

इंजेक्शन मोल्डिंग चक्र का सटीक अनुमान आपकी उत्पादन क्षमता को बदल सकता है और लागत में भारी कमी ला सकता है।.
इंजेक्शन मोल्डिंग चक्र का सटीक अनुमान लगाने के लिए, शीतलन समय, इंजेक्शन समय और मोल्ड संचालन जैसे प्रमुख कारकों पर विचार करें। शीतलन समय महत्वपूर्ण है और इसे सूत्र t = (6s) × (δ²/χ²) का उपयोग करके गणना किया जा सकता है। इंजेक्शन समय उत्पाद की मात्रा और गति पर निर्भर करता है, जबकि होल्डिंग समय संकुचन की भरपाई करता है।.
ये सूत्र एक आधार प्रदान करते हैं, लेकिन अनुमान प्रक्रिया को पूरी तरह समझने के लिए मोल्ड की जटिलता और मशीन की विशिष्टताओं जैसे कई कारकों को एकीकृत करना आवश्यक है। आइए इन कारकों को और गहराई से समझते हैं।.
शीतलन समय की गणना t = (6s)×(δ²/χ²) के रूप में की जाती है।.सत्य
ठंडा होने का समय दीवार की मोटाई और ऊष्मीय प्रसार पर निर्भर करता है।.
चक्र अनुमान में शीतलन समय की क्या भूमिका होती है?
इंजेक्शन मोल्डिंग के लिए चक्र अनुमान में शीतलन समय एक महत्वपूर्ण तत्व है, जो दक्षता और उत्पाद की गुणवत्ता दोनों को प्रभावित करता है।.
शीतलन समय का सटीक आकलन करना अत्यंत महत्वपूर्ण है क्योंकि यह समग्र चक्र अवधि और ढाले गए भाग की गुणवत्ता को प्रभावित करता है। सूत्र t = (6s)×(δ²/χ²) का उपयोग करके इसकी गणना की जाती है, जहाँ s दीवार की मोटाई है और χ तापीय प्रसार गुणांक है। यह सूत्र मोल्ड तापमान और प्लास्टिक के प्रकार जैसे कारकों को ध्यान में रखता है।.
शीतलन समय के महत्व को समझना
इंजेक्शन मोल्डिंग के संदर्भ में, शीतलन समय केवल एक चरण नहीं है; यह दक्षता और उत्पाद की गुणवत्ता दोनों का एक महत्वपूर्ण निर्धारक है। यह अवधि पिघले हुए प्लास्टिक को मोल्ड के भीतर जमने देती है, जिससे अंतिम उत्पाद का आकार और संरचनात्मक अखंडता बनती है। शीतलन समय की सटीक गणना निम्न सूत्र का उपयोग करके की जा सकती है:
[ t = (6s)×(δ²/χ²) ]
कहाँ:
- t सेकंड में शीतलन समय को दर्शाता है।
- यहां s उत्पाद की दीवार की मोटाई मिलीमीटर में है।
- χ प्लास्टिक का तापीय प्रसार गुणांक है, जिसे mm²/s में मापा जाता है।
यह सूत्र इस बात पर जोर देता है कि दीवार की मोटाई और सामग्री के गुणों में भिन्नता शीतलन समय को काफी हद तक बदल सकती है, जिससे संपूर्ण चक्र अनुमान प्रभावित होता है।.
शीतलन समय को प्रभावित करने वाले कारक
-
सांचे का तापमान : सांचे का कम तापमान आमतौर पर ठंडा होने में लगने वाले समय को कम करता है, लेकिन इससे उत्पाद की गुणवत्ता प्रभावित हो सकती है। मजबूती या दिखावट से समझौता किए बिना तेजी से ठंडा करने के लिए एक संतुलन बनाए रखना आवश्यक है।
-
प्लास्टिक की तापीय चालकता : उच्च तापीय चालकता वाले प्लास्टिक शीघ्रता से ठंडे होते हैं। विशिष्ट अनुप्रयोगों के लिए सामग्री का चयन करते समय इस गुण को ध्यान में रखा जाना चाहिए।
-
उत्पाद का आकार और माप : अधिक जटिल या बड़े उत्पादों को एकसमान ठोसकरण सुनिश्चित करने के लिए लंबे समय तक ठंडा करने की आवश्यकता हो सकती है, जिससे विकृति या सतह की खामियों जैसे दोषों का खतरा कम हो जाता है।
शीतलन समय को अनुकूलित करने के लिए व्यावहारिक सुझाव
-
सामग्री का चयन : ऐसी सामग्री चुनें जिनके तापीय गुण आपके उत्पादन लक्ष्यों के अनुरूप हों।
-
मोल्ड डिजाइन में समायोजन : ऊष्मा के तेजी से अपव्यय के लिए शीतलन चैनल जोड़ने जैसे मोल्ड डिजाइन में सुधार पर विचार करें।
-
प्रक्रिया निगरानी : मोल्ड के तापमान और शीतलन दर की निरंतर निगरानी के लिए सेंसर लगाएं ताकि मापदंडों को गतिशील रूप से समायोजित किया जा सके।
इन कारकों पर ध्यान केंद्रित करके, निर्माता बेहतर दक्षता और उत्पाद गुणवत्ता के लिए रणनीतियों को ।
शीतलन समय इंजेक्शन मोल्डिंग उत्पाद की गुणवत्ता को प्रभावित करता है।.सत्य
उचित शीतलन से संरचनात्मक अखंडता और सतह की गुणवत्ता सुनिश्चित होती है।.
उच्च तापीय चालकता वाले प्लास्टिक धीरे-धीरे ठंडे होते हैं।.असत्य
उच्च तापीय चालकता वाले प्लास्टिक तेजी से ठंडे होते हैं।.
इंजेक्शन का समय समग्र दक्षता को कैसे प्रभावित करता है?
इंजेक्शन मोल्डिंग प्रक्रिया में इंजेक्शन का समय एक महत्वपूर्ण पैरामीटर है जो समग्र दक्षता और उत्पाद की गुणवत्ता पर महत्वपूर्ण प्रभाव डालता है।.
इंजेक्शन का समय चक्र समय और ऊर्जा खपत को प्रभावित करके समग्र दक्षता पर असर डालता है। सटीक इंजेक्शन समय मोल्ड की इष्टतम फिलिंग सुनिश्चित करता है, जिससे अपव्यय और दोष कम होते हैं। इसकी गणना सूत्र t_injection = V/S×60 का उपयोग करके की जाती है, जहाँ V आयतन और S गति है।.

इंजेक्शन के समय को समझना
इंजेक्शन समय से तात्पर्य मोल्ड कैविटी को पिघले हुए प्लास्टिक से भरने में लगने वाली अवधि से है। यह इंजेक्शन की गति और उत्पाद के आयतन द्वारा , जो इंजेक्शन मोल्डिंग प्रक्रिया के चक्र समय को परिभाषित करने में महत्वपूर्ण भूमिका निभाता है।
इंजेक्शन के समय का सूत्र
इंजेक्शन का समय गणना करने के लिए प्रयुक्त सूत्र इस प्रकार है:
$$t_{injection} = \frac{V}{S} \times 60$$
- V: उत्पाद का आयतन घन सेंटीमीटर में।
- S: इंजेक्शन की गति (घन सेंटीमीटर प्रति सेकंड में)।
दक्षता पर प्रभाव
समय चक्र
उत्पाद की गुणवत्ता से समझौता किए बिना इंजेक्शन समय को कम करने से चक्र समय में उल्लेखनीय कमी आ सकती है, जिससे दिए गए समय में अधिक इकाइयों का उत्पादन संभव हो सकता है। यह कमी सीधे तौर पर विनिर्माण दक्षता को बढ़ाती है।.
ऊर्जा की खपत
इंजेक्शन का समय कम करने से अक्सर ऊर्जा की खपत कम होती है, क्योंकि मशीनें प्रति चक्र कम चलती हैं। इस कमी से न केवल परिचालन लागत कम होती है, बल्कि यह अधिक टिकाऊ उत्पादन प्रक्रियाओं में भी योगदान देती है।.
इंजेक्शन के समय को प्रभावित करने वाले कारक
- उत्पाद की जटिलता : जटिल आकृतियों के लिए उचित भराई सुनिश्चित करने और दोषों से बचने के लिए अधिक इंजेक्शन समय की आवश्यकता हो सकती है।
- सामग्री के गुणधर्म : प्लास्टिक की श्यानता और तापीय गुणधर्म आवश्यक इंजेक्शन गति को बदल सकते हैं।
- मशीन की विशिष्टताएँ : इंजेक्शन मोल्डिंग मशीन की क्षमताएँ, जैसे कि अधिकतम इंजेक्शन दबाव और गति, महत्वपूर्ण हैं।
अनुकूलन के लिए रणनीतियाँ
- गति और दबाव का संतुलन : इन मापदंडों को समायोजित करने से फ्लैशिंग या अपूर्ण फिलिंग जैसी कमियों को दूर करते हुए मोल्ड को कुशलतापूर्वक भरने में मदद मिल सकती है।
- निगरानी और समायोजन : प्रक्रिया चर की निरंतर निगरानी करना और वास्तविक समय के डेटा के आधार पर उन्हें समायोजित करना स्थिरता को बढ़ा सकता है।
निष्कर्ष
इंजेक्शन मोल्डिंग प्रक्रियाओं में समग्र दक्षता में सुधार के लिए इंजेक्शन समय को समझना और अनुकूलित करना आवश्यक है। सामग्री के गुणों और मशीन की विशिष्टताओं जैसे कारकों पर सावधानीपूर्वक विचार करके, निर्माता उत्पादकता और उत्पाद की गुणवत्ता दोनों को बढ़ा सकते हैं।.
इंजेक्शन का समय कम होने से ऊर्जा की खपत कम होती है।.सत्य
कम समय का मतलब है कि मशीनें कम चलती हैं, जिससे ऊर्जा की खपत कम होती है।.
मोल्डिंग में इंजेक्शन का समय चक्र समय को प्रभावित नहीं करता है।.असत्य
इंजेक्शन का समय मोल्ड भरने की गति को प्रभावित करके चक्र समय पर सीधा प्रभाव डालता है।.
मोल्डिंग प्रक्रिया में होल्डिंग टाइम क्यों आवश्यक है?
मोल्ड किए गए उत्पादों की गुणवत्ता और सटीकता सुनिश्चित करने में होल्डिंग टाइम की महत्वपूर्ण भूमिका को जानें।.
मोल्डिंग प्रक्रिया में होल्डिंग टाइम अत्यंत महत्वपूर्ण है क्योंकि यह ठंडा होने के दौरान प्लास्टिक के आयतन में होने वाली कमी की भरपाई करता है। यह आमतौर पर इंजेक्शन टाइम का 1/3 से 2/3 होता है, जो उत्पाद के आकार, आकृति और सामग्री की सिकुड़न दर जैसे कारकों पर निर्भर करता है। सटीक होल्डिंग टाइम आयामी स्थिरता सुनिश्चित करता है और दोषों को कम करता है।.

इंजेक्शन मोल्डिंग में होल्डिंग टाइम को समझना
इंजेक्शन मोल्डिंग में होल्डिंग टाइम बहुत महत्वपूर्ण है क्योंकि यह प्लास्टिक के तरल अवस्था से ठोस अवस्था में ठंडा होने पर होने वाले संकुचन को नियंत्रित करता है। मोल्ड के अंदर प्लास्टिक के ठंडा होने पर वह सिकुड़ता है, जिससे सिंक मार्क्स या रिक्त स्थान जैसी विकृतियाँ उत्पन्न हो सकती हैं।.
इस समस्या से निपटने के लिए, प्रारंभिक इंजेक्शन चरण के बाद दबाव बनाए रखा जाता है, जिससे पिघला हुआ प्लास्टिक पर्याप्त रूप से जमने तक उस पर दबाव बना रहता है। यह प्रक्रिया यह सुनिश्चित करने के लिए महत्वपूर्ण है कि तैयार उत्पाद अपने इच्छित आकार और संरचनात्मक अखंडता को बनाए रखे।.
प्रतीक्षा समय को प्रभावित करने वाले कारक
-
पदार्थ की सिकुड़न दर : विभिन्न प्लास्टिकों की सिकुड़न दर भिन्न-भिन्न होती है। उदाहरण के लिए, पॉलीइथिलीन जैसे क्रिस्टलीय पदार्थों को पॉलीस्टाइरीन जैसे अनाकार पदार्थों की तुलना में अधिक समय तक रखने की आवश्यकता हो सकती है, क्योंकि इनकी सिकुड़न दर अधिक होती है।
-
उत्पाद का आकार और आकृति : बड़े या अधिक जटिल उत्पादों के लिए अक्सर पूरे उत्पाद में समान दबाव वितरण और एकसमान शीतलन सुनिश्चित करने के लिए लंबे समय तक रखने की आवश्यकता होती है।
-
इंजेक्शन समय अनुपात : आमतौर पर, होल्डिंग समय की गणना इंजेक्शन समय के एक अंश (1/3 से 2/3) के रूप में की जाती है। हालांकि, यह अनुपात विशिष्ट सामग्री विशेषताओं और उत्पाद आवश्यकताओं के आधार पर भिन्न हो सकता है।
| कारक | होल्डिंग टाइम पर प्रभाव |
|---|---|
| सामग्री संकुचन | अधिक सिकुड़न के लिए अधिक समय तक रखने की आवश्यकता होती है |
| उत्पाद जटिलता | जटिल आकृतियों को लंबे समय तक पकड़ने की आवश्यकता हो सकती है। |
| इंजेक्शन समय अनुपात | आमतौर पर इंजेक्शन लगाने का समय 1/3 से 2/3 होता है। |
उच्च गुणवत्ता वाले उत्पादों के लिए भंडारण समय को अनुकूलित करना
होल्डिंग टाइम को अनुकूलित करने के लिए, ट्रायल मोल्डिंग सेशन 3 । उत्पाद के आयामों में किसी भी दोष या भिन्नता की बारीकी से निगरानी करके समायोजन किया जा सकता है।
इसके अलावा, वैज्ञानिक मोल्डिंग दृष्टिकोण 4 डेटा-संचालित अंतर्दृष्टि के आधार पर मापदंडों को परिष्कृत करने में मदद कर सकता है, जिससे उत्पादन में सटीकता और स्थिरता संभव हो पाती है।
सही होल्डिंग समय सुनिश्चित करने से न केवल आयामी सटीकता बनी रहती है, बल्कि अनुचित शीतलन और संकुचन से जुड़े दोषों को कम करके समग्र उत्पाद गुणवत्ता में भी सुधार होता है।.
इंजेक्शन लगाने के समय का 1/3 से 2/3 हिस्सा होल्डिंग टाइम होता है।.सत्य
इंजेक्शन लगाने के समय का लगभग 1/3 से 2/3 हिस्सा होल्डिंग टाइम होता है।.
अनाकार पदार्थों को अधिक समय तक रखने की आवश्यकता होती है।.असत्य
क्रिस्टलीय पदार्थों में अधिक संकुचन होने के कारण उन्हें अधिक समय तक रखने की आवश्यकता होती है।.
मोल्ड संचालन के लिए मुख्य विचारणीय बिंदु क्या हैं?
इंजेक्शन मोल्डिंग प्रक्रिया में मोल्ड संचालन महत्वपूर्ण भूमिका निभाता है, जो दक्षता और उत्पाद की गुणवत्ता दोनों को प्रभावित करता है।.
मोल्ड संचालन के लिए प्रमुख विचारणीय बिंदुओं में शीतलन समय, इंजेक्शन गति और डीमोल्डिंग तंत्र का डिज़ाइन शामिल हैं। प्रत्येक पहलू चक्र समय और उत्पाद की गुणवत्ता निर्धारित करने में महत्वपूर्ण भूमिका निभाता है।.
शीतलन समय: एक महत्वपूर्ण घटक
इंजेक्शन मोल्डिंग चक्र का सबसे बड़ा हिस्सा शीतलन समय होता है, जो दक्षता पर महत्वपूर्ण प्रभाव डालता है। शीतलन समय की गणना निम्न सूत्र का उपयोग करके की जा सकती है:
t = (6s)×(δ²/χ²),
जहां t शीतलन समय है, s दीवार की मोटाई है, और χ ऊष्मीय प्रसार गुणांक है। मोल्ड तापमान और ऊष्मीय चालकता जैसे कारकों को अनुकूलित करके तीव्र शीतलन प्राप्त किया जा सकता है।
उदाहरण: 2 मिमी की दीवार की मोटाई और 0.2 मिमी²/सेकंड के तापीय प्रसार गुणांक वाले उत्पाद के लिए, शीतलन समय लगभग 120 सेकंड होगा।
इंजेक्शन का समय: चक्र की गति को प्रभावित करता है
इंजेक्शन का समय मोल्ड किए जा रहे प्लास्टिक की गति और मात्रा दोनों पर निर्भर करता है। इसका अनुमान निम्नलिखित तरीके से लगाया जा सकता है:
t_injection = V/S×60,
जहां V उत्पाद की मात्रा है और S इंजेक्शन की गति है। तेज़ इंजेक्शन गति से चक्र समय कम हो सकता है, लेकिन इसके लिए अधिक उन्नत उपकरणों की आवश्यकता हो सकती है।
भंडारण अवधि: उत्पाद की गुणवत्ता सुनिश्चित करना
ठंडा होने के दौरान प्लास्टिक के सिकुड़ने की भरपाई होल्डिंग टाइम द्वारा की जाती है, जो अक्सर इंजेक्शन टाइम के एक तिहाई से दो तिहाई तक होता है। यह उत्पाद के आकार को बनाए रखने और दोषों को रोकने के लिए अत्यंत महत्वपूर्ण है।.
ध्यान देने योग्य बात: बड़े उत्पादों या उच्च संकुचन दर वाले उत्पादों के लिए, भंडारण समय बढ़ाना फायदेमंद हो सकता है।
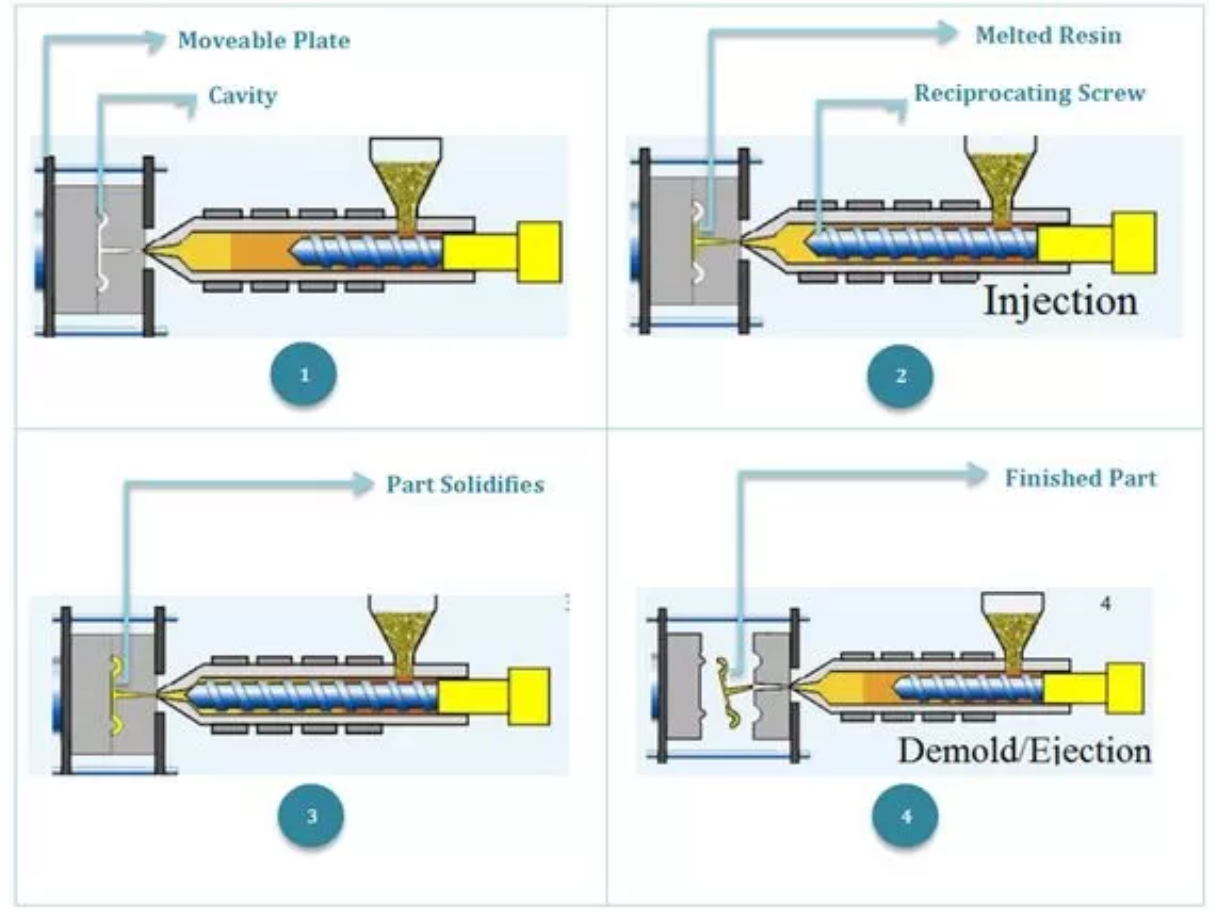
मोल्ड संचालन: खोलना, मोल्ड से निकालना, बंद करना
- मोल्ड खुलने का समय: मोल्ड की जटिलता और मशीन की गति पर निर्भर करता है। सरल डिज़ाइन वाले मोल्ड जल्दी खुलते हैं।
- मोल्ड से निकालने का समय: उत्पाद के आकार पर निर्भर करता है; जटिल डिज़ाइनों को मोल्ड से निकालने में अधिक समय लग सकता है।
- बंद होने का समय: खुलने के समय के समान, मोल्ड की जटिलता और मशीन की क्षमताओं से प्रभावित होता है।
ये सभी तत्व मिलकर चक्र दक्षता और उत्पाद की गुणवत्ता को प्रभावित करते हैं। इन मापदंडों में समायोजन से प्रदर्शन को बेहतर बनाया जा सकता है, जिसके लिए सभी संबंधित कारकों के बीच सावधानीपूर्वक संतुलन बनाए रखना आवश्यक है।.
शीतलन समय अनुमान के बारे में जानें 5 इंजेक्शन गति के बारे में जानें 6
शीतलन अवधि मोल्डिंग चक्र का सबसे छोटा हिस्सा है।.असत्य
इंजेक्शन मोल्डिंग चक्र का सबसे लंबा हिस्सा शीतलन अवधि है।.
इंजेक्शन की गति बढ़ाने से चक्र समय कम हो सकता है।.सत्य
इंजेक्शन की गति बढ़ाने से मोल्डिंग के लिए आवश्यक समय कम हो जाता है।.
निष्कर्ष
इंजेक्शन मोल्डिंग चक्र के अनुमान में महारत हासिल करने से आपकी उत्पादन क्षमता और उत्पाद की गुणवत्ता में उल्लेखनीय सुधार हो सकता है। अपनी विनिर्माण प्रक्रियाओं को बेहतर बनाने के लिए इन जानकारियों को अपनाएं।.
-
शीतलन दक्षता बढ़ाने के लिए उन्नत तकनीकों की खोज करें: शीतलन समय का अनुकूलन · भरने के समय को कम करना · उचित विराम समय · इंजेक्शन चरण में समय का अनुकूलन · अनावश्यक हलचल को कम करना।. ↩
-
जानिए इंजेक्शन की गति मोल्ड भरने की दक्षता को कैसे प्रभावित करती है: सामान्यतः, समान इंजेक्शन गति पर, उच्च इंजेक्शन दबाव प्लास्टिक की प्रवाह क्षमता को बेहतर बनाता है, जिससे आयामी सटीकता बढ़ती है… ↩
-
जानिए ट्रायल मोल्डिंग से होल्डिंग टाइम को कैसे परिष्कृत किया जा सकता है, जिससे बेहतर परिणाम प्राप्त हो सकें: मोल्ड ट्रायल प्रक्रिया यह सुनिश्चित करने में एक महत्वपूर्ण कदम है कि मोल्ड योग्य उत्पाद बना सके, सामान्य उत्पादन स्थितियों में काम कर सके और मानकों को पूरा कर सके… ↩
-
जानिए वैज्ञानिक मोल्डिंग उत्पादन प्रक्रियाओं को कैसे अनुकूलित करती है: वैज्ञानिक मोल्डिंग इंजेक्शन मोल्डिंग के लिए एक व्यवस्थित दृष्टिकोण है जो काफी हद तक वैज्ञानिक पद्धति के सिद्धांतों (उत्पाद विकसित करना और परीक्षण करना...) पर आधारित है। ↩
-
सटीक शीतलन समय की गणना के बारे में जानकारी प्राप्त करें: एक अच्छा नियम यह है कि आने वाली सामग्री में भिन्नता और मशीन के प्रदर्शन में मामूली बदलाव को ध्यान में रखते हुए शीतलन टाइमर में 20% जोड़ें।. ↩
-
समझें कि इंजेक्शन की गति चक्र दक्षता को कैसे प्रभावित करती है: इंजेक्शन की गति बढ़ाने से इंजेक्शन का समय कम हो जाता है, जिसके परिणामस्वरूप काफी कम मोल्ड लागत पर उच्च गुणवत्ता वाले उत्पादों का उत्पादन होता है… ↩






