरण अनुकूलन : विसंपीड़न के माध्यम से पिघले हुए प्लास्टिक के प्रवाह को समायोजित करके, उत्पाद के भीतर घनत्व भिन्नता को कम किया जा सकता है, जिससे समग्र गुणवत्ता में वृद्धि होती है।
व्यावहारिक अनुप्रयोग और लाभ
डीकंप्रेसन को प्रभावी ढंग से लागू करने के लिए उन्नत नियंत्रण प्रणालियों से सुसज्जित आधुनिक इंजेक्शन मोल्डिंग मशीनों की आवश्यकता होती है। वांछित परिणाम प्राप्त करने के लिए ऑपरेटर डीकंप्रेसन के लिए सटीक पैरामीटर सेट कर सकते हैं।
उदाहरण: उत्पाद की गुणवत्ता पर प्रभाव
| पहलू | विसंपीड़न के बिना | डीकंप्रेसन के साथ |
|---|---|---|
| चमक | सामान्य | उल्लेखनीय रूप से कम किया गया |
| आंतरिक तनाव | उच्च | घटी |
| आयामी स्थिरता | छेड़छाड़ की गई | बढ़ी |
इन तत्वों पर ध्यान केंद्रित करके, निर्माता उच्च गुणवत्ता वाले घटकों का उत्पादन कर सकते हैं, अपशिष्ट को कम कर सकते हैं और उत्पादन दक्षता में सुधार कर सकते हैं।
डीकंप्रेसन को प्रभावी ढंग से प्रबंधित करने के बारे में अधिक जानकारी के लिए, इंजेक्शन मोल्डिंग मशीन नियंत्रण 2 मोल्ड डिज़ाइन रणनीतियों 3 के बारे में जानें ।
डीकंप्रेसन इंजेक्शन मोल्डिंग में फ्लैश को कम करता है।सत्य
डीकंप्रेसन दबाव को कम करता है, जिससे विभाजन रेखाओं पर प्लास्टिक के अतिप्रवाह को रोका जा सकता है।
डीकंप्रेसन से ढले हुए उत्पादों में आंतरिक तनाव बढ़ जाता है।असत्य
डीकंप्रेसन वास्तव में धीरे-धीरे दबाव मुक्त होकर आंतरिक तनाव को कम करता है।
डीकंप्रेसन लागू करने की विधियाँ क्या हैं?
इंजेक्शन मोल्डिंग में डीकंप्रेसन विधियां दबाव को प्रभावी ढंग से प्रबंधित करके उत्पाद की गुणवत्ता सुनिश्चित करने में महत्वपूर्ण भूमिका निभाती हैं। इन तरीकों को लागू करने का तरीका जानना सफल विनिर्माण की कुंजी है।
डीकंप्रेसन को मशीन नियंत्रण और मोल्ड डिज़ाइन के माध्यम से कार्यान्वित किया जा सकता है। उन्नत मशीनें सेटिंग्स के माध्यम से दबाव को समायोजित करती हैं, जबकि मोल्ड डिज़ाइन में डीकंप्रेसन की सुविधा के लिए निकास प्रणाली जैसी सुविधाएं शामिल होती हैं।
इंजेक्शन मोल्डिंग मशीन नियंत्रण
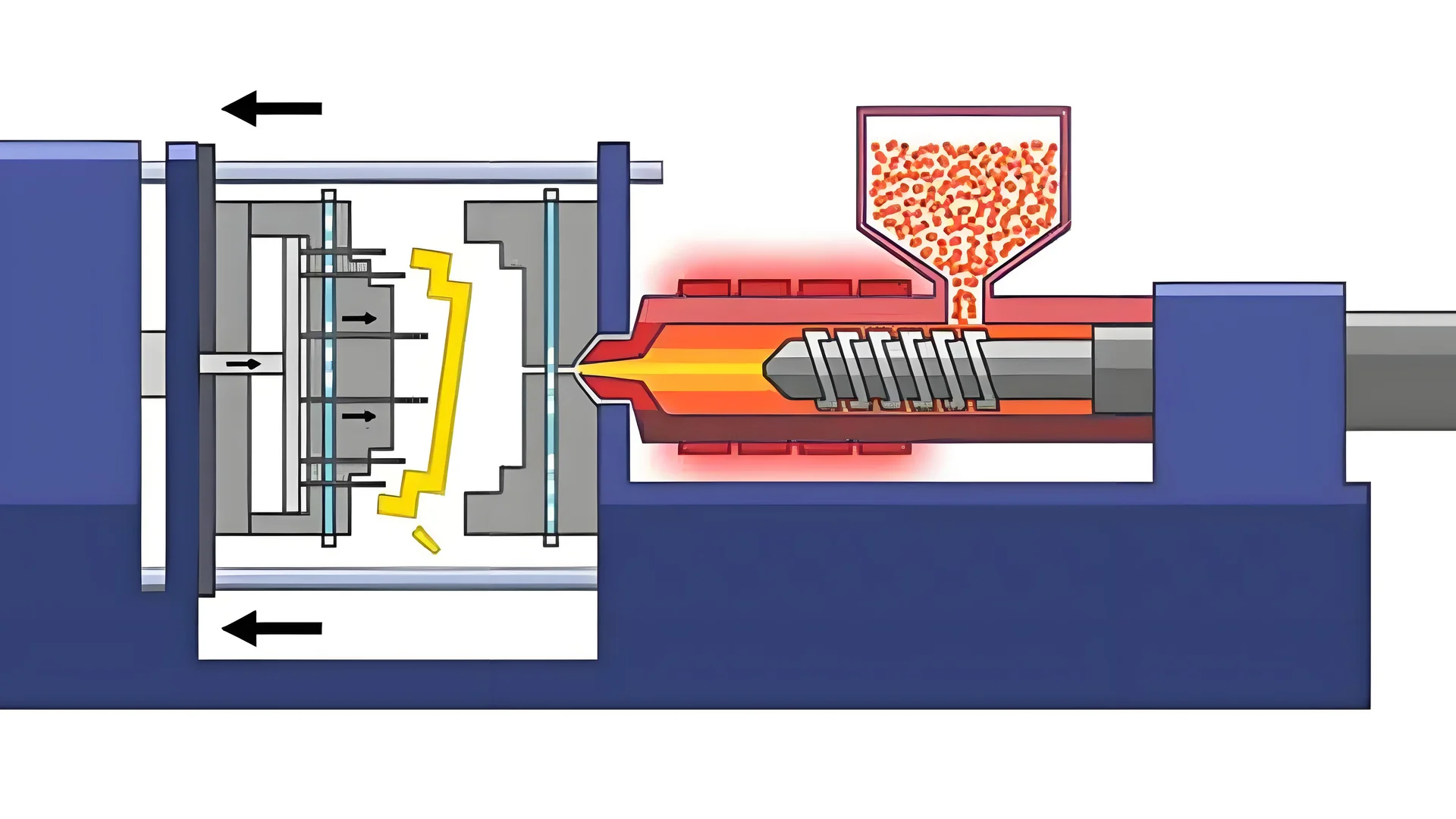
इंजेक्शन मोल्डिंग मशीन 4 की नियंत्रण प्रणालियों के माध्यम से है । ये मशीनें परिष्कृत तकनीक से सुसज्जित हैं जो ऑपरेटरों को इंजेक्शन दबाव सेटिंग्स को सटीक रूप से समायोजित करने की अनुमति देती हैं। ऐसा करने से, मशीन वांछित डिकंप्रेशन प्राप्त करने के लिए स्क्रू प्रणोदन गति और दबाव को स्वचालित रूप से संशोधित कर सकती है।
ऑपरेटर एक नियंत्रण कक्ष के माध्यम से विशिष्ट डीकंप्रेसन पैरामीटर सेट कर सकते हैं, जो मशीन को अपने संचालन को गतिशील रूप से समायोजित करने के लिए निर्देशित करता है। यह प्रक्रिया फ्लैश जैसी समस्याओं को रोकने और ढाले गए उत्पाद की आयामी स्थिरता सुनिश्चित करने के लिए महत्वपूर्ण है।
मोल्ड डिज़ाइन संबंधी विचार
एक अन्य प्रभावी विधि में रणनीतिक मोल्ड डिज़ाइन शामिल है। एक अच्छी तरह से डिज़ाइन किया गया साँचा पूरी तरह से मशीन समायोजन पर निर्भर हुए बिना डीकंप्रेसन प्राप्त करने में महत्वपूर्ण सहायता कर सकता है।
तालिका: डीकंप्रेसन के लिए मोल्ड डिज़ाइन सुविधाएँ
| विशेषता | समारोह |
|---|---|
| एग्ज़हॉस्ट सिस्टम | गुहा दबाव को कम करने के लिए फंसी हुई गैस को छोड़ता है। |
| दबाव कम करने वाले वाल्व | मोल्डिंग चक्र के विशिष्ट चरणों में दबाव को नियंत्रित करता है। |
निकास प्रणालियाँ मोल्ड डिज़ाइन का अभिन्न अंग हैं, जो इंजेक्शन प्रक्रिया के दौरान गुहा से गैसों के समय पर निर्वहन को सक्षम बनाती हैं। यह न केवल दबाव को कम करता है बल्कि अपूर्ण भराई या हवा फंसने जैसे दोषों को भी रोकता है।
इसके अतिरिक्त, मोल्ड संरचना के भीतर दबाव कम करने वाले वाल्वों को शामिल करने से डीकंप्रेसन को प्रभावी ढंग से प्रबंधित करने में मदद मिल सकती है। ये वाल्व विशेष चरणों में नियंत्रित दबाव रिलीज की अनुमति देकर काम करते हैं, जिससे पिघले हुए प्लास्टिक का निरंतर प्रवाह और समान घनत्व वितरण सुनिश्चित होता है।
इष्टतम परिणामों के लिए एकीकृत दृष्टिकोण
डीकंप्रेसन को प्रभावी ढंग से लागू करने के लिए अक्सर मशीन नियंत्रण और मोल्ड डिजाइन रणनीतियों दोनों के संयोजन की आवश्यकता होती है। इन दो दृष्टिकोणों में सामंजस्य बिठाकर, निर्माता विशिष्ट उत्पादन आवश्यकताओं को पूरा करने के लिए डीकंप्रेसन प्रक्रिया को ठीक कर सकते हैं।
उन्नत सिस्टम वास्तविक समय निगरानी उपकरणों को भी एकीकृत कर सकते हैं जो मोल्डिंग चक्र के दौरान दबाव की गतिशीलता पर प्रतिक्रिया प्रदान करते हैं। यह डेटा-संचालित दृष्टिकोण निरंतर समायोजन की अनुमति देता है, जिससे प्रक्रिया दक्षता और उत्पाद की गुणवत्ता में सुधार होता है।
इस विषय को और अधिक जानने के लिए, यह समझना कि इंजेक्शन मोल्डिंग तकनीक 5 विभिन्न अनुप्रयोगों में कैसे भिन्न होती है, विभिन्न विनिर्माण संदर्भों में डीकंप्रेसन को अनुकूलित करने में अतिरिक्त अंतर्दृष्टि प्रदान कर सकती है।
उन्नत मशीनें सेटिंग्स के माध्यम से दबाव को समायोजित करती हैं।सत्य
आधुनिक मशीनें दबाव सेटिंग्स को संशोधित करने के लिए नियंत्रण प्रणालियों का उपयोग करती हैं।
मोल्ड डिज़ाइन डीकंप्रेसन को प्रभावित नहीं करते हैं।असत्य
एग्जॉस्ट सिस्टम के साथ मोल्ड डिज़ाइन डीकंप्रेसन में सहायता करते हैं।
डीकंप्रेसन समय और आयाम को कैसे अनुकूलित करें?
दोषरहित इंजेक्शन मोल्डिंग के लिए डीकंप्रेसन समय और आयाम की कला में महारत हासिल करना महत्वपूर्ण है। बेहतर उत्पाद गुणवत्ता के लिए इन चरों को अनुकूलित करने के रहस्यों की खोज करें।
डीकंप्रेसन समय और आयाम को अनुकूलित करने के लिए, उत्पाद के आकार, आकार और सामग्री के आधार पर मापदंडों को समायोजित करें। उचित समय पर डीकंप्रेसन फ्लैश और आंतरिक तनाव जैसे दोषों को रोकता है, जबकि नियंत्रित आयाम उत्पाद की अखंडता और आयामी सटीकता को बनाए रखता है।
डिकंप्रेशन टाइमिंग को समझना
इंजेक्शन मोल्डिंग के दौरान डीकंप्रेसन में समय ही सब कुछ है। इष्टतम डीकंप्रेसन समय महत्वपूर्ण है क्योंकि यह फ्लैश को रोकने और मोल्ड गुहा को पूरी तरह भरने को सुनिश्चित करने के बीच संतुलन निर्धारित करता है।
-
प्रारंभिक डीकंप्रेसन : बहुत जल्दी डीकंप्रेसन शुरू करने से अधूरा भराव हो सकता है, जिससे शॉर्ट शॉट्स या खराब सतह फिनिश जैसे दोष हो सकते हैं। यह आमतौर पर तब होता है जब सामग्री ने मोल्ड गुहा पर पूरी तरह से कब्जा नहीं किया है।
-
देर से डीकंप्रेसन : यदि डीकंप्रेसन बहुत देर से होता है, तो दबाव पहले से ही फ्लैश या अत्यधिक आंतरिक तनाव जैसी समस्याओं का कारण बन सकता है। लक्ष्य उस मीठे स्थान को ढूंढना है जहां सांचा पर्याप्त रूप से भरा हुआ है, लेकिन इससे पहले कि अतिरिक्त दबाव दोष पैदा कर दे।
मुख्य विचार:
- यह निर्धारित करने के लिए कि सामग्री गुहा को कब भरेगी, सांचे के आकार और जटिलता का विश्लेषण करें।
- सामग्री-विशिष्ट व्यवहार 6 पर विचार करें , क्योंकि विभिन्न प्लास्टिक विशिष्ट रूप से प्रतिक्रिया करते हैं।
डीकंप्रेसन आयाम का समायोजन
डीकंप्रेसन का आयाम-कितना दबाव कम हुआ-समय जितना ही महत्वपूर्ण है।
- अत्यधिक आयाम : दबाव को बहुत अधिक कम करने से सिकुड़न या विकृति हो सकती है, क्योंकि ठंडा होने के दौरान सामग्री में पर्याप्त समर्थन का अभाव होता है।
- अपर्याप्त आयाम : दूसरी ओर, न्यूनतम दबाव में कमी आंतरिक तनाव को कम नहीं कर सकती है या फ़्लैश को प्रभावी ढंग से नहीं रोक सकती है।
इष्टतम आयाम के लिए रणनीतियाँ:
- न्यूनतम प्रभावी दबाव निर्धारित करने के लिए परीक्षण करें जो भौतिक अखंडता को बनाए रखते हुए दोषों से बचाता है।
- उन्नत मशीन नियंत्रण प्रणाली 7 जो डीकंप्रेसन मापदंडों में सटीक समायोजन की अनुमति देता है।
अनुकूलन के लिए व्यावहारिक सुझाव
- ट्रायल रन : यह देखने के लिए कि कौन सा संयोजन सर्वोत्तम परिणाम देता है, अलग-अलग डीकंप्रेसन सेटिंग्स के साथ नियंत्रित प्रयोग करें।
- डेटा विश्लेषण : पिछले रनों का अध्ययन करने और सफल परिणामों के आधार पर सेटिंग्स को परिष्कृत करने के लिए डेटा एनालिटिक्स का उपयोग करें।
- सतत निगरानी : उत्पादन के दौरान सेटिंग्स को गतिशील रूप से समायोजित करने के लिए वास्तविक समय निगरानी प्रणाली लागू करें।
इन तकनीकों को लागू करके, निर्माता दक्षता या सामग्री प्रदर्शन से समझौता किए बिना लगातार उच्च गुणवत्ता वाले उत्पादों का उत्पादन करने के लिए अपनी डीकंप्रेसन प्रक्रियाओं को ठीक कर सकते हैं।
प्रारंभिक विसंपीडन के कारण अधूरा भराव होता है।सत्य
बहुत जल्दी डीकंप्रेसिंग से शॉर्ट शॉट या खराब सतह फिनिश हो सकती है।
अत्यधिक आयाम उत्पाद संकोचन को कम करता है।असत्य
बहुत अधिक दबाव कम करने से अपर्याप्त समर्थन के कारण सिकुड़न हो सकती है।
निष्कर्ष
उच्च गुणवत्ता वाले इंजेक्शन मोल्डेड उत्पाद प्राप्त करने के लिए डीकंप्रेसन को समझना महत्वपूर्ण है। प्रभावी तकनीकों को लागू करके, निर्माता दक्षता और विश्वसनीयता बढ़ा सकते हैं।
-
मोल्डिंग गुणवत्ता पर डीकंप्रेसन के प्रभाव के बारे में विस्तृत जानकारी प्राप्त करें: डीकंप्रेसन हमारी प्रक्रिया को स्थिर करने और हमारे सांचों की दीर्घायु बढ़ाने के लिए बहुत कुछ कर सकता है। ↩
-
इष्टतम मोल्डिंग परिणामों के लिए सटीक डीकंप्रेसन पैरामीटर सेट करना सीखें: आज की मशीनों पर, मोल्डर्स को आमतौर पर स्क्रू रोटेशन/रिकवरी से पहले और बाद में डीकंप्रेसन सेट करने का विकल्प मिलता है। क्या वे इस सुविधा का उपयोग कर रहे हैं... ↩
-
प्रभावी दबाव प्रबंधन का समर्थन करने वाली डिज़ाइन तकनीकों की खोज करें।: आज की मशीनों पर, मोल्डर्स को आमतौर पर स्क्रू रोटेशन/रिकवरी से पहले और बाद में डीकंप्रेसन सेट करने का विकल्प मिलता है। क्या वे इस सुविधा का उपयोग कर रहे हैं... ↩
-
जानें कि नियंत्रण प्रणाली इंजेक्शन मोल्डिंग में डीकंप्रेसन को कैसे बढ़ाती है।: तथ्य कुल इंजेक्शन मोल्डिंग नियंत्रण (टीएमसी) प्रणाली संपूर्ण इंजेक्शन मोल्डिंग मशीन के नियंत्रण को एकीकृत और केंद्रीकृत करती है। ↩
-
डीकंप्रेसन विधियों में सुधार करने के लिए विभिन्न तकनीकों का अन्वेषण करें।: इंजेक्शन मोल्डिंग प्रौद्योगिकी के प्रकार · 1. गैस-असिस्टेड इंजेक्शन मोल्डिंग · 2. पतली दीवार मोल्डिंग · 3. तरल सिलिकॉन इंजेक्शन मोल्डिंग · 4. ↩
-
पता लगाएं कि मोल्डिंग सेटिंग्स को अनुकूलित करने के लिए विभिन्न प्लास्टिक दबाव में कैसे प्रतिक्रिया करते हैं: सामग्री की श्रेणी के आधार पर दबाव का विस्थापन पर अलग-अलग प्रभाव हो सकता है। यह संरचना, स्थिरता या गतिशीलता को प्रभावित कर सकता है… ↩
-
सटीक डीकंप्रेसन समायोजन के लिए आधुनिक नियंत्रण प्रणालियों का अन्वेषण करें: किस्टलर इंजेक्शन मोल्डिंग प्रक्रिया में गुहा दबाव और तापमान की निगरानी के लिए सेंसर प्रदान करता है - कुशल निगरानी और नियंत्रण के लिए मौलिक आधार। ↩





