

क्या आपने कभी सोचा है कि प्लास्टिक से खिलौने या फोन कवर जैसी रोजमर्रा की चीजें कैसे बनती हैं?
जब प्लास्टिक को सांचे में डाला जाता है, तो उसे पिघलने तक गर्म किया जाता है, फिर उच्च दबाव में सांचे के खोखले भाग में धकेला जाता है। पदार्थ ठंडा होकर जम जाता है और सांचे का आकार ले लेता है, जिससे सटीक और टिकाऊ पुर्जे बनते हैं जो विभिन्न अनुप्रयोगों में उपयोग के लिए तैयार होते हैं।.
शुरुआत में, मैंने प्लास्टिक इंजेक्शन मोल्डिंग का अध्ययन किया और इसकी बारीकियों को देखकर आश्चर्यचकित रह गया। हर कदम महत्वपूर्ण हो गया, जैसे कि अलग-अलग गति और तापमान पर प्लास्टिक का प्रवाह। डिज़ाइन में छोटे-छोटे बदलाव भी अक्सर उत्पाद की गुणवत्ता में सुधार लाते थे। इन सूक्ष्मताओं में महारत हासिल करना वाकई संतोषजनक होता है।.
मुख्य चैनल के केंद्र में प्लास्टिक पिघलकर अधिक तेजी से बहता है।.सत्य
कम घर्षण के कारण पिघला हुआ पदार्थ केंद्र में अधिक तेजी से बहता है।.
गेट्स चिपचिपाहट बढ़ाकर प्लास्टिक के पिघलने के तापमान को कम करते हैं।.असत्य
गेट्स अपरूपण को बढ़ाते हैं, जिससे तापमान बढ़ता है और श्यानता कम होती है।.
प्लास्टिक सांचे में कैसे प्रवेश करता है?
क्या आपने कभी सोचा है कि प्लास्टिक को सांचे में डालकर उन गैजेट्स का रूप कैसे लिया जाता है जिनका हम आनंद लेते हैं? यह प्रक्रिया बहुत ही रोचक है!
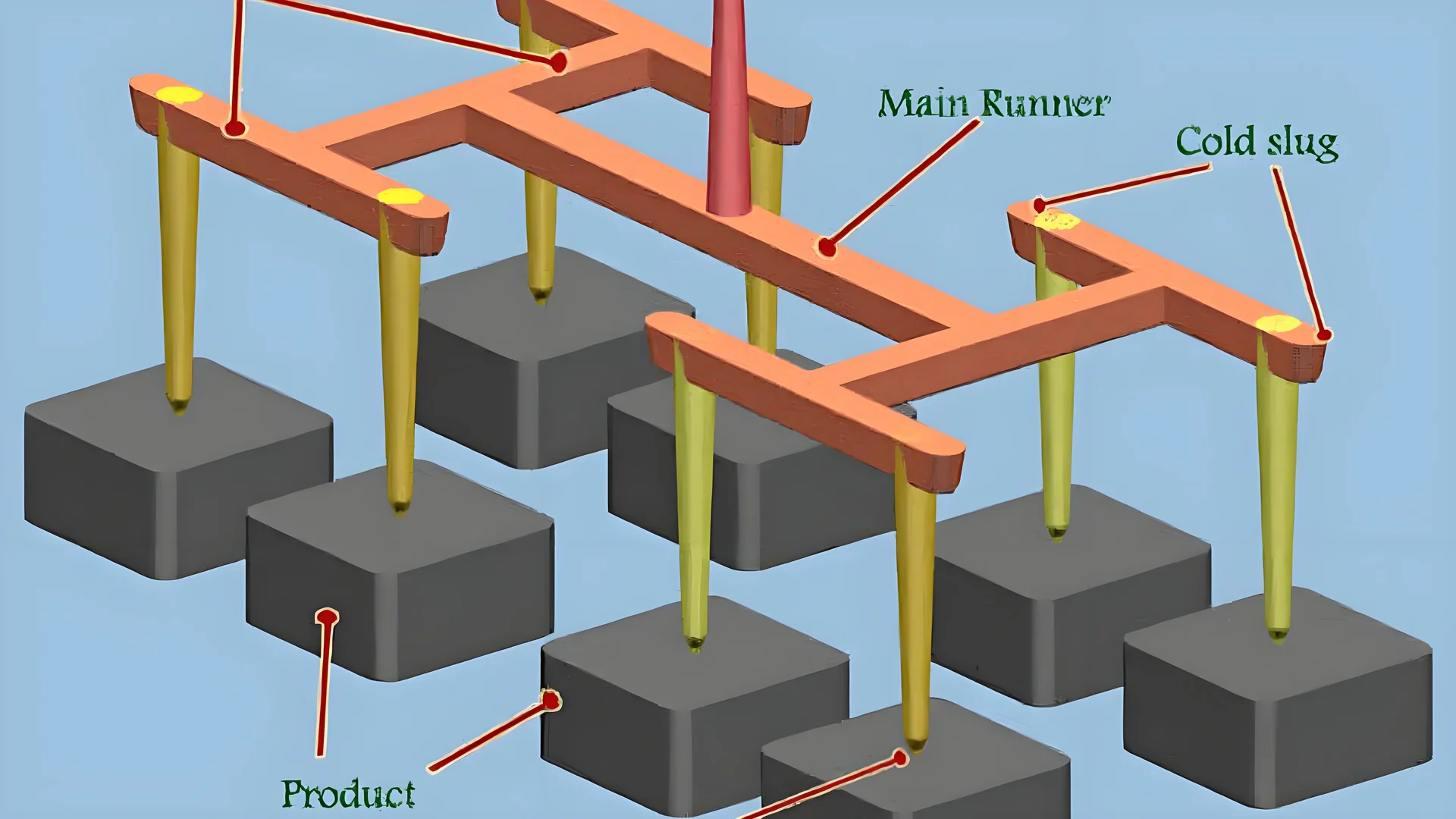
प्लास्टिक कई रास्तों से होकर सांचे में प्रवेश करता है। सबसे पहले, प्लास्टिक मुख्य चैनल से गुजरता है। फिर, यह रनर और गेट से होकर आगे बढ़ता है। अंत में, यह सांचे को भर देता है। हर चरण महत्वपूर्ण है। हर चरण प्रवाह दर, दबाव और वितरण को बदलता है। ये सभी सांचे को पूरी तरह से भरने के लिए आवश्यक हैं। जी हां, एकदम सही तरीके से भरना।.

प्रवेश द्वार पर प्रवाह का प्रारंभिक चरण
मुझे मोल्ड फैक्ट्री में अपना पहला दिन याद है, जब मैं प्लास्टिक के दानों को चमकदार इलेक्ट्रॉनिक उपकरणों में बदलते देखकर चकित रह गया था। इसकी शुरुआत इंजेक्शन मशीन के स्क्रू या प्लंजर द्वारा प्लास्टिक को मुख्य चैनल में धकेलने से होती है। कल्पना कीजिए जैसे टूथपेस्ट को ट्यूब में निचोड़ा जा रहा हो, लेकिन कहीं अधिक सटीकता के साथ। दबाव बहुत तेज़ होता है और जैसे ही प्लास्टिक शंक्वाकार मुख्य चैनल से निकलता है, उसमें वेग का अंतर उत्पन्न होता है। यह कुछ वैसा ही है जैसे गाड़ियाँ बीच वाली लेन में तेज़ी से चलती हैं और फुटपाथ के पास पहुँचते ही धीमी हो जाती हैं।.
धावक में प्रवाह
शुरुआती तेज़ी के बाद, प्लास्टिक रनर में जाता है। कल्पना कीजिए कि एक नदी अलग-अलग धाराओं में बँटकर साँचे के हर हिस्से में प्लास्टिक पहुँचा रही है। मैंने पाया कि रनर का डिज़ाइन कितना महत्वपूर्ण है। गोलाकार रनर दबाव के नुकसान को कम करने में मदद करते हैं, जिससे सुचारू प्रवाह संभव होता है। यह ठीक वैसे ही है जैसे संतुलन बनाए रखने के लिए प्रवाह के सटीक नियमों का पालन करते हुए, बिना छलके, एकदम सही तरीके से कॉफ़ी डालना।.
द्वार पर प्रवाह
गेट ही वह जगह है जहाँ चीजें और भी महत्वपूर्ण हो जाती हैं। यह एक छोटा सा प्रवेश द्वार है जो कैविटी में प्लास्टिक की गति और मात्रा को नियंत्रित करता है। एक बरिस्ता की कल्पना कीजिए जो एस्प्रेसो शॉट को नियंत्रित कर रहा है। जैसे ही प्लास्टिक अंदर से गुजरता है, दबाव के कारण उसकी गति बढ़ जाती है, वह गर्म हो जाता है और बेहतर ढंग से बहने लगता है। विभिन्न गेट अलग-अलग प्रभाव पैदा करते हैं; साइड गेट धीरे-धीरे प्रवेश की अनुमति देते हैं, जबकि पॉइंट गेट तेजी से प्रवेश का कारण बन सकते हैं।.
गुहा में प्रवाह
अंत में, हम गुहा (कैविटी) तक पहुँचते हैं। यहाँ मामला पेचीदा हो जाता है। गुहा का आकार और दीवार की मोटाई जैसे कारक प्रवाह व्यवहार को प्रभावित करते हैं। मैंने असमान मोटाई के कारण डिज़ाइनों को विफल होते देखा है, जैसे अनियमित आकार की बर्फ की ट्रे को साफ-सुथरा भरना। एकसमान मोटाई प्रवाह को स्थिर रखती है। लेकिन अगर दीवारें भिन्न हों या उनमें पसलियों जैसी विशेषताएं हों, तो मामला बिल्कुल अलग हो जाता है। धाराएँ आपस में ठीक से न टकराएँ, जिससे वेल्डिंग के निशान बन जाते हैं - वे भद्दी रेखाएँ जो दिखावट और कार्यक्षमता दोनों को खराब करती हैं।.
| अवस्था | विवरण | प्रमुख कारक |
|---|---|---|
| प्रवेश द्वार | मुख्य चैनल प्रवेश | दाब, अक्षीय प्रवाह |
| हरकारा | पिघले हुए पदार्थ को वितरित करता है | आकृति (जैसे, गोलाकार), आकार |
| दरवाज़ा | नियंत्रण प्रवाह प्रवेश | थ्रॉटलिंग, कतरन दर |
| गुहा | अंतिम भराई | दीवार की मोटाई, जटिलता |
इन चरणों को जानने से मुझे और अन्य डिजाइनरों को उच्च गुणवत्ता वाले उत्पादन परिणामों के लिए प्लास्टिक प्रवाह की गतिशीलता में सुधार करने में वास्तव में मदद मिलती है । यह एक नृत्य को परिपूर्ण करने जैसा है - चाल जितनी सहज होगी, अंतिम प्रदर्शन उतना ही बेहतर होगा।
मुख्य चैनल के केंद्र में प्लास्टिक का प्रवाह अधिक तेज होता है।.सत्य
कतरन के कारण, पिघला हुआ प्लास्टिक केंद्र में अधिक तेजी से बहता है।.
एक पॉइंट गेट प्लास्टिक को गुहा में धीरे से प्रवाहित होने देता है।.असत्य
पॉइंट गेट्स के कारण प्लास्टिक धीरे-धीरे नहीं बल्कि तेज धार के रूप में प्रवेश करता है।.
रनर इंजेक्शन मोल्डिंग को कैसे आकार देते हैं?
कल्पना कीजिए कि आप तरल प्लास्टिक की एक जटिल सिम्फनी का संचालन कर रहे हैं। हर हिस्सा सांचे के छेदों में बिल्कुल सही जगह पर आना चाहिए।.
इंजेक्शन मोल्डिंग में रनर महत्वपूर्ण मार्ग होते हैं। ये पिघले हुए प्लास्टिक को इंजेक्शन मशीन से मोल्ड तक पहुंचाते हैं। इन रनरों का डिज़ाइन प्लास्टिक की गति को प्रभावित करता है। यह दबाव के फैलाव और उपयोग की जाने वाली सामग्री की मात्रा को भी प्रभावित करता है। इसलिए दक्षता यहाँ अत्यंत महत्वपूर्ण है।.
प्रारंभिक प्रवाह गतिशीलता
कल्पना कीजिए कि पिघला हुआ प्लास्टिक इंजेक्शन मशीन के स्क्रू या प्लंजर द्वारा धकेले जाने पर मुख्य मार्ग से अपना सफर शुरू करता है। यह एक नदी को देखने जैसा है जहाँ पानी बीच में तेज़ी से बहता है, जबकि किनारों पर धीरे-धीरे बहता है। प्रवाह का यह प्रारंभिक पैटर्न निर्धारित करता है कि पदार्थ रनर 2 । एकरूपता के लिए यह चरण बहुत महत्वपूर्ण है।
रनर डिज़ाइन की भूमिका
मेरे विचार से, रनर महत्वपूर्ण मार्ग हैं जो मोल्ड के प्रत्येक भाग को समान मात्रा में प्लास्टिक पिघलाने में मदद करते हैं। इन्हें पैदल यात्रा पथ पर विभिन्न मार्गों के रूप में कल्पना कीजिए – गोलाकार, समलम्बाकार या यू-आकार का। प्रत्येक आकार प्रवाह को अपने विशिष्ट तरीके से निर्देशित करता है। गोलाकार रनर सपाट, आसान पगडंडियों के समान होते हैं जिनमें दबाव में कम गिरावट होती है और पूरी यात्रा सुगम होती है।.
| धावक का आकार | विशेषताएँ |
|---|---|
| परिपत्र | समान प्रवाह, कम दबाव हानि |
| समलम्बाकार | मोल्ड डिजाइन के अनुसार भिन्न होता है |
| यू आकार | विशिष्ट सांचों के लिए विशिष्ट अनुप्रयोग |
सामग्री प्रवाह पर प्रभाव
एक कम ज्ञात तथ्य यह है: पॉइज़ुइल के नियम को समझना वास्तव में द्रव गतिकी के रहस्यों तक विशेष पहुंच प्राप्त करने जैसा है। एक नली में तरल पदार्थ की तरह, प्लास्टिक का पिघलना नली के केंद्र में तेज हो जाता है और दीवारों के पास धीमा हो जाता है। यह अपेक्षित पैटर्न ही वह आधार है जिस पर डिज़ाइनर उत्पादन को विशिष्ट बनाने वाली प्रवाह दरों
मोल्ड कैविटी से कनेक्शन
रनर गेट से जुड़ते हैं - ये छोटे गेटकीपर नियंत्रित करते हैं कि प्लास्टिक पिघलकर प्रत्येक कैविटी को कैसे भरता है। साइड गेट धीमी गति से प्रवेश की अनुमति देते हैं, जबकि पॉइंट गेट त्वरित प्रवेश की तरह काम करते हैं। इन अंतरों को जानना महत्वपूर्ण है, खासकर जटिल घटकों को डिजाइन करने के लिए जिनमें सहज संक्रमण होते हैं 4 ।
व्यावहारिक विचार
उपयुक्त रनर डिज़ाइन का चयन करना किसी पहेली को सुलझाने जैसा है। इसमें डिज़ाइन की सीमाओं को ध्यान में रखते हुए गति और दक्षता के बीच संतुलन बनाना आवश्यक है। इस चयन में महारत हासिल करने से न केवल मोल्ड परिष्कृत होते हैं, बल्कि प्रदर्शन में सुधार होता है और बड़े पैमाने पर उत्पादन में लागत की बचत भी होती है। यह ज्ञान लागत और प्रदर्शन दोनों के लिहाज़ से मोल्ड को अनुकूलित करने में
मुख्य चैनल आमतौर पर शंकु के आकार का होता है।.सत्य
अधिकांश मुख्य चैनल शंक्वाकार होते हैं, जो प्लास्टिक के पिघले हुए पदार्थ के अक्षीय प्रवाह में सहायता करते हैं।.
एक पॉइंट गेट पिघले हुए पदार्थ को धीरे-धीरे गुहा में प्रवेश करने में मदद करता है।.असत्य
पॉइंट गेट्स के कारण पिघला हुआ पदार्थ धीरे-धीरे प्रवाहित होने के बजाय जेट की तरह प्रवेश करता है।.
गेट से प्लास्टिक के प्रवाह पर क्या प्रभाव पड़ता है?
कभी-कभी एक छोटा सा गेट ही तय कर देता है कि प्लास्टिक का कोई टुकड़ा सफल होगा या असफल।.
गेट यह नियंत्रित करता है कि पिघला हुआ प्लास्टिक कितनी तेज़ी से और कितनी मात्रा में कैविटी में प्रवेश करता है। इससे कतरन दर, तापमान और ढाले गए उत्पाद की गुणवत्ता प्रभावित होती है। प्लास्टिक के अच्छे प्रवाह के लिए डिज़ाइनरों को गेट डिज़ाइन को परिष्कृत करना आवश्यक है।.

द्वार पर प्रवाह की शुरुआत
जब मैंने इंजेक्शन मोल्डिंग के बारे में सीखा, तो यह एक बड़े ऑर्केस्ट्रा जैसा लगा। स्क्रू या प्लंजर द्वारा धकेला गया प्लास्टिक मुख्य चैनल से प्रवेश करता है। यह मंच तैयार करता है। कतरनी बल 6 एक वाद्य यंत्र को ट्यून करने की तरह काम करते हैं और यह निर्धारित करते हैं कि पिघला हुआ पदार्थ कैसे गति करेगा।
धावक में प्रवाह
रनर में, पिघला हुआ पदार्थ एक नदी की तरह व्यवहार करता है जो धाराओं में बंट जाती है। प्रत्येक आकार—वृत्ताकार, समलम्बाकार या यू-आकार—प्रवाह को अपने तरीके से बदलता है। एक बार, मैंने रनर को यू-आकार से वृत्ताकार में बदलने के प्रोजेक्ट पर काम किया। इससे दबाव में कमी काफी कम हो गई, जैसे साइकिल यात्रा पर बजरी से चिकनी सड़क पर जाने पर होता है।.
| धावक का आकार | प्रवाह विशेषताएँ | दबाव हानि |
|---|---|---|
| परिपत्र | एकसमान प्रवाह | न्यूनतम |
| समलम्बाकार | मध्यम प्रवाह | मध्यम |
| यू आकार | असमान प्रवाह | उच्च |
द्वार पर प्रवाह
यह द्वार जादुई है। इसका काम पिघले हुए पदार्थ के प्रवेश की गति को नियंत्रित करना है, ठीक वैसे ही जैसे कोई कंडक्टर संगीत का संचालन करता है। अलग-अलग द्वार प्रवाह को अलग-अलग तरह से प्रभावित करते हैं; नुकीले द्वार 7 से तेज़ और नाटकीय प्रवेश होता है, जबकि पार्श्व द्वारों से प्रवाह शांत होता है।
गुहा में प्रवाह
यह गुहा किसी भूलभुलैया जैसी लगती है। एकसमान मोटाई वाली दीवारें सुचारू प्रवाह सुनिश्चित करती हैं और सभी हिस्सों को अच्छी तरह भर देती हैं। लेकिन उभरी हुई संरचनाएं या कटाव एक ऊबड़-खाबड़ मार्ग बनाते हैं।.
| गुहा विशेषता | प्रवाह पर प्रभाव |
|---|---|
| एकसमान दीवारें | स्थिर लैमिनर |
| पसलियां/अंडरकट | परिवर्तित पथ |
वेल्डिंग के निशानों से निपटने के लिए इसे समझना बेहद ज़रूरी था—वे भद्दी रेखाएँ जहाँ धातु की धाराएँ बेतरतीब ढंग से मिलती हैं।
इन दिनों पर विचार करते हुए, मैं देखता हूँ कि प्रवाह का हर हिस्सा उत्पाद की गुणवत्ता में सुधार करता है। यह समाधान तैयार करने और दक्षता और दिखावट दोनों के लिए विनिर्माण विधियों को बेहतर बनाने के बारे में है।
मुख्य चैनल के केंद्र में प्लास्टिक का प्रवाह अधिक तेज होता है।.सत्य
मुख्य चैनल के केंद्र में अपरूपण कम होता है, जिससे प्रवाह तेज हो पाता है।.
पॉइंट गेट गुहा में धीरे से प्रवेश करने की अनुमति देते हैं।.असत्य
पॉइंट गेट्स के कारण पिघला हुआ पदार्थ गुहा में धीरे-धीरे नहीं, बल्कि जेट के रूप में प्रवेश करता है।.
मोल्डिंग के दौरान कैविटी के अंदर क्या होता है?
क्या आप सांचे के अंदर होने वाली प्रक्रियाओं के बारे में जानने के लिए उत्सुक हैं? प्लास्टिक के लिए यह एक छोटी सी यात्रा है। कच्चा माल अपना रूप बदलकर आम वस्तु बन जाता है।.
सांचे में ढलाई के दौरान, गर्म प्लास्टिक खाली जगह में बहता है। खाली जगह का आकार, दीवारों की मोटाई और उसके ठंडा होने की गति, ये सभी कारक इस बहाव को प्रभावित करते हैं। ये कारक तैयार उत्पाद के आकार और गुणवत्ता को निर्धारित करते हैं। सतह पर दरारें या अलग-अलग गति से भरने वाले क्षेत्र जैसी समस्याएं सामने आ सकती हैं। इन समस्याओं पर विशेष ध्यान देने की आवश्यकता है।.

प्रारंभिक प्रवाह गतिशीलता
इंजेक्शन मोल्डिंग के बारे में सीखते समय, प्रक्रिया की शुरुआत ने मुझे आश्चर्यचकित कर दिया। कल्पना कीजिए कि इंजेक्शन मशीन के स्क्रू द्वारा संचालित प्लास्टिक मुख्य मार्ग में प्रवेश कर रहा है। इस बिंदु पर, पिघला हुआ पदार्थ उच्च दबाव में तेजी से आगे बढ़ता है। शंकु के आकार का चैनल अलग-अलग गतियों का कारण बनता है - किनारों के पास प्रवाह धीमा हो जाता है जबकि केंद्र में गति बढ़ जाती है। यह एक संकरी घाटी से होकर बहती नदी की तरह दिखता है! इस प्रवाह को समझना अत्यंत महत्वपूर्ण है क्योंकि यह बाद के चरणों के लिए आधार तैयार करता है।
धावक में प्रवाह
यह यात्रा रनर के भीतर प्रवेश करती है, जो मुझे एक जटिल सड़क प्रणाली की याद दिलाती है। चाहे गोल हो या यू-आकार का, ये रास्ते पिघले हुए पदार्थ को प्रत्येक गुहा में समान रूप से फैलाने के लिए महत्वपूर्ण हैं। द्रव यांत्रिकी के नियम इस सुचारू प्रवाह को नियंत्रित करते हैं, जिसमें केंद्र किनारों की तुलना में अधिक तेज़ी से गति करता है। किसी व्यस्त शहर में भीड़भाड़ वाले समय के यातायात की कल्पना करें; यह काफी हद तक समान है।.
-
धावक आकार प्रभाव:
आकार प्रवाह विशेषताएँ परिपत्र समान वितरण, कम दबाव हानि समलम्बाकार आकार और खुरदरेपन के आधार पर भिन्न होता है
गेट प्रवाह गतिशीलता
अगला चरण है गेट – एक छोटा सा मार्ग, लेकिन महत्वपूर्ण कार्य। यह नियंत्रित करता है कि पिघला हुआ पदार्थ गुहा में कितनी तेज़ी से प्रवेश करता है। अलग-अलग गेट अलग-अलग प्रवाह शैली उत्पन्न करते हैं; पार्श्व गेट धीमी गति से प्रवेश की अनुमति देते हैं, जबकि नुकीले गेट तीव्र प्रवाह उत्पन्न कर सकते हैं। यह चरण अत्यंत महत्वपूर्ण है; यह एक बगीचे की नली के नोजल को सही स्प्रे के लिए समायोजित करने जैसा है – एक बहुत ही सावधानीपूर्वक समायोजन।.
गुहा के अंदर
अंत में, प्लास्टिक उस गुहा तक पहुँचता है जहाँ कुछ रोमांचक होता है। जैसे-जैसे पिघला हुआ पदार्थ आगे बढ़ता है, वह गुहा की दीवारों के साथ ऊष्मा का आदान-प्रदान करता है, जिससे वह ठंडा और गाढ़ा हो जाता है। यदि आपने कभी केक पकाया है, तो आप जानते हैं कि दरारें पड़ने से बचने के लिए समान ऊष्मा कितनी महत्वपूर्ण है—यहाँ भी यही बात लागू होती है।.
- गुहा का आकार और मोटाई : एकसमान दीवार की मोटाई सुचारू प्रवाह में सहायक होती है; इसमें अंतर व्यवधान उत्पन्न कर सकता है।
-
ऊष्मा विनिमय : जैसे-जैसे यह ठंडा होता है, इसकी श्यानता बढ़ती जाती है।
कारक प्रभाव दीवार की मोटाई प्रवाह स्थिरता और शीतलन दर को प्रभावित करता है सुदृढ़ीकरण और अंडरकट प्रवाह पुनर्निर्देशन और विलय का कारण बनें
ये छोटी-छोटी बारीकियां, अगर धातु की धाराएं ठीक से न मिलें तो वेल्डिंग के निशान जैसी समस्याएं पैदा कर सकती हैं—ठीक वैसे ही जैसे कपड़ों की सिलाई पूरी तरह से मेल न खाए। इन बारीकियों को समझने से मेरे डिजाइन कौशल और उत्पाद की गुणवत्ता में काफी सुधार हुआ है। हर सांचा बनाना एक नई पहेली सुलझाने जैसा लगता है! वेल्डिंग के निशानों के समाधान खोजने से उत्पाद की फिनिशिंग और मजबूती में और भी सुधार होता है।
मुख्य चैनल के केंद्र में प्लास्टिक पिघलकर अधिक तेजी से बहता है।.सत्य
मुख्य चैनल के केंद्र में अपरूपण प्रतिरोध कम होता है, जिससे प्रवाह तेज हो पाता है।.
सभी प्रकार के द्वार पिघले हुए पदार्थ को धीरे से गुहा में प्रवेश करने देते हैं।.असत्य
पॉइंट गेट्स से जेटिंग होती है, जबकि साइड गेट्स से कैविटीज़ में अधिक सहज प्रवाह होता है।.
डिजाइनर इंजेक्शन मोल्डिंग को कैसे अनुकूलित कर सकते हैं?
क्या आपने कभी किसी दोषरहित प्लास्टिक पार्ट को बनाने के तनाव को महसूस किया है? डिज़ाइनर शायद जानते हैं कि हर एक विकल्प इंजेक्शन मोल्डिंग प्रक्रिया को बदल देता है। यहाँ मेरी इस कौशल को निपुण बनाने की कहानी है।.
मैं इंजेक्शन मोल्डिंग को अनुकूलित करने के लिए कुशल मोल्ड डिजाइन करने पर ध्यान केंद्रित करता हूं। सही सामग्री का चयन बहुत महत्वपूर्ण है। तापमान और दबाव जैसे प्रक्रिया मापदंडों को समायोजित करना वास्तव में मददगार होता है। इससे अपव्यय कम होता है और उत्पाद की गुणवत्ता में सुधार होता है।.

प्रवाह की गतिशीलता को समझना
मुझे याद है जब मैंने पहली बार प्लास्टिक को सांचे में पिघलते देखा था – यह एक छोटी नदी के आकार लेने जैसा लग रहा था। शुरुआत महत्वपूर्ण होती है; इंजेक्शन मशीन के पेंच द्वारा निर्देशित होकर प्लास्टिक मुख्य चैनल से होकर गुजरता है। यह देखना बेहद दिलचस्प है कि पिघला हुआ प्लास्टिक केंद्र में तेज़ी से और किनारों के पास धीमा हो जाता है। कम बर्बादी और सुचारू बदलाव के लिए अच्छा प्रवाह ज़रूरी है। इस चरण को अनुकूलित करने से कतरन के कारण वेग वितरण 10
कुशल रनर डिजाइन करना
रनर को समझना मेरे लिए किसी पहेली को सुलझाने जैसा था। मैंने हमेशा गोलाकार रनर का आकार चुना क्योंकि यह प्रवाह को स्थिर रखता है और दबाव हानि को कम करता है, जिससे लैमिनर प्रवाह बना रहता है और एकसमान वितरण सुनिश्चित होता है। यह मुझे राजमार्ग के उन चिकने घुमावों की याद दिलाता है जिन पर आप गति खोए बिना आसानी से आगे बढ़ सकते हैं। डिज़ाइनर रनर में प्रवाह गतिशीलता अधिक जानकारी के लिए 11 का
इष्टतम प्रवाह के लिए गेट डिजाइन
सही गेट चुनना किसी घुमावदार सड़क पर सबसे अच्छा रास्ता खोजने जैसा था। अलग-अलग गेट यह नियंत्रित करते हैं कि पिघला हुआ पदार्थ कितनी जल्दी और आसानी से गुहा तक पहुँचता है।.
| गेट प्रकार | प्रवाह विशेषताएँ |
|---|---|
| ओर | धीरे-धीरे, सहज प्रवेश |
| बिंदु | तेज़, जेट जैसी एंट्री |
उदाहरण के लिए, पॉइंट गेट 12 से ऐसा लगता है जैसे आप गैस पेडल दबा रहे हों, जबकि साइड गेट अधिक आरामदायक सवारी प्रदान करता है।
कैविटी की जटिलता का प्रबंधन
कैविटी वह जगह है जहाँ चीजें बेहद दिलचस्प और मुश्किल हो जाती हैं। मैंने देखा है कि दीवार की मोटाई में छोटे-छोटे बदलाव भी प्रवाह को बदल सकते हैं, ठीक वैसे ही जैसे मौसम आपकी यात्रा की गति को प्रभावित करता है। एकसमान मोटाई बेहद ज़रूरी है क्योंकि इससे उन परेशान करने वाले वेल्ड के निशानों से बचा जा सकता है जो एक बेहतरीन उत्पाद को भी खराब कर देते हैं। डिज़ाइन के दौरान संभावित वेल्ड के निशानों पर अंतिम उत्पाद की गुणवत्ता में सुधार हो सकता है।
सामग्री चयन और प्रक्रिया पैरामीटर
सामग्री का चुनाव करना किसी व्यंजन के लिए सही सामग्री चुनने जैसा है – हर सामग्री अंतिम परिणाम को प्रभावित करती है। तापमान और दबाव को समायोजित करना ओवन की सेटिंग को सही तरीके से पकाने जैसा है। ध्यान केंद्रित रखने के लिए सामग्री चयन मानदंड 14
इंजेक्शन मोल्डिंग में सुधार में हर चरण पर विचार करना शामिल है - सामग्री चुनने से लेकर प्रक्रिया मापदंडों को बदलने 15। इस जटिलता को समझने से शायद न केवल मेरी दक्षता में सुधार हुआ है बल्कि दक्षता और उत्पाद की गुणवत्ता दोनों में भी वृद्धि हुई है।
प्लास्टिक का पिघला हुआ भाग मुख्य चैनल के केंद्र में अधिक तेजी से बहता है।.सत्य
केंद्र में अधिक दबाव और अपरूपण के कारण पिघला हुआ पदार्थ अधिक तेजी से बहता है।.
वृत्ताकार रनर अन्य आकृतियों की तुलना में अधिक दबाव हानि का कारण बनते हैं।.असत्य
वृत्ताकार रनर में दबाव का नुकसान कम होता है और पिघले हुए पदार्थ का वितरण समान रूप से होता है।.
निष्कर्ष
प्लास्टिक इंजेक्शन मोल्डिंग प्रक्रिया में पिघले हुए प्लास्टिक को विभिन्न चरणों, जैसे कि मुख्य चैनल, रनर, गेट और कैविटी के माध्यम से मोल्ड में इंजेक्ट करना शामिल है, जिससे उत्पादन में सटीकता और गुणवत्ता सुनिश्चित होती है।.
-
यह प्रवाह की गतिशीलता पर व्यापक जानकारी प्रदान करता है, जिससे बेहतर डिजाइन और उत्पादन रणनीतियों में सहायता मिलती है।. ↩
-
प्रारंभिक प्रवाह की गतिशीलता को समझने से दोषों को कम करके मोल्डिंग दक्षता में सुधार करने में मदद मिल सकती है।. ↩
-
रनर के विभिन्न आकारों का अध्ययन करने से प्रवाह दर को अनुकूलित करने और अपव्यय को कम करने में मदद मिलती है।. ↩
-
गेट के प्रकारों की तुलना करने से वांछित प्रवाह के लिए उपयुक्त गेट का चयन करने में मदद मिल सकती है।. ↩
-
मोल्ड डिजाइन को अनुकूलित करने से उत्पादन लागत और समय में काफी कमी आ सकती है।. ↩
-
जानिए कि इंजेक्शन मोल्डिंग के दौरान कतरनी बल पिघले हुए पदार्थ के व्यवहार को कैसे प्रभावित करते हैं, जिससे प्रवाह की गतिशीलता और उत्पाद की गुणवत्ता पर असर पड़ता है।. ↩
-
जानिए कि पॉइंट गेट किस प्रकार गुहाओं में जेटिंग प्रवाह को सुगम बनाते हैं और ढाले गए भागों की सुंदरता पर उनका क्या प्रभाव पड़ता है।. ↩
-
जानिए कि मोल्डिंग में वेग वितरण प्रवाह की गतिशीलता को कैसे प्रभावित करता है, जिससे उच्च गुणवत्ता वाले अंतिम उत्पादों की नींव रखी जाती है।. ↩
-
उत्पाद की सुंदरता और संरचनात्मक अखंडता को बढ़ाने के लिए वेल्ड के निशानों को कम करने की रणनीतियाँ खोजें।. ↩
-
वेग वितरण मोल्ड भरने और पार्ट की गुणवत्ता को कैसे प्रभावित करता है, यह समझने के लिए इस लिंक को देखें।. ↩
-
प्रवाह दक्षता बढ़ाने और ऊर्जा खपत कम करने वाले रनर सिस्टम डिज़ाइन के बारे में जानें।. ↩
-
जानिए कि पॉइंट गेट डिजाइन पिघले हुए धातु के प्रवाह की गति और अनुप्रयोग की उपयुक्तता को कैसे प्रभावित करते हैं।. ↩
-
बेहतर सतह फिनिश और संरचनात्मक अखंडता के लिए वेल्ड के निशानों को कम करने की रणनीतियाँ खोजें।. ↩
-
बेहतर प्रदर्शन और दीर्घायु के लिए सामग्री का चयन करते समय प्रमुख कारकों को समझें।. ↩
-
दोषों और अपव्यय को कम करने के लिए तापमान और दबाव को समायोजित करने के बारे में जानकारी प्राप्त करें।. ↩






