

क्या आपने कभी इंजेक्शन मोल्डेड वस्तुओं में सिकुड़न से निराशा महसूस की है? कई निर्माता इस चुनौती का अनुभव करते हैं। यह अंतिम उत्पाद की गुणवत्ता और आकार को प्रभावित करता है।
इंजेक्शन मोल्डेड उत्पादों में सिकुड़न को प्रबंधित करने, आयामी स्थिरता को बढ़ाने और दोषों को प्रभावी ढंग से कम करने के लिए प्रक्रिया सेटिंग्स को अनुकूलित करें, सांचों को फिर से डिज़ाइन करें या वैकल्पिक सामग्रियों का उपयोग करें।
ये पहली युक्तियाँ सिकुड़न को नियंत्रित करने के लिए एक अच्छी शुरुआत देती हैं। प्रत्येक विधि की अधिक बारीकी से खोज करने से आपकी उत्पादन लाइन को बेहतर बनाने के लिए अतिरिक्त तकनीकों का पता चल सकता है। यह गहराई से देखने से संभवतः आपको अपनी विनिर्माण प्रक्रिया से अच्छे परिणाम प्राप्त करने की अनुमति मिलती है।
प्लास्टिक सामग्री बदलने से ढले हुए उत्पादों में सिकुड़न कम हो जाती है।सत्य
अलग-अलग प्लास्टिक का उपयोग अलग-अलग तापीय गुणों के कारण सिकुड़न को प्रभावित कर सकता है।
साँचे की संरचना को नज़रअंदाज़ करने से सिकुड़न संबंधी समस्याओं पर कोई प्रभाव नहीं पड़ता है।असत्य
मोल्ड डिज़ाइन सामग्री के प्रवाह और शीतलन को प्रभावित करता है, जिससे सिकुड़न प्रभावित होती है।
आप इंजेक्शन मोल्डिंग में सिकुड़न को कैसे कम कर सकते हैं?
क्या आपने कभी उस जलन का अनुभव किया है जब इंजेक्शन मोल्डिंग में सिकुड़न आपके सटीक डिज़ाइन को बर्बाद कर देती है?
इंजेक्शन मोल्डिंग में सिकुड़न को कम करने में महत्वपूर्ण सेटिंग्स को समायोजित करना शामिल है। इनमें होल्डिंग दबाव, इंजेक्शन गति, पिघल तापमान और मोल्ड तापमान शामिल हैं। मोल्ड संरचना में सुधार किया जाना चाहिए. कम-संकोचन सामग्री का चयन वास्तव में उत्पाद की गुणवत्ता में मदद करता है। यह कदम महत्वपूर्ण है.

इंजेक्शन मोल्डिंग प्रक्रिया सेटिंग्स समायोजित करें
होल्डिंग दबाव और समय बढ़ाएँ
मेरे करियर की शुरुआत में, उत्पादों का एक बैच मेरी अपेक्षा से अधिक सिकुड़ गया। होल्डिंग का दबाव बहुत कम था. मैंने इसे इंजेक्शन के दबाव के 50% से बढ़ाकर लगभग 60% कर दिया। कुछ और सेकंड जोड़ने से भी मदद मिली। इस छोटे से बदलाव से उत्पाद के आकार में काफी सुधार हुआ। यह एक छोटा सा समायोजन था लेकिन इसका बड़ा प्रभाव पड़ा।
इंजेक्शन की गति और पिघले तापमान को समायोजित करें
मैंने सोचा था कि तेज़ इंजेक्शन बेहतर है जब तक मुझे पता नहीं चला कि ऐसा नहीं था। धीमी गति से पिघलने से गुहा को आसानी से भरने में मदद मिली, जिससे दबाव अंतर और सिकुड़न कम हो गई। पिघले हुए तापमान को थोड़ा बढ़ाने से भी मदद मिली, खासकर क्रिस्टलीय प्लास्टिक के लिए। इस संतुलन को सीखने में परीक्षण और त्रुटि हुई।
मोल्ड तापमान को अनुकूलित करें
मोल्ड का तापमान महत्वपूर्ण है. यदि यह बहुत गर्म या बहुत ठंडा है, तो यह अच्छा नहीं है। पतली दीवारों वाले डिज़ाइनों के लिए, तापमान को 30℃ से 40℃-50℃ तक बढ़ाने से दक्षता कम किए बिना वास्तव में सिकुड़न नियंत्रित होती है। सही जगह खोजने के लिए प्रयोग करना पड़ा जहां सब कुछ ठीक से काम कर रहा हो।
मोल्ड संरचना को संशोधित करें
गेट का आकार या संख्या बढ़ाएँ
मैंने गेट के आकार को 0.8 मिमी से बढ़ाकर लगभग 1.2 मिमी करके और बड़े वर्गों के लिए अधिक गेट जोड़कर एक कठिन हिस्से के लिए एक सांचे को फिर से डिज़ाइन किया, जिससे प्रवाह में नाटकीय रूप से सुधार हुआ, समान वितरण सुनिश्चित हुआ और सिकुड़न कम हुई।
| पैरामीटर | प्रारंभिक सेटिंग | अनुकूलित सेटिंग |
|---|---|---|
| गेट का व्यास | 0.8मिमी | 1.2 मिमी |
शीतलन प्रणाली को अनुकूलित करें
मेरी परियोजनाओं में असमान शीतलन एक समस्या थी। मैंने कूलिंग चैनल लेआउट को बदल दिया, और उन्हें मोटी दीवारों वाले खंडों में करीब ला दिया। कंफर्मल कूलिंग टेक्नोलॉजी 2 हर चीज को लगातार ठंडा रखकर और विसंगतियों को कम करके बहुत मदद की।
प्लास्टिक सामग्री बदलें या फॉर्मूला समायोजित करें
कम सिकुड़न वाली सामग्री चुनें
सामग्रियों को स्विच करना कठिन था लेकिन कुछ सटीक भागों के लिए पॉलीप्रोपाइलीन से पॉलीस्टाइनिन (पीएस) में जाने से सिकुड़न काफी कम हो गई। कभी-कभी, भराव सामग्री को समायोजित करना या कांच के मोतियों को जोड़ना परिवर्तनकारी था, जिससे सिकुड़न की चुनौतियाँ सफलता में बदल गईं।
इन परिवर्तनों और कुछ प्रयोगों के साथ, सिकुड़न काफी हद तक कम हो गई, जिससे उत्पाद की गुणवत्ता में सुधार हुआ और शिल्प में महारत हासिल करने में संतुष्टि मिली।
होल्डिंग दबाव बढ़ने से सिकुड़न कम हो जाती है।सत्य
उच्च धारण दबाव अधिक प्लास्टिक को गुहा में जाने देता है, जिससे सिकुड़न कम हो जाती है।
मोल्ड का तापमान कम होने से सिकुड़न बढ़ जाती है।सत्य
कम मोल्ड तापमान ठंडा होने की गति बढ़ाता है, जिससे सिकुड़न बढ़ जाती है।
मोल्ड संरचना को संशोधित करने से सिकुड़न को कम करने में कैसे मदद मिल सकती है?
क्या आपने कभी सोचा है कि मोल्ड डिज़ाइन में एक छोटा सा बदलाव आपकी उत्पादन लाइन को पूरी तरह से कैसे बदल सकता है? आइए सिकुड़न कम करने के जादू का पता लगाएं।
मोल्ड संरचनाओं को समायोजित करके, जैसे गेट का आकार बढ़ाना या शीतलन प्रणाली को परिष्कृत करके, संकोचन को प्रभावी ढंग से कम किया जाता है। अधिक समान दबाव वितरण और कुशल शीतलन परिणाम। उत्पाद बेहतर सटीकता और गुणवत्ता प्राप्त करते हैं। बेहतर सटीकता वास्तव में महत्वपूर्ण है.
सरल साँचे की संरचना में परिवर्तन
मुझे याद है जब मैंने पहली बार मोल्ड संरचनाओं के साथ प्रयोग किया था। मैंने गेट के आकार के बारे में सोचने में कई घंटे बिताए। गेट का आकार या संख्या बढ़ाने से सब कुछ बदल गया। अधिक प्लास्टिक पिघलने से गुहा भर गई, जिससे सिकुड़न की प्रभावी ढंग से 3 । इस परिवर्तन से सिकुड़न संबंधी समस्याएँ ठीक हो गईं। यह सचमुच काम कर गया।
तालिका: गेट के आकार का सिकुड़न पर प्रभाव
| गेट का आकार (मिमी) | सिकुड़न पर प्रभाव |
|---|---|
| 0.8 | उच्च |
| 1.0 – 1.2 | कम किया हुआ |
शीतलन प्रणाली को अनुकूलित करना महत्वपूर्ण है। मेरे परीक्षणों के दौरान, पूरे सांचे में समान शीतलन सुनिश्चित करने से असमान सिकुड़न रुक गई, जिससे दोष हो सकते हैं। कंफर्मल कूलिंग तकनीक का उपयोग करने से कूलिंग चैनलों को उत्पाद के आकार के साथ संरेखित करने और 4 एकरूपता में सुधार करने में
शीतलन प्रणाली में परिवर्तन
कूलिंग चैनलों की दक्षता की जाँच करना महत्वपूर्ण है। मोटे भागों के लिए, अधिक चैनल घनत्व सिकुड़न अंतर को कम करता है। चैनल व्यास को पर्याप्त शीतलन क्षमता की अनुमति देनी चाहिए; यह बहुत महत्वपूर्ण है.
5 और अधिक जानने के लिए विचार करने योग्य हैं ।
सामग्री का चयन
कम सिकुड़न दर वाली सामग्री चुनना एक अन्य विकल्प है। विभिन्न गुणों के कारण पॉलीप्रोपाइलीन से पॉलीस्टाइनिन पर स्विच करने से मदद मिली, जिससे प्रभावी रूप से सिकुड़न दर में काफी कमी आई।
मिश्रित सामग्रियों में फिलर्स को संशोधित करने से सिकुड़न दर अच्छी तरह से समायोजित हो गई, जो एक प्रभावी समायोजन था।
प्रक्रिया मापदंडों के साथ इन परिवर्तनों को समझना महत्वपूर्ण है। इंजेक्शन की गति, पिघले हुए तापमान को समायोजित करने और दबाव बनाए रखने से मोल्ड में बदलाव में सुधार होता है और वास्तव में संकोचन को कम करने में मदद मिलती है।
गेट का आकार बढ़ने से सिकुड़न कम हो जाती है।सत्य
एक बड़ा गेट अधिक प्लास्टिक को पिघलाने की अनुमति देता है, जिससे सिकुड़न की भरपाई हो जाती है।
पॉलीप्रोपाइलीन में पॉलीस्टाइनिन की तुलना में कम संकोचन होता है।असत्य
पॉलीप्रोपाइलीन की तुलना में पॉलीस्टाइनिन में सिकुड़न दर कम होती है।
सिकुड़न से निपटने के लिए प्लास्टिक सामग्रियों को बदलने का समय कब है?
प्लास्टिक के हिस्सों में सिकुड़न एक अदृश्य समस्या की तरह प्रतीत होती है जो उत्पादन लाइन को परेशान कर रही है। यह समस्या प्रगति में बाधा डाल सकती है. सही समय पर सामग्री बदलने से संभवतः यह समस्या हल हो जाएगी।
यदि आपके वर्तमान प्लास्टिक आकार की सटीकता को पूरा नहीं करते हैं या बहुत अधिक सिकुड़ते हैं तो विभिन्न प्लास्टिक का उपयोग करने के बारे में सोचें। पॉलीस्टाइनिन एक अच्छा विकल्प हो सकता है। यह सामग्री प्रायः कम सिकुड़ती है। यह संभवतः उत्पाद की गुणवत्ता को स्थिर रखने में मदद करता है।

सामग्री सिकुड़न को समझना
एक प्लास्टिक के हिस्से को ठंडा होते हुए देखने की कल्पना करें। यह गुब्बारे की तरह सिकुड़ता हुआ प्रतीत होता है जैसे हवा खो रहा हो। ऐसा इसलिए होता है क्योंकि सामग्री ठंडा होने के दौरान सिकुड़ जाती है, जिससे आपके उत्पाद का अंतिम आकार बदल सकता है।
भौतिक गुणों का मूल्यांकन
जब आपकी सामग्री खराब प्रदर्शन करती है, तो दूसरा विकल्प खोजने का समय आ गया है। पॉलीप्रोपाइलीन (पीपी) का उपयोग करने के बारे में सोचें, जो बहुत सिकुड़ जाता है। ऐसा लगता है जैसे रेत का महल बनाया जा रहा है जिसमें लहरें आ रही हैं। पॉलीस्टाइनिन (पीएस) का उपयोग वास्तव में आपकी मदद कर सकता है।
तुलना तालिका: सामान्य प्लास्टिक और सिकुड़न दरें
| सामग्री | विशिष्ट संकोचन (%) |
|---|---|
| पॉलीप्रोपाइलीन (पीपी) | 1.5 – 2.0 |
| पॉलीस्टाइनिन (पीएस) | 0.4 – 0.7 |
| पॉलीथीन (पीई) | 1.5 – 3.0 |
फॉर्मूलेशन का समायोजन
कंपोजिट के साथ अपने काम की शुरुआत में, मैंने एक महत्वपूर्ण अंतर्दृष्टि देखी: फिलर सामग्री को बदलने से वास्तव में सिकुड़न की समस्या कम हो जाती है। कम कार्बनिक रेशों का उपयोग करने या कुछ कांच के मोतियों को जोड़ने का प्रयास करें।
प्रक्रिया अनुकूलन
इंजेक्शन मोल्डिंग सेटिंग्स 6 अनुकूलित करना बहुत उपयोगी है। होल्डिंग दबाव, इंजेक्शन गति, या मोल्ड तापमान को समायोजित करने से सामग्री को बदलने की आवश्यकता के बिना सिकुड़न की समस्या हल हो सकती है।
सामग्री-विशिष्ट विचार
सभी प्लास्टिक गर्मी और दबाव के साथ समान रूप से कार्य नहीं करते हैं:
- क्रिस्टलीय प्लास्टिक के लिए , समान क्रिस्टलीकरण के लिए पिघले हुए तापमान को समायोजित करना महत्वपूर्ण था।
- अनाकार प्लास्टिक के लिए , शीतलन दर को स्थिर रखना बहुत महत्वपूर्ण है।
मोल्ड डिज़ाइन की भूमिका
नई सामग्री चुनने से पहले अपने सांचे का डिज़ाइन देखें। एक छोटा सा बदलाव, जैसे गेट का आकार बड़ा करना या कूलिंग चैनलों को अनुकूलित करना, सिकुड़न की समस्याओं को ठीक कर सकता है और पूर्ण सामग्री परिवर्तन की आवश्यकता से बच सकता है।
इन कारकों पर विचार करने से आपको यह तय करने में मदद मिलती है कि किसी सामग्री को कब बदलना है और कौन सा विकल्प वास्तव में आपकी उत्पादन प्रक्रिया 7 । याद रखें, प्रत्येक समायोजन आपके काम को बेहतर बनाने में मदद करता है।
पॉलीप्रोपाइलीन में पॉलीस्टाइनिन की तुलना में अधिक सिकुड़न होती है।सत्य
पॉलीप्रोपाइलीन की सिकुड़न दर 1.5-2.0% है, जबकि पॉलीस्टाइनिन की सिकुड़न दर 0.4-0.7% है।
मोल्ड डिज़ाइन बदलने से सिकुड़न की समस्या कम नहीं हो सकती।असत्य
गेट के आकार की तरह मोल्ड डिज़ाइन को संशोधित करने से सिकुड़न की समस्या हल हो सकती है।
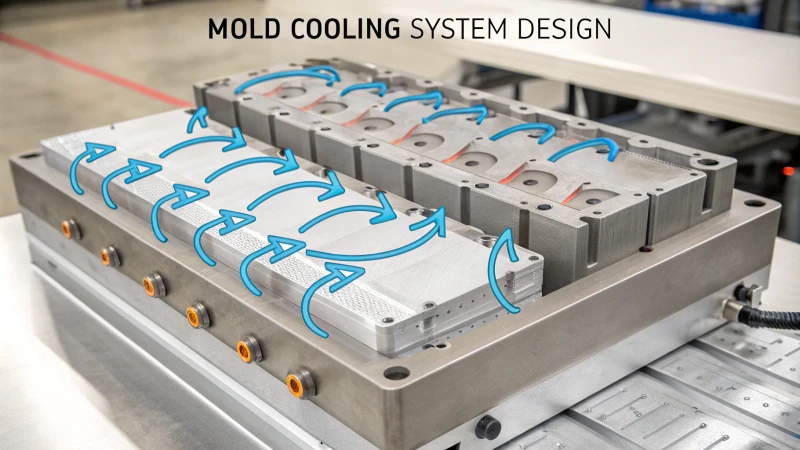
कूलिंग सिस्टम अनुकूलन सिकुड़न को प्रबंधित करने में कैसे मदद करता है?
क्या आपने कभी महसूस किया कि एक छोटी सी बात किसी परियोजना के परिणाम को पूरी तरह से बदल सकती है? इंजेक्शन मोल्डिंग में कूलिंग सिस्टम के बारे में मेरा बिल्कुल यही विचार है। शीतलन प्रणाली एक महत्वपूर्ण भूमिका निभाती है।
इंजेक्शन मोल्डिंग में शीतलन प्रणाली का अनुकूलन प्रभावी ढंग से संकोचन के प्रबंधन के लिए महत्वपूर्ण है। एकसमान शीतलन आवश्यक है। निर्माता चैनलों के लेआउट और घनत्व को समायोजित करते हैं। ये समायोजन संभवतः सिकुड़न के विभिन्न स्तरों को कम करने में मदद करते हैं। इस प्रक्रिया से उच्च गुणवत्ता वाले, दोष-मुक्त उत्पाद प्राप्त होते हैं।
शीतलन प्रणाली अनुकूलन को समझना
जब मैंने पहली बार इंजेक्शन मोल्डिंग के बारे में सीखना शुरू किया, तो मुझे तुरंत एहसास हुआ कि शीतलन प्रणाली अनुकूलन वास्तव में हमारे संकोचन को संभालने के तरीके को बदल देता है। ढले हुए हिस्से ठंडे और सिकुड़ जाते हैं, और यह सिकुड़न आकार में त्रुटियाँ पैदा करती है, जो कोई नहीं चाहता। शीतलन प्रणाली की भूमिका इस सिकुड़न को समान रूप से घटित करना है।
शीतलन प्रणाली अनुकूलन के मुख्य पहलू:
-
समान तापमान वितरण:
उन क्षणों की कल्पना करें जब आप सब कुछ उत्तम चाहते हैं। यही तो यह कार्य है. पूरे साँचे में एक समान तापमान सुनिश्चित करना विभिन्न स्थानों पर अलग-अलग सिकुड़न को रोकता है। कूलिंग चैनल 8 मोल्ड के हर महत्वपूर्ण हिस्से को कवर करना चाहिए। -
चैनल घनत्व और लेआउट:
यह सर्वोत्तम आराम के लिए एक कमरे में फर्नीचर की व्यवस्था करने जैसा है। मोटे भागों के लिए, अधिक चैनल जोड़ने से शीतलन की गति तेज हो जाती है, जिससे सिकुड़न का अंतर कम हो जाता है। लेकिन सावधान रहें - पतले क्षेत्रों में बहुत अधिक चैनल न हों।कारकों पतली दीवार वाले उत्पाद मोटी दीवारों वाले उत्पाद मोल्ड तापमान उच्च मध्यम चैनल घनत्व निचला उच्च -
कंफर्मल कूलिंग टेक्नोलॉजी:
यह आधुनिक दृष्टिकोण एक सूट को पूरी तरह से फिट करने के लिए सिलाई करने जैसा है। यह कूलिंग चैनलों को उत्पाद के आकार से मेल खाता है, चक्र के समय को कम करता है और समरूपता में सुधार करता है। कंफर्मल कूलिंग 9 का उपयोग करके , निर्माता सिकुड़न-संबंधी दोषों को काफी कम कर सकते हैं।
व्यावहारिक समायोजन
कूलिंग ऑप्टिमाइज़ेशन का प्रभावी ढंग से उपयोग करने के लिए, प्रक्रिया सेटिंग्स को समायोजित करना महत्वपूर्ण है:
-
इंजेक्शन की गति और पिघलने का तापमान:
इन्हें समायोजित करना एक नुस्खा को पूर्ण करने जैसा है। बहुत अधिक या बहुत कम संतुलन बिगाड़ देता है। उचित समायोजन गुहा को सुचारू रूप से भरने में मदद करता है, जिससे सिकुड़न कम होती है। उच्च पिघले तापमान के बिना इसे संतुलित करना बहुत महत्वपूर्ण है। -
दबाव और समय को बनाए रखना:
इन्हें बढ़ाने से अधिक पिघल गुहा में भर जाती है, जिससे शीतलन के दौरान मात्रा में कमी की भरपाई होती है - जैसे किसी पौधे को सही तरीके से पानी देना। उत्पाद के आधार पर क्रमिक परिवर्तन संभवतः सर्वोत्तम होते हैं।
अधिक जानकारी के लिए, इंजेक्शन गति प्रभाव 10 और पिघल तापमान नियंत्रण 11 सहायक हो सकती है। इन तत्वों को अनुकूलित करके, हम तेजी से उत्पादन और उच्च गुणवत्ता के बीच संतुलन पाते हैं, सीधे सिकुड़न से निपटते हैं।
एकसमान शीतलन सिकुड़न भिन्नता को कम करता है।सत्य
यहां तक कि तापमान वितरण भी स्थानीय संकोचन अंतर को कम करता है।
अनुरूप शीतलन से चक्र का समय बढ़ जाता है।असत्य
अनुरूप शीतलन एकरूपता बढ़ाकर चक्र समय को कम करता है।
निष्कर्ष
इंजेक्शन मोल्डेड उत्पादों में सिकुड़न के प्रभावी प्रबंधन में प्रक्रिया मापदंडों को समायोजित करना, मोल्ड डिजाइन को अनुकूलित करना और उत्पाद की गुणवत्ता और सटीकता को बढ़ाने के लिए कम-संकोचन सामग्री का चयन करना शामिल है।
-
पिघले हुए तापमान को समायोजित करने से समान क्रिस्टलीकरण सुनिश्चित होता है, सिकुड़न कम होती है और उत्पाद की गुणवत्ता बढ़ती है। ↩
-
अनुरूप शीतलन से शीतलन एकरूपता में सुधार होता है, जिससे ढले हुए उत्पादों में सिकुड़न संबंधी विसंगतियां कम हो जाती हैं। ↩
-
जानें कि अलग-अलग गेट आकार दबाव वितरण को कैसे प्रभावित करते हैं और मोल्ड किए गए उत्पादों में सिकुड़न को कम करते हैं। ↩
-
पता लगाएं कि कैसे अनुरूप शीतलन एकरूपता को बढ़ाता है और इंजेक्शन मोल्डिंग में संकोचन को कम करता है। ↩
-
अत्याधुनिक शीतलन विधियाँ खोजें जो मोल्ड के प्रदर्शन को अनुकूलित करती हैं और दोषों को कम करती हैं। ↩
-
इंजेक्शन मोल्डिंग मापदंडों को अनुकूलित करने के विस्तृत तरीकों को जानें, जिससे सामग्री बदलने की आवश्यकता कम हो सकती है। ↩
-
उत्पादन प्रक्रियाओं को बढ़ाने के लिए रणनीतियों की खोज करें जो सामग्री को बदले बिना सिकुड़न को कम कर सकती हैं। ↩
-
जानें कि साँचे में समान तापमान वितरण सुनिश्चित करने के लिए प्रभावी कूलिंग चैनल कैसे डिज़ाइन करें। ↩
-
डिस्कवर करें कि कैसे अनुरूप शीतलन तकनीक चक्र समय को कम करती है और शीतलन एकरूपता में सुधार करती है। ↩
-
समझें कि इंजेक्शन की गति को समायोजित करने से मोल्ड किए गए उत्पादों में सिकुड़न कैसे कम हो सकती है। ↩
-
जानें कि पिघले हुए तापमान को नियंत्रित करने से उत्पाद की गुणवत्ता और सिकुड़न पर क्या प्रभाव पड़ता है। ↩




