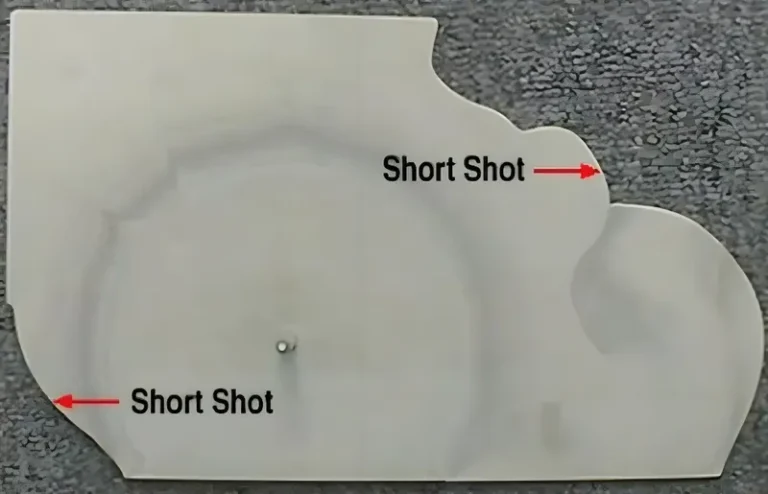

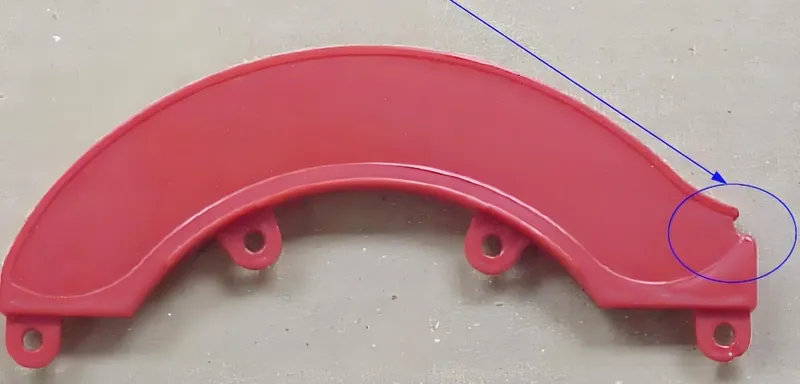
इंजेक्शन मोल्डिंग 1 में छोटे शॉट्स तब होते हैं जब पिघला हुआ प्लास्टिक पूरी तरह से मोल्ड गुहा को भरने में विफल रहता है, जिसके परिणामस्वरूप अपूर्ण या आंशिक रूप से गठित भाग होते हैं। यह दोष मोटर वाहन, चिकित्सा और उपभोक्ता वस्तुओं जैसे उद्योगों में एक आम चुनौती है, विशेष रूप से जटिल ज्यामितीय या पतली दीवारों वाले भागों के लिए। छोटे शॉट्स 2 को संबोधित करना उत्पाद की गुणवत्ता को बनाए रखने, कचरे को कम करने और कुशल उत्पादन प्रक्रियाओं को सुनिश्चित करने के लिए महत्वपूर्ण है।
छोटे शॉट तब होते हैं जब मोल्ड पूरी तरह से नहीं भरता है, अक्सर कम दबाव, तापमान के मुद्दों या खराब मोल्ड डिजाइन 3 , जो अपूर्ण भागों के लिए अग्रणी होता है जो विनिर्माण को बाधित कर सकते हैं।
यह लेख लघु शॉट्स के कारणों की पड़ताल करता है, सामान्य गलत धारणाओं को डिबंक करता है, और इस मुद्दे को रोकने और समस्या निवारण के लिए कार्रवाई योग्य समाधान प्रदान करता है, उच्च गुणवत्ता वाले इंजेक्शन-मोल्ड वाले भागों को सुनिश्चित करता है।
छोटे शॉट हमेशा कम इंजेक्शन के दबाव के कारण होते हैं।असत्य
जबकि कम इंजेक्शन का दबाव एक लगातार कारण है, छोटे शॉट अपर्याप्त तापमान, सामग्री प्रवाह मुद्दों या उप -मोल्ड मोल्ड डिजाइन से भी उपजा हो सकते हैं।
लघु शॉट केवल भाग की उपस्थिति को प्रभावित करते हैं।असत्य
सौंदर्यशास्त्र से परे, छोटे शॉट्स भागों की कार्यक्षमता और संरचनात्मक अखंडता को कम कर सकते हैं, विशेष रूप से सटीक-संचालित अनुप्रयोगों में।
इंजेक्शन मोल्डिंग में छोटे शॉट्स क्या हैं?
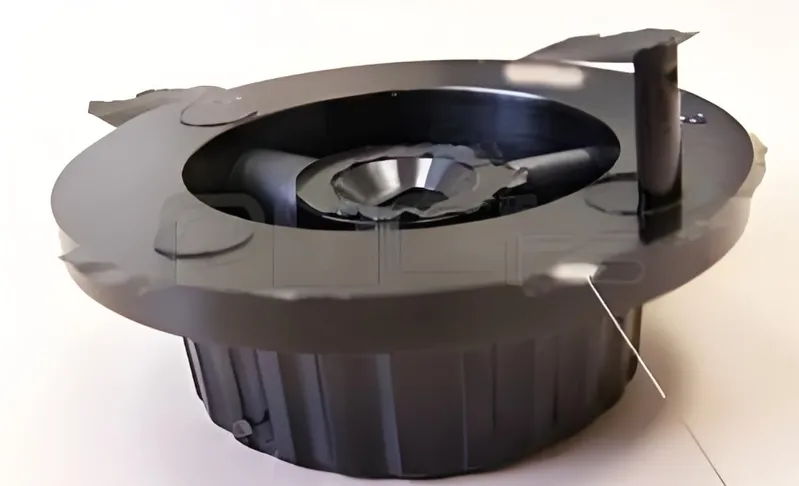
इंजेक्शन मोल्डिंग प्रक्रिया 4 के दौरान मोल्ड गुहा पर पूरी तरह से कब्जा नहीं करती है , अपूर्ण भागों का उत्पादन करती है। यह मुद्दा विशेष रूप से चिकित्सा उपकरण निर्माण जैसे उच्च-सटीक क्षेत्रों में प्रचलित है, जहां मामूली खामियों से भी महत्वपूर्ण परिणाम हो सकते हैं।

छोटे शॉट तब होते हैं जब पिघला हुआ प्लास्टिक पूरी तरह से मोल्ड को भरने में विफल रहता है, अक्सर अपर्याप्त दबाव, तापमान या खराब मोल्ड डिजाइन के कारण, जिसके परिणामस्वरूप दोषपूर्ण भाग होते हैं।
| शॉर्ट शॉट का कारण | समाधान |
|---|---|
| कम इंजेक्शन दबाव | पूर्ण भरने को सुनिश्चित करने के लिए दबाव बढ़ाएं। |
| अपर्याप्त पिघल तापमान | बेहतर प्रवाह क्षमता के लिए पिघल तापमान बढ़ाएं। |
| ख़राब साँचे का डिज़ाइन | वेंटिंग को बढ़ाएं और गेट प्लेसमेंट का अनुकूलन करें। |
| अपर्याप्त सामग्री आपूर्ति | सामग्री की उपलब्धता और स्पष्ट रुकावटों को सत्यापित करें। |
| उच्च सामग्री चिपचिपापन | बेहतर प्रवाह के साथ सामग्री का उपयोग करें या सेटिंग्स को समायोजित करें। |
शॉर्ट शॉट्स के कारण
कई कारक छोटे शॉट्स में योगदान करते हैं, जिनमें शामिल हैं:

-
कम इंजेक्शन दबाव: अपर्याप्त बल प्लास्टिक को मोल्ड के सभी क्षेत्रों तक पहुंचने से रोकता है।
-
तापमान के मुद्दे: कम पिघल या मोल्ड तापमान प्लास्टिक को समय से पहले जमने का कारण बन सकता है।
-
मोल्ड डिज़ाइन फॉल्स: अपर्याप्त वेंटिंग, छोटे गेट्स, या खराब तरीके से डिज़ाइन किए गए धावक सामग्री प्रवाह को बाधित कर सकते हैं।
-
भौतिक गुण: गरीब प्रवाह विशेषताओं के साथ उच्च-चिपचिपापन प्लास्टिक जटिल मोल्ड को भरने के लिए संघर्ष कर सकते हैं।
शॉर्ट शॉट्स का प्रभाव
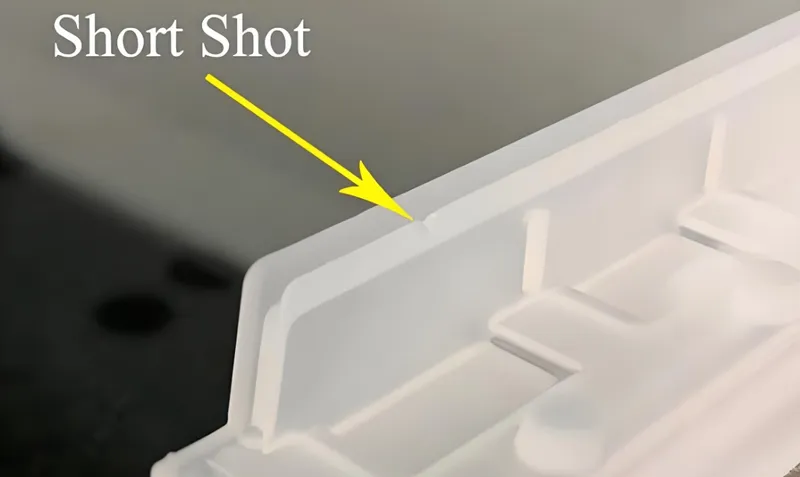
लघु शॉट्स दृश्य अपील और भागों के कार्यात्मक प्रदर्शन दोनों से समझौता करते हैं। महत्वपूर्ण अनुप्रयोगों में, जैसे कि चिकित्सा उपकरण या मोटर वाहन घटकों, यह दोष महंगा याद या सुरक्षा खतरों को जन्म दे सकता है।
केवल इंजेक्शन दबाव बढ़ाने से छोटे शॉट्स को रोका जा सकता है।असत्य
जबकि उच्च दबाव मदद कर सकता है, यह तापमान या मोल्ड डिजाइन जैसे अन्य मूल कारणों को संबोधित नहीं करता है, जिसमें ध्यान देने की भी आवश्यकता होती है।
पतली-दीवार वाले भागों में छोटे शॉट अधिक सामान्य होते हैं।सत्य
पतली-दीवार वाले भाग सटीक दबाव और तापमान नियंत्रण की मांग करते हैं, जिससे छोटे शॉट्स के लिए उनकी संवेदनशीलता बढ़ जाती है।
छोटे शॉट्स के सामान्य कारण क्या हैं?
छोटे शॉट्स के मूल कारणों की पहचान करना प्रभावी संकल्प की ओर पहला कदम है। यहाँ प्राथमिक योगदानकर्ता हैं:
सामान्य कारणों में कम इंजेक्शन दबाव, अपर्याप्त तापमान, खराब मोल्ड डिजाइन और सामग्री प्रवाह के मुद्दे शामिल हैं, प्रत्येक को लक्षित समायोजन की आवश्यकता होती है।

इंजेक्शन दबाव और गति
कम दबाव या धीमी इंजेक्शन की गति प्लास्टिक को पूरी तरह से मोल्ड में प्रवेश करने से रोक सकती है, विशेष रूप से जटिल या लंबे-प्रवाह-पथ डिजाइनों में।
तापमान नियंत्रण
उचित पिघल और मोल्ड तापमान महत्वपूर्ण हैं। यदि पिघल बहुत ठंडा है, तो यह पर्याप्त रूप से प्रवाहित नहीं हो सकता है, और एक ठंडा मोल्ड जल्दी जमने का कारण बन सकता है।
साँचे का डिज़ाइन
अपर्याप्त वेंटिंग, अंडरस्काइज्ड गेट्स, या सबप्टिमल रनर प्लेसमेंट जैसे डिज़ाइन तत्व प्लास्टिक के प्रवाह को प्रतिबंधित कर सकते हैं, जिससे अधूरा भरना हो सकता है। फंसे हवा को छोड़ने के लिए प्रभावी वेंटिंग महत्वपूर्ण है।
भौतिक गुण
प्लास्टिक का पिघल प्रवाह सूचकांक (MFI) 5 इसकी प्रवाह क्षमता निर्धारित करता है । कम एमएफआई (उच्च चिपचिपाहट) वाली सामग्री छोटे शॉट्स के लिए अधिक प्रवण होती है, विशेष रूप से विस्तृत या पतली-दीवार वाले भागों में।
बढ़ती इंजेक्शन की गति हमेशा छोटे शॉट्स को रोकती है।असत्य
उच्च गति मदद कर सकती है, लेकिन दबाव और तापमान के साथ संतुलित नहीं होने पर फ्लैश या बर्न मार्क जैसे दोषों को पेश कर सकती है।
छोटे शॉट्स को रोकने के लिए उचित मोल्ड वेंटिंग महत्वपूर्ण है।सत्य
पर्याप्त वेंटिंग हवा से बचने, प्रवाह प्रतिरोध को कम करने और पूर्ण मोल्ड भरने को सुनिश्चित करने की अनुमति देता है।
छोटे शॉट्स को कैसे रोका जा सकता है?
छोटे शॉट्स को रोकने के लिए एक सक्रिय रणनीति की आवश्यकता होती है जो उपकरण, सामग्री और प्रक्रियाओं का अनुकूलन करती है।
रोकथाम में फाइन-ट्यूनिंग इंजेक्शन पैरामीटर, मोल्ड डिज़ाइन को बढ़ाना, उपयुक्त सामग्री का चयन करना और सिमुलेशन टूल का लाभ उठाना शामिल है।

इंजेक्शन पैरामीटर्स का अनुकूलन
-
दबाव: पूर्ण मोल्ड भरने को सुनिश्चित करने के लिए इंजेक्शन दबाव को समायोजित करें, इसे भाग की जटिलता के लिए सिलाई करें।
-
गति: ओवरपैकिंग के बिना समय से पहले जमने से बचने के लिए बैलेंस इंजेक्शन की गति।
-
तापमान: पूरी प्रक्रिया में प्लास्टिक के तरल पदार्थ को रखने के लिए इष्टतम पिघल और मोल्ड तापमान बनाए रखें।
मोल्ड डिज़ाइन में सुधार
-
वेंटिंग: पहले मोल्ड ) को छोड़ने के लिए वेंट ग्रूव्स (0.02-0.04 मिमी गहरा, 5-10 मिमी चौड़ा) जोड़ें।
-
गेट्स और रनर: जटिल भागों के लिए कई फाटकों का उपयोग करके, सामग्री वितरण के लिए गेट आकार और प्लेसमेंट का अनुकूलन करें।
सामग्री चयन
पूर्ण भरने की सुविधा के लिए जटिल या पतली दीवारों वाले डिजाइनों के लिए उपयुक्त प्रवाह गुणों (उच्च एमएफआई) के साथ प्लास्टिक चुनें।

सिमुलेशन उपकरण
उत्पादन शुरू होने से पहले प्रक्रिया मापदंडों को परिष्कृत करके लघु शॉट जोखिमों की भविष्यवाणी करने और कम करने के लिए मोल्ड फ्लो सिमुलेशन सॉफ्टवेयर 6 को रोजगार दें
सिमुलेशन उपकरण पूरी तरह से छोटे शॉट्स को समाप्त कर सकते हैं।असत्य
अत्यधिक उपयोगी होने पर, सिमुलेशन मशीन पहनने या सामग्री विविधता जैसे सभी वास्तविक दुनिया के चर के लिए जिम्मेदार नहीं हो सकते हैं।
उचित सामग्री चयन छोटे शॉट्स को रोकने के लिए महत्वपूर्ण है।सत्य
उपयुक्त प्रवाह गुणों के साथ सामग्री अपूर्ण भरने के जोखिम को कम करती है, विशेष रूप से मांग वाले डिजाइनों में।
छोटे शॉट्स का निवारण कैसे करें?
जब छोटे शॉट होते हैं, तो एक संरचित समस्या निवारण प्रक्रिया जल्दी से पिनपॉइंट और समस्या को हल कर सकती है।
समस्या निवारण इंजेक्शन सेटिंग्स, तापमान, मोल्ड डिजाइन और सामग्री संगतता को सत्यापित करने में प्रवेश करता है।
चरण-दर-चरण समस्या निवारण गाइड
-
दबाव और गति की जाँच करें: सेटिंग्स की पुष्टि करें पर्याप्त हैं; दबाव बढ़ाएं या आवश्यकतानुसार गति को समायोजित करें।
-
तापमान का निरीक्षण करें: सामग्री विनिर्देशों के साथ पिघल और मोल्ड तापमान संरेखित करें; यदि ऑफ-रेंज समायोजित करें।
-
मोल्ड डिजाइन की जांच करें: वेंटिंग मुद्दों (जैसे, बर्न मार्क्स) या गेट/रनर अपर्याप्तता के लिए देखें; यदि आवश्यक हो तो संशोधित करें।
-
सामग्री की आपूर्ति को सत्यापित करें: पर्याप्त सामग्री के लिए जाँच करें और किसी भी फ़ीड सिस्टम रुकावटों को साफ करें।
-
सामग्री का आकलन करें: सुनिश्चित करें कि प्लास्टिक के प्रवाह गुण भाग आवश्यकताओं से मेल खाते हैं; यदि आवश्यक हो तो सामग्री स्विच करें।

उन्नत तकनीकें
-
दबाव ट्रांसड्यूसर: भरने की कमियों का पता लगाने के लिए गुहा के दबाव की निगरानी करें।
-
थर्मल इमेजिंग: मोल्ड में तापमान विसंगतियों का पता लगाना जो समय से पहले शीतलन का कारण हो सकता है।
छोटे शॉट्स का समस्या निवारण हमेशा मोल्ड डिजाइन को बदलने की आवश्यकता होती है।असत्य
मोल्ड को बदलने के बिना सेटिंग्स या सामग्रियों को समायोजित करके कई मामलों को हल किया जा सकता है।
प्रेशर ट्रांसड्यूसर छोटे शॉट्स के सटीक स्थान की पहचान करने में मदद कर सकते हैं।सत्य
ट्रांसड्यूसर दबाव ड्रॉप को प्रकट करते हैं, पिनपॉइंटिंग जहां भरना सटीक सुधारों के लिए विफल रहता है।
लघु शॉट्स और अन्य इंजेक्शन मोल्डिंग दोषों के बीच क्या अंतर हैं?
सटीक निदान और सुधार में अन्य दोषों से छोटे शॉट्स को अलग करना।
फ्लैश (ओवरफिलिंग) या सिंक मार्क्स (कूलिंग मुद्दों) के विपरीत, छोटे शॉट्स अपूर्ण भरने से उत्पन्न होते हैं।
लघु शॉट्स बनाम फ्लैश
-
लघु शॉट्स: अधूरा मोल्ड भरने, लापता अनुभाग।
-
फ्लैश: अतिरिक्त सामग्री मोल्ड से बच जाती है, जिससे पतली प्रोट्रूशियंस बनते हैं।
लघु शॉट्स बनाम सिंक मार्क्स
- लघु शॉट्स: खराब भरने के कारण लापता सामग्री।
- सिंक मार्क्स: असमान शीतलन या पैकिंग से सतह के अवसाद।
लघु शॉट्स बनाम वारपिंग
-
लघु शॉट्स: मुद्दों को भरने से अपूर्ण भाग।
-
वारपिंग: शीतलन तनाव के कारण आकार विरूपण।
लघु शॉट्स और फ्लैश एक ही हिस्से में एक साथ हो सकते हैं।असत्य
शॉर्ट शॉट्स अंडरफिलिंग का संकेत देते हैं, जबकि फ्लैश ओवरफिलिंग को इंगित करता है, जिससे वे आम तौर पर असंगत हो जाते हैं।
सिंक के निशान कभी -कभी छोटे शॉट्स के लिए गलत हो सकते हैं।सत्य
दोनों खामियों के रूप में दिखाई दे सकते हैं, लेकिन सिंक के निशान अवसाद हैं, जबकि छोटे शॉट अनुपस्थित हैं।
निष्कर्ष
इंजेक्शन मोल्डिंग में छोटे शॉट्स एक महत्वपूर्ण चुनौती पैदा करते हैं, जो भाग की गुणवत्ता और उत्पादन दक्षता को प्रभावित करता है। तापमान विसंगतियों 7 जैसे कारणों को संबोधित करके , निर्माता मजबूत रोकथाम और समस्या निवारण रणनीतियों को लागू कर सकते हैं। सेटिंग्स का अनुकूलन करना, मोल्ड को बढ़ाना, उपयुक्त सामग्री का चयन करना, और सिमुलेशन टूल का उपयोग करना इस दोष को समाप्त करने की दिशा में आवश्यक कदम हैं।
-
उत्पाद की गुणवत्ता को बढ़ाने और दोषों को कम करने के लिए इंजेक्शन मोल्डिंग में सर्वोत्तम प्रथाओं के बारे में जानें। यह संसाधन निर्माताओं के लिए अमूल्य है। ↩
-
विनिर्माण गुणवत्ता और दक्षता में सुधार के लिए छोटे शॉट्स को समझना महत्वपूर्ण है। गहराई से अंतर्दृष्टि के लिए इस लिंक का अन्वेषण करें। ↩
-
डिस्कवर करें कि कैसे प्रभावी मोल्ड डिजाइन छोटे शॉट्स जैसे दोषों को रोक सकता है और समग्र उत्पादन गुणवत्ता में सुधार कर सकता है। इंजीनियरों के लिए एक पढ़ना चाहिए। ↩
-
इंजेक्शन मोल्डिंग प्रक्रिया की खोज करने से दोषों की पहचान करने और उत्पादन दक्षता बढ़ाने में मदद मिलती है। ↩
-
एमएफआई इंजेक्शन मोल्डिंग के लिए सामग्री का चयन करने के लिए महत्वपूर्ण है। जानें कि यह इस संसाधन की जाँच करके प्रवाह क्षमता और भाग की गुणवत्ता को कैसे प्रभावित करता है। ↩
-
मोल्ड फ्लो सिमुलेशन सॉफ्टवेयर उत्पादन दक्षता को काफी बढ़ा सकता है और दोषों को कम कर सकता है। इस लिंक के माध्यम से इसके लाभों की खोज करें। ↩
-
तापमान नियंत्रण सफल इंजेक्शन मोल्डिंग के लिए महत्वपूर्ण है। इष्टतम परिणामों के लिए तापमान का प्रबंधन करना सीखें। ↩



