इंजेक्शन मोल्डिंग में लिफ्टर रिलीज के लिए आदर्श कोण खोजना हर बार एक अलग पहेली सुलझाने जैसा लगता है। प्रत्येक गणना अद्वितीय होती है।.
इंजेक्शन मोल्ड लिफ्टर के लिए रिलीज एंगल निर्धारित करने के लिए, सामग्री के संकुचन, उत्पाद की गहराई और लिफ्टर की गति जैसे कारकों की जांच करें। सामग्री के ठंडा होने पर आकार और आकृति में होने वाले परिवर्तनों पर भी विचार करें। उत्पाद को आसानी से रिलीज करने देने वाले एंगल को खोजने के लिए परीक्षित सूत्रों का उपयोग करें। अपनी गणनाओं में सामग्री की विशेषताओं और डिजाइन की आवश्यकताओं को शामिल करें।.
यह फॉर्मूला तो बस शुरुआत है। हर प्रोजेक्ट अलग होता है और उस पर सावधानीपूर्वक ध्यान देने की ज़रूरत होती है। पॉलीप्रोपाइलीन जैसी सामग्री से चीज़ें काफ़ी बदल जाती हैं। एक बार मुझे चिपकने से बचाने के लिए कोणों को बार-बार समायोजित करना पड़ा क्योंकि पॉलीप्रोपाइलीन बहुत सिकुड़ता है। गहरे डिज़ाइन मुश्किल होते हैं। गहराई के कारण सुचारू रूप से रिलीज़ करने के लिए कोणों की गणना बार-बार करनी पड़ती है। लिफ़्टर के आकार और गति की जाँच करना बेहद ज़रूरी है। छोटी-छोटी बातें आपको चौंका सकती हैं। एक बार, एक लिफ़्टर गलत तरीके से हिल गया था, जिससे लगभग समस्या हो गई थी। अब, मैं हमेशा इन आकारों की जाँच करता हूँ। जटिल आकृतियाँ कठिन लग सकती हैं। उन्हें सरल भागों में तोड़ना मददगार होता है। यह एक पहेली सुलझाने जैसा है। CAD सॉफ़्टवेयर या ट्रायल मोल्ड का उपयोग करने से बाद में आने वाली समस्याओं को कम किया जा सकता है।.
अधिक सिकुड़ने वाली सामग्रियों के लिए कम रिलीज कोण की आवश्यकता होती है।.असत्य
अधिक संकुचन क्षमता वाले पदार्थों को चिपकने से रोकने के लिए अधिक रिलीज कोण की आवश्यकता होती है।.
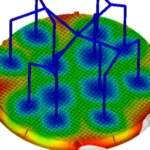
जटिल क्लैस्प आकृतियों के सटीक कोणों के लिए सिमुलेशन की आवश्यकता होती है।.सत्य
सिमुलेशन संभावित अवरोधों के कारण जटिल आकृतियों के लिए कोणों को अनुकूलित करने में मदद करता है।.
- 1. लिफ्टर रिलीज कोण इंजेक्शन मोल्डिंग को कैसे प्रभावित करते हैं?
- 2. सामग्री के गुणधर्म लिफ्टर रिलीज कोण की गणना को कैसे प्रभावित करते हैं?
- 3. रिलीज कोण निर्धारित करने में उत्पाद का आकार और आकृति इतनी महत्वपूर्ण क्यों होती है?
- 4. मैं लिफ्टर के आयामों और मूवमेंट स्ट्रोक को कैसे ठीक करूँ?
- 5. कोण की गणना में जटिल बकल आकृतियों को मैं कैसे शामिल कर सकता हूँ?
- 6. निष्कर्ष
लिफ्टर रिलीज कोण इंजेक्शन मोल्डिंग को कैसे प्रभावित करते हैं?
लिफ्टर रिलीज़ कोण अक्सर तकनीकी लगते हैं। हालांकि, ये उत्पाद को आसानी से निकालने में अहम भूमिका निभाते हैं। ये कोण उत्पादों को बिना किसी परेशानी के बाहर निकालने में मदद करते हैं। वास्तव में, ये एक महत्वपूर्ण भूमिका निभाते हैं।.
इंजेक्शन मोल्डिंग के दौरान स्मूथ डीमोल्डिंग में लिफ्टर रिलीज़ एंगल सहायक होते हैं। सामग्री का प्रकार इन कोणों को प्रभावित करता है। उत्पाद का आकार और माप भी मायने रखते हैं। लिफ्टर स्ट्रोक भी कोणों को प्रभावित करता है।.
लिफ्टर रिलीज़ कोणों को समझना
इंजेक्शन मोल्डिंग में लिफ्टर रिलीज़ कोण मोल्ड से उत्पादों को सुचारू रूप से निकालने में महत्वपूर्ण भूमिका निभाते हैं। इनका प्राथमिक उद्देश्य उत्पाद को लिफ्टर से चिपकने से रोकना है, जिससे उत्पाद और मोल्ड दोनों को नुकसान हो सकता है। रिलीज़ कोण का आकार उत्पाद की सामग्री, आकार और माप, साथ ही लिफ्टर के स्ट्रोक जैसे कारकों से गहराई से जुड़ा होता है।.
भौतिक मामले
विभिन्न प्लास्टिक अलग-अलग तरह से व्यवहार करते हैं। उदाहरण के लिए, पॉलीप्रोपाइलीन ( PP ) जैसी उच्च संकुचन दर वाली सामग्रियों को आसानी से मोल्ड से निकालने के लिए बड़े रिलीज कोण की आवश्यकता होती है। आमतौर पर, PP की संकुचन दर 1.0 से 2.5% के बीच होती है। नए लोगों को इन सामग्रियों की विशेषताओं को अच्छी तरह से जानना चाहिए क्योंकि यह अत्यंत महत्वपूर्ण है। मोल्ड डिजाइन पर सामग्री के गुणों का प्रभाव कैसे पड़ता है, इसके बारे में अधिक जानने के लिए, मोल्डिंग में सामग्री के गुणों के बारे पृष्ठ 1 )।
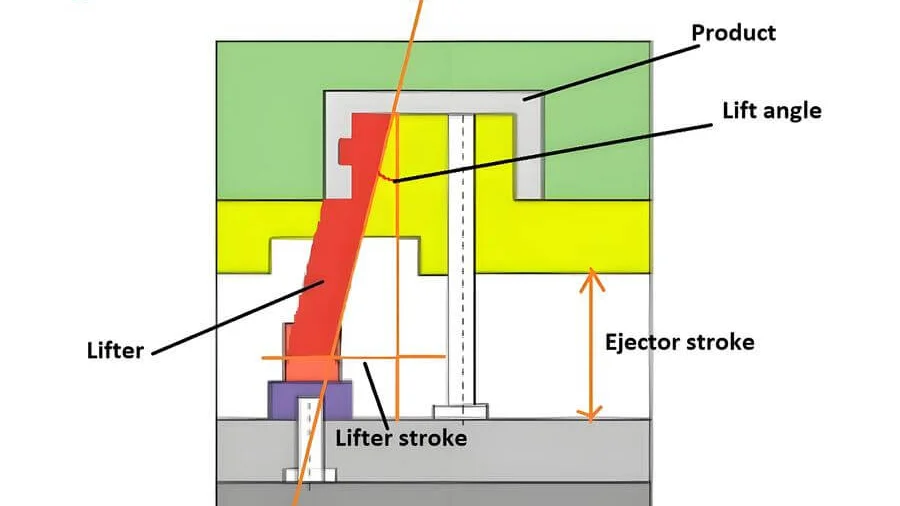
उत्पाद का आकार और माप
उत्पाद की ज्यामिति आवश्यक रिलीज कोण को काफी हद तक प्रभावित करती है। 50 मिमी से अधिक गहराई वाले बेलनाकार आकार जैसे गहरे उत्पादों के लिए लिफ्टर रिलीज कोण अधिक होना आवश्यक है। एक सामान्य अनुभवजन्य सूत्र tan a = S/H है, जहाँ S लिफ्टर की क्षैतिज गति है और H उत्पाद की गहराई है। उदाहरण के लिए, यदि कोई उत्पाद 100 मिमी गहरा है और लिफ्टर 5 मिमी चलता है, तो:
- H = 100 मिमी
- S = 5 मिमी
- इसलिए, a≈2.86°।.
सुगम निकास के लिए इस कोण को कम से कम 3 डिग्री तक बढ़ाने के लिए समायोजन किया जाना चाहिए।.
जटिल डिज़ाइनों के लिए समायोजन
जटिल आकृतियाँ गणनाओं में चुनौतियाँ पेश करती हैं जिनमें लिफ्टर के आयामों और गति स्ट्रोक को ध्यान में रखना आवश्यक होता है। उल्टे बकल जैसे डिज़ाइनों की सटीक गणना सटीक उपकरणों या सॉफ़्टवेयर के बिना करना कठिन है।
उदाहरण के लिए:
- यदि उल्टे बकल की गहराई 5 मिमी है,
- क्षैतिज चौड़ाई 20 मिमी है।
- यदि लिफ्टर की चौड़ाई 10 मिमी है,
तो: tan a≥5/(20-10)=0.5
इसका अर्थ है: ≥arctan(0.5)=26.6°
गणना की सटीकता समस्याओं को रोकती है; इसलिए, जटिल डिज़ाइनों के लिए सिमुलेशन और सत्यापन हेतु CAD सॉफ़्टवेयर का उपयोग लाभदायक हो सकता है। जानिए कैसे CAD सॉफ़्टवेयर इन मापदंडों की सटीक गणना में ।
इन सिद्धांतों और विचारों को समझकर, इंजेक्शन मोल्डिंग प्रक्रियाओं में कुशल और दोषरहित उत्पाद डीमोल्डिंग सुनिश्चित की जा सकती है।.
लिफ्टर रिलीज एंगल मोल्ड उत्पाद के अलग होने को प्रभावित करता है।.सत्य
मोल्ड से उत्पाद को सुचारू रूप से बाहर निकालने के लिए लिफ्टर रिलीज कोण महत्वपूर्ण है।.
सभी प्लास्टिक के लिए लिफ्टर रिलीज एंगल एक जैसा होना आवश्यक है।.असत्य
विभिन्न प्रकार के प्लास्टिक में संकुचन और घर्षण की मात्रा अलग-अलग होती है, जिससे रिलीज कोण प्रभावित होते हैं।.
सामग्री के गुणधर्म लिफ्टर रिलीज कोण की गणना को कैसे प्रभावित करते हैं?
लिफ्टर रिलीज कोणों को समझने के लिए सामग्री के गुणधर्म अत्यंत महत्वपूर्ण हैं। ये गुणधर्म इंजेक्शन मोल्डिंग द्वारा निर्मित उत्पादों की दक्षता और गुणवत्ता को प्रभावित करते हैं। ये गुणधर्म बहुत महत्वपूर्ण हैं।.
सामग्री के गुणधर्म जैसे संकुचन दर और घर्षण गुणांक बहुत महत्वपूर्ण होते हैं। ये विशेषताएं लिफ्टर रिलीज कोणों को प्रभावित करती हैं। अधिक संकुचन के लिए बड़े कोणों की आवश्यकता होती है। उच्च घर्षण के लिए भी बड़े कोणों की आवश्यकता होती है। बड़े कोण चिपकने से रोकते हैं और मोल्ड से आसानी से सामग्री निकालने में सहायक होते हैं।.
सामग्री के सिकुड़ने की दर को समझना
PP का उपयोग करके बनाई गई अपनी पहली परियोजना याद है । सिकुड़न दर 1.0% से 2.5% तक भिन्न थी। इससे मुझे रिलीज़ कोण को बदलना सीखने को मिला। यह कुछ ऐसा था जैसे बिना यह जाने कि रोटी कितनी फूलेगी, उसे सेंकने का प्रयास करना। रिलीज़ कोण को बढ़ाए बिना, उत्पाद को साँचे से आसानी से निकालना कठिन होता। यह ऐसा ही होता जैसे किसी स्टिकर को बिना कोई निशान छोड़े छीलना।
लिफ्टर रिलीज़ कोणों की गणना के मुख्य पहलुओं में से एक सामग्री की संकुचन दर को 3। पीपी जैसी सामग्री , जो 1.0% से 2.5% तक की महत्वपूर्ण संकुचन दरों के लिए जानी जाती है, रिलीज़ कोणों के सावधानीपूर्वक समायोजन की आवश्यकता होती है।
घर्षण गुणांक और उनके प्रभाव
घर्षण गुणांक पेचीदा हो सकते हैं। चिपचिपी सामग्रियों के साथ काम करते समय मैंने यह सीखा। वे लिफ्टर से ऐसे चिपक जाती हैं जैसे कोई छोटा बच्चा अपने पसंदीदा खिलौने से चिपकता है। उच्च घर्षण का मतलब था कि मुझे एक बड़े रिलीज कोण की आवश्यकता थी। मैंने इस "चिपकने" को कम करने के तरीके खोजे। इससे यह सुनिश्चित हुआ कि उत्पाद अपने मोल्ड से आसानी से अलग हो जाएं। यह ऐसा था जैसे लंबे समय बाद पुराने दोस्त बिछड़ रहे हों।.
मोल्ड और लिफ्टर के डिजाइन में किसी सामग्री का घर्षण गुणांक एक अन्य महत्वपूर्ण कारक है, जिसके लिए सुचारू निष्कासन के लिए रिलीज कोण में समायोजन की आवश्यकता होती है।.
रिलीज कोणों के लिए ज्यामितीय विचार
ज्यामिति हमेशा से मेरी ताकत रही है। उत्पाद डिजाइन करने से जटिलता बढ़ गई। 50 मिमी से अधिक व्यास वाले उत्पादों के लिए विशेष गणनाओं की आवश्यकता होती थी। tan a=S/H सूत्र बहुत उपयोगी साबित हुआ। मैंने इसका उपयोग एक बेलनाकार डिजाइन के लिए किया, जिसमें रिलीज कोण 3° से अधिक होना आवश्यक था। यह डार्ट्स में सही निशाना लगाने जैसा था।.
उत्पाद की ज्यामिति भी उपयुक्त रिलीज कोणों को निर्धारित करने में महत्वपूर्ण भूमिका निभाती है, खासकर कुछ निश्चित गहराई से अधिक गहरी वस्तुओं के लिए।.
जटिल बकल आकृतियों से निपटना
जटिल आकृतियों को समझना पहेली सुलझाने जैसा लगता था। कोणों की गणना करने के लिए मैंने उन्हें सरल भागों में विभाजित किया। सीएडी सॉफ्टवेयर ने अक्सर मेरी मदद की; यह एक सहायक की तरह काम करता था, जो मौसम परिवर्तन की तरह अप्रत्याशित संभावित हस्तक्षेप स्थितियों को दिखाता था।.
जटिल आकृतियों से निपटने के दौरान, इंजीनियरों को उन्हें सरल ज्यामितीय रूपों में विघटित करने और इन गणनाओं को परिष्कृत करने के लिए सीएडी सॉफ्टवेयर सिमुलेशन 4
पीपी में उच्च संकुचन के कारण अधिक रिलीज कोण की आवश्यकता होती है।.सत्य
पॉलीप्रोपाइलीन में संकुचन की दर अधिक होती है, जिसके कारण अधिक रिलीज कोण की आवश्यकता होती है।.
लिफ्टर की चौड़ाई आवश्यक रिलीज कोण की गणना को प्रभावित करती है।.सत्य
लिफ्टर की चौड़ाई और उसकी गति का स्ट्रोक आवश्यक रिलीज कोण को प्रभावित करते हैं।.
रिलीज कोण निर्धारित करने में उत्पाद का आकार और आकृति इतनी महत्वपूर्ण क्यों होती है?
क्या आपने कभी केक बेक किया है और उसे पैन से निकालने में परेशानी हुई है? यह कुछ इसी तरह है जैसे मोल्डिंग में उत्पाद के आकार और रिलीज एंगल काम करते हैं।.
उत्पाद का आकार और माप रिलीज कोण के लिए बहुत महत्वपूर्ण हैं। ये इस बात पर बहुत प्रभाव डालते हैं कि उत्पाद मोल्ड से कितनी आसानी से निकलता है। बड़े या अधिक जटिल आकारों के लिए अक्सर अधिक रिलीज कोण की आवश्यकता होती है। इससे चिपकने से बचाव होता है। सुचारू निष्कासन महत्वपूर्ण है।.
उत्पाद सामग्री का महत्व
मुझे याद है जब मैंने पहली बार घर पर मोमबत्तियाँ बनाने की कोशिश की थी। मैंने कई तरह के मोम का इस्तेमाल किया और जल्दी ही समझ गया कि सामग्री कितनी महत्वपूर्ण है। इंजेक्शन मोल्डिंग में, पॉलीप्रोपाइलीन जैसी सामग्रियों की सिकुड़ने की दर और सतहों से रगड़ खाने का तरीका अलग-अलग होता है। उदाहरण के लिए, जो सामग्रियाँ बहुत सिकुड़ती हैं या सतहों से रगड़ खाती हैं, उन्हें निकालते समय अटकने से बचाने के लिए एक बड़े रिलीज एंगल की आवश्यकता होती है।.
आकार और माप संबंधी विचार
मैंने जो लंबी, पतली मोमबत्तियाँ बनाईं, उनके बारे में सोचें। जब उत्पाद गहरे होते हैं – जैसे 50 मिमी से अधिक व्यास वाले सिलेंडर – तो रिलीज़ कोण पर बहुत सावधानीपूर्वक विचार करने की आवश्यकता होती है। एक उपयोगी सूत्र गहराई H और लिफ्टर के स्ट्रोक S के आधार पर कोणों की गणना करने में मदद करता है। 100 मिमी की गहराई और 5 मिमी के स्ट्रोक के लिए, आपको tan a≈2.86° दिखाई दे सकता है। इसे 3° या उससे अधिक समायोजित करने से काम बिना किसी समस्या के हो सकता है।.
जटिल आकृतियाँ: गणनाएँ और परीक्षण
जब मैंने बारीक डिज़ाइन वाले साबुन बनाना शुरू किया, तो मैंने जटिल पैटर्न को सरल भागों में तोड़ दिया। उत्पाद डिज़ाइन में, जटिल क्लैस्प आकृतियों को भी बेहतर कोण गणना के लिए तोड़ना पड़ता है। सिमुलेशन या टेस्ट मोल्ड CAD टूल का उपयोग करके इन कोणों की जाँच करते हैं ताकि यह सुनिश्चित हो सके कि वे सही ढंग से फिट बैठते हैं, खासकर विषम आकृतियों के लिए।.
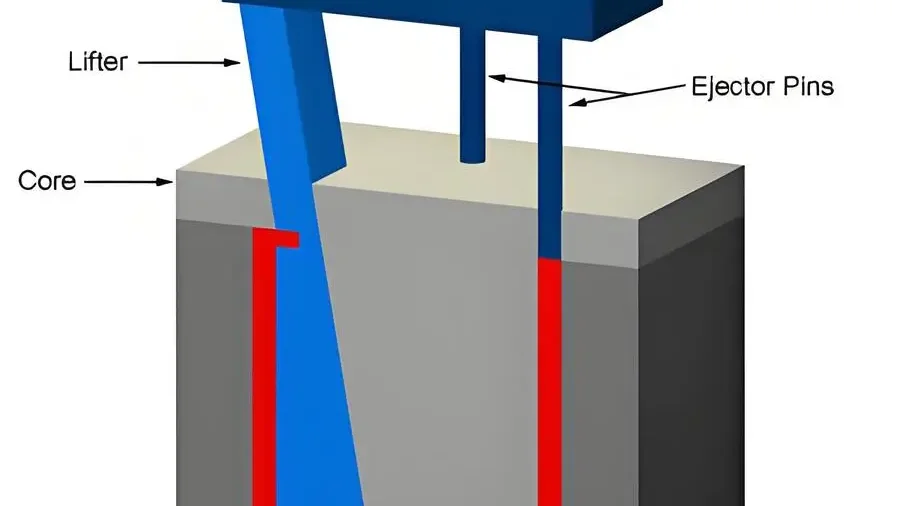
लिफ्टर के आयामों को ध्यान में रखते हुए
लिफ्टर डिज़ाइन करना एक पहेली सुलझाने जैसा है। इसमें टुकड़ों को सही ढंग से व्यवस्थित करना शामिल है। उनका आकार और गति महत्वपूर्ण हैं। रिलीज़ के दौरान टकराव से बचने के लिए चौड़ाई w और क्षैतिज गति s पर विचार करना आवश्यक है। सुचारू रूप से अलग होने के लिए रिलीज़ कोण α को tan a=h/(bw) की शर्त को पूरा करना चाहिए। यह इनवर्टेड बकल जैसे जटिल डिज़ाइनों के लिए बहुत महत्वपूर्ण है, जहाँ कोण गणना 5 लिफ्टर की क्षमता से मेल खानी चाहिए।
गहरे रंग के उत्पादों के लिए अधिक रिलीज कोणों की आवश्यकता होती है।.सत्य
अधिक गहराई वाले उत्पादों को आसानी से मोल्ड से निकालने के लिए बड़े कोणों की आवश्यकता होती है।.
सभी प्लास्टिक सामग्रियों के लिए रिलीज कोण की आवश्यकताएँ समान होती हैं।.असत्य
विभिन्न पदार्थों में संकुचन और घर्षण की मात्रा अलग-अलग होती है, जिससे कोण प्रभावित होते हैं।.
मैं लिफ्टर के आयामों और मूवमेंट स्ट्रोक को कैसे ठीक करूँ?
क्या आपने कभी सोचा है कि सही लिफ्टर साइज़ आपके मोल्ड डिज़ाइन की सफलता को कैसे निर्धारित करते हैं? सटीक माप बेहद ज़रूरी हैं। वे वास्तव में तय करते हैं कि डिज़ाइन सफल होगा या असफल।.
लिफ्टर के आयामों के लिए गणनाओं को सही करने का अर्थ है सर्वोत्तम रिलीज कोण का पता लगाना। यह लिफ्टर की सामग्री, आकार और स्ट्रोक पर निर्भर करता है। लिफ्टर को उत्पाद को सांचे से सुचारू रूप से बाहर निकालना चाहिए। यह अत्यंत महत्वपूर्ण है।.

लिफ्टर रिलीज़ कोणों को समझना
जब मैंने मोल्डिंग शुरू की, तो मुझे जल्दी ही समझ आ गया कि रिलीज़ एंगल से सब कुछ बदल जाता है। यह एक छोटी सी तरकीब की तरह है जिससे उत्पाद आसानी से बाहर निकल जाते हैं। चाहे आप पॉलीप्रोपाइलीन के साथ काम कर रहे हों या किसी अन्य सामग्री के साथ, इस एंगल के बारे में जानना बहुत ज़रूरी है। ज़रा सोचिए, बिना फाड़े एक स्टिकर को निकालना – एंगल कितना महत्वपूर्ण है! साधारण आकृतियों या 50 मिमी से अधिक व्यास वाले बेलनाकार उत्पादों के लिए, आपको एंगल को सावधानीपूर्वक समायोजित करना होगा।.
लिफ्टर के रिलीज कोण का प्राथमिक उद्देश्य मोल्ड से उत्पाद को सुचारू रूप से निकालना है। यह कोण महत्वपूर्ण है क्योंकि यह मोल्डिंग के बाद उत्पाद के अलग होने की प्रक्रिया को प्रभावित करता है। रिलीज कोण कई कारकों पर निर्भर करता है, जिनमें उत्पाद की सामग्री, आकार और माप के साथ-साथ लिफ्टर का स्ट्रोक भी शामिल है।.
विभिन्न आकृतियों और सामग्रियों के लिए रिलीज कोणों की गणना करना
मैंने एक बार ऐसी सामग्रियों के साथ काम किया था जो बहुत सिकुड़ती थीं। चिपकने की समस्या से बचने के लिए रिलीज़ एंगल को एडजस्ट करना ही एकमात्र उपाय था। यह खाना पकाने जैसा है - अलग-अलग सामग्रियों के लिए अलग-अलग बदलाव ज़रूरी होते हैं। गहरे उत्पादों या ज़्यादा घर्षण वाले उत्पादों के लिए बड़े एंगल की ज़रूरत होती है। इस सही संतुलन को पाना वाकई संतोषजनक होता है; यह बिल्कुल ओवन से एक बेहतरीन केक निकालने जैसा है!
विभिन्न प्लास्टिक सामग्रियों की सिकुड़न दर और घर्षण गुणांक अलग-अलग होते हैं। उच्च सिकुड़न वाली सामग्रियों से बने उत्पादों के लिए, रिलीज कोण बढ़ाने से चिपकने की समस्या को रोका जा सकता है। गहरे उत्पादों के लिए भी अधिक रिलीज कोण की आवश्यकता होती है।.
उदाहरण के लिए, यदि आपके पास 50 मिमी से अधिक गहराई वाला एक बेलनाकार उत्पाद है, तो आप रिलीज कोण की गणना निम्न सूत्र का उपयोग करके कर सकते हैं:
tan a = S/H
जहां S लिफ्टर की क्षैतिज गति को दर्शाता है।
व्यावहारिक उद्देश्यों के लिए, यह कोण 6 आमतौर पर 3° से कम नहीं होना चाहिए।
लिफ्टर के आयामों और स्ट्रोक के साथ गणनाओं को सही करना
अब बात करते हैं लिफ्टर के आयामों और मूवमेंट स्ट्रोक की – मोल्डिंग के महत्वपूर्ण हिस्सों की। एक बार एक लिफ्टर ठीक से काम नहीं कर रहा था क्योंकि उसकी चौड़ाई क्लैस्प की चौड़ाई से मेल नहीं खा रही थी। मुझे एहसास हुआ कि इन आयामों को सटीक रूप से मिलाने से समस्याएं दूर हो जाती हैं।.
उत्पाद के गुणों पर विचार करने के अलावा, अपने लिफ्टर के आयामों और गति को भी ध्यान में रखें:
- मान लीजिए कि आपके लिफ्टर की चौड़ाई w है और वह स्ट्रोक s के साथ क्षैतिज रूप से चलता है।.
- यह सुनिश्चित करें कि यदि आपके लिफ्टर की चौड़ाई w, क्लैस्प की क्षैतिज चौड़ाई b से कम है, तो गति स्ट्रोक क्लैस्प से पूर्ण रूप से अलग होने की अनुमति देता है।.
- रिलीज कोण 7 को निम्नलिखित शर्त को पूरा करना आवश्यक हो सकता है:
tan a≥ h/(bw)
लिफ्टर का रिलीज कोण उत्पाद की सामग्री पर निर्भर करता है।.सत्य
विभिन्न पदार्थों में संकुचन दर और घर्षण गुणांक भिन्न-भिन्न होते हैं।.
जटिल क्लैस्प आकृतियों के लिए एकल रिलीज कोण गणना की आवश्यकता होती है।.असत्य
जटिल आकृतियों को सरल भागों में विभाजित किया जाता है, जिनमें से प्रत्येक की गणना अलग-अलग की जाती है।.
कोण की गणना में जटिल बकल आकृतियों को मैं कैसे शामिल कर सकता हूँ?
क्या आपको कभी कोण गणना में जटिल बकल आकृतियों को लेकर उलझन महसूस हुई है? आप अकेले नहीं हैं! इन सरल रणनीतियों को आजमाएं। इन सुझावों से शायद इसे हल करना बहुत आसान हो जाएगा।.
कोण की गणना के लिए जटिल बकल आकृतियों को सरल ज्यामितीय भागों में विभाजित करें। प्रत्येक भाग का विमोचन कोण निर्धारित करें और उच्चतम कोण को मानक मानें। सीएडी सॉफ्टवेयर सिमुलेशन इन कोणों को अधिक सटीक रूप से समायोजित कर सकते हैं।.
बुनियादी सिद्धांतों को समझना
मुझे याद है जब मैंने पहली बार किसी उत्पाद को सांचे से बिना किसी परेशानी के निकालने की कोशिश की थी। यह किसी उलझे हुए ऊन के गोले को सुलझाने जैसा लग रहा था—भ्रमित करने वाला और झुंझला देने वाला। लेकिन लिफ्टर के रिलीज एंगल को समाधान के रूप में खोजकर मुझे ज्ञान प्राप्त हुआ। यह एंगल महत्वपूर्ण है क्योंकि यह उत्पाद की सामग्री, आकार, माप और यहां तक कि लिफ्टर की गति पर भी निर्भर करता है।.
जटिल बकल आकृतियों के संदर्भ में कोणों की गणना का प्राथमिक लक्ष्य मोल्ड से उत्पाद की सुचारू निकासी सुनिश्चित करना है। इसमें सामग्री के गुणधर्म और लिफ्टर के रिलीज कोण जैसे कारकों की जांच शामिल है। रिलीज कोण का आकार उत्पाद की सामग्री, आकृति, माप और लिफ्टर के स्ट्रोक से प्रभावित होता है, इसलिए विशिष्ट उत्पाद आवश्यकताओं के आधार पर दृष्टिकोण को अनुकूलित करना महत्वपूर्ण है।.
सामग्री और आकार संबंधी विचार
विभिन्न सामग्रियों के व्यवहार की कल्पना कीजिए। उदाहरण के लिए, पॉलीप्रोपाइलीन ( PP ) में सिकुड़न की दर अधिक होती है, इसलिए इसे निकालने के लिए अधिक झुकाव कोण की आवश्यकता होती है। यह किसी चिपचिपे केक को पैन से निकालने जैसा है; उसे आसानी से निकालने के लिए सही झुकाव ज़रूरी है। गहरी गुहाओं वाले उत्पादों के लिए विशेष गणनाओं की आवश्यकता होती है, जैसे 50 मिमी से अधिक गहरे बेलनाकार आइटम।
सामग्री की विशेषताएं, जैसे कि संकुचन दर, कोण गणना को काफी हद तक प्रभावित करती हैं। उदाहरण के लिए, अधिक संकुचन वाली सामग्रियों के लिए बड़े रिलीज कोणों की आवश्यकता हो सकती है। इन स्थितियों में, अनुभवजन्य सूत्रों का उपयोग करना महत्वपूर्ण है:
tan a = S/H,
जहाँ S क्षैतिज यात्रा है और H गहराई है।
यदि किसी उत्पाद की गहराई 100 मिमी और यात्रा 5 मिमी है:
tan a = 5/100 = 0.05,
जिससे लगभग 2.86° का कोण बनता है। इसे कम से कम 3° तक बढ़ाने से मोल्ड से उत्पाद को निकालना आसान हो जाता है।
संशोधित गणना विधियाँ
जब आकार और गति की बात आती है, तो चीजें पेचीदा हो जाती हैं। उठाते समय क्लिप को अलग करते समय उसमें कोई रुकावट नहीं आनी चाहिए—यह सबक मैंने तब सीखा जब मैंने गलत गणना की और मुझे एक हिस्से को दोबारा करना पड़ा।.
जटिल आकृतियों से निपटते समय, लिफ्टर के आयामों और उसके मूवमेंट स्ट्रोक दोनों पर विचार करना आवश्यक है:
tan a≥h/(b – w) यहाँ महत्वपूर्ण है।
उदाहरण के लिए:
उल्टे बकल की गहराई = 5 मिमी,
बकल की चौड़ाई = 20 मिमी,
लिफ्टर की चौड़ाई = 10 मिमी,
कोण को
a≥26.6° को संतुष्ट करना चाहिए,
या स्ट्रोक लंबाई के आधार पर सत्यापित किया जाना चाहिए।
इसे लागू करने से मुझे एक और गलती से बचने में मदद मिली।
जटिल बकल आकृतियों को संभालना
घुमावदार या विषम आकृतियों वाले जटिल बकल पहेली जैसे होते हैं—इन्हें सरल आकृतियों में तोड़कर, पहले बताई गई विधियों का उपयोग करके प्रत्येक रिलीज कोण की गणना अलग-अलग करनी चाहिए।
इन परिकलित कोणों के परीक्षण के लिए सीएडी सॉफ्टवेयर जैसे सिमुलेशन उपकरण अमूल्य हैं—ये अतिरिक्त दृष्टि की तरह काम करते हैं और उन चीजों को पकड़ लेते हैं जिन्हें मैं शायद नज़रअंदाज़ कर दूं।
ये उपकरण प्रारंभिक डिज़ाइनों में स्पष्ट न होने वाली हस्तक्षेप स्थितियों का पूर्वानुमान लगा सकते हैं, जिससे कार्यात्मकता और इंजीनियरिंग मानकों के अनुपालन को सुनिश्चित करने वाले समायोजन किए जा सकते हैं।
सिमुलेशन उपकरण 8 कैसे बढ़ा सकते हैं, इस बारे में अधिक जानकारी के लिए या कोण गणना के लिए अनुभवजन्य सूत्रों 9
मोल्ड से आसानी से निकालने के लिए रिलीज कोण कम से कम 3° होना चाहिए।.सत्य
मोल्ड से आसानी से निकालने के लिए, रिलीज कोण आमतौर पर 3° से कम नहीं होता है।.
पीपी सामग्री में कम संकुचन के कारण कम रिलीज कोण की आवश्यकता होती है।.असत्य
पीपी में उच्च संकुचन होता है; इसलिए, इसके लिए एक बड़े रिलीज कोण की आवश्यकता होती है।.
निष्कर्ष
इंजेक्शन मोल्डिंग में लिफ्टर रिलीज कोणों की गणना करते समय, सामग्री के संकुचन, उत्पाद की गहराई और लिफ्टर की गति पर विचार करना शामिल होता है ताकि बिना चिपके सुचारू रूप से डीमोल्डिंग सुनिश्चित की जा सके।.
-
समझें कि विभिन्न सामग्रियां मोल्ड डिजाइन और रिलीज कोणों को कैसे प्रभावित करती हैं।. ↩
-
जानिए कि सीएडी उपकरण मोल्ड डिजाइन को कुशलतापूर्वक अनुकूलित करने में कैसे मदद करते हैं।. ↩
-
जानिए कि संकुचन दरें मोल्डिंग प्रक्रियाओं और गणनाओं को कैसे प्रभावित करती हैं।. ↩
-
मोल्डिंग में जटिल आकृतियों का अनुकरण करने के लिए सीएडी टूल का अन्वेषण करें।. ↩
-
उदाहरणों के माध्यम से इष्टतम रिलीज कोणों की गणना करना सीखें।. ↩
-
विभिन्न सामग्रियों के लिए विशिष्ट गणना विधियों के बारे में जानें।. ↩
-
लिफ्टर के आयामों की गणना करने के लिए व्यावहारिक उदाहरण खोजें।. ↩
-
जानिए कि इंजीनियरिंग में सीएडी सॉफ्टवेयर डिजाइन की सटीकता को कैसे बेहतर बनाता है।. ↩
-
इंजीनियरिंग गणनाओं के लिए उपयोगी अनुभवजन्य सूत्रों की खोज करें।. ↩