

उच्च गुणवत्ता वाले उत्पादन को सुनिश्चित करने के लिए इंजेक्शन मोल्ड एग्जॉस्ट सिस्टम को अनुकूलित करना एक महत्वपूर्ण बदलाव ला सकता है। लेकिन इसमें वास्तव में क्या शामिल है?
इंजेक्शन मोल्ड एग्जॉस्ट सिस्टम को अनुकूलित करने के लिए, कुशल एग्जॉस्ट ग्रूव डिजाइन करने, वेंटिलेशन के लिए मोल्ड पार्ट गैप का उपयोग करने, सांस लेने योग्य स्टील जैसी सांस लेने योग्य सामग्री का उपयोग करने और दोषों को कम करने और दक्षता बढ़ाने के लिए इंजेक्शन मोल्डिंग प्रक्रिया मापदंडों को समायोजित करने पर ध्यान केंद्रित करें।.
हालांकि ये मूलभूत कदम महत्वपूर्ण हैं, लेकिन अनुकूलन प्रक्रिया में महारत हासिल करने में उन्नत तकनीकों और रखरखाव प्रथाओं में गहराई से उतरना शामिल है जो आपके संचालन को बदल सकती हैं।.
एग्जॉस्ट ग्रूव का आकार मोल्ड के प्रदर्शन को प्रभावित करता है।.सत्य
उचित आकार से कुशल वायु प्रवाह सुनिश्चित होता है, जिससे दोष कम होते हैं और गुणवत्ता बढ़ती है।.
इंजेक्शन मोल्ड वेंटिंग में आम चुनौतियाँ क्या हैं?
मोल्डिंग प्रक्रिया के दौरान हवा और गैसों को बाहर निकालने के लिए इंजेक्शन मोल्ड वेंटिंग आवश्यक है। लेकिन प्रभावी वेंटिंग सुनिश्चित करने में आमतौर पर किन बाधाओं का सामना करना पड़ता है?
इंजेक्शन मोल्ड वेंटिंग में आने वाली आम चुनौतियों में अपर्याप्त एग्जॉस्ट ग्रूव डिज़ाइन, गलत सामग्री चयन और प्रक्रिया मापदंडों का गलत संरेखण शामिल हैं। इन चुनौतियों से पार पाने के लिए इष्टतम मोल्ड प्रदर्शन और गुणवत्ता सुनिश्चित करने हेतु सावधानीपूर्वक योजना, नियमित रखरखाव और सटीक निष्पादन आवश्यक है।.
इंजेक्शन मोल्डिंग में वेंटिंग समस्याओं को समझना
इंजेक्शन मोल्डिंग में सबसे महत्वपूर्ण समस्याओं में से एक अपर्याप्त वेंटिलेशन से निपटना है। खराब डिज़ाइन वाले एग्जॉस्ट ग्रूव 1 एक प्रमुख चिंता का विषय हैं। ये ग्रूव फंसी हुई हवा को बाहर निकलने देने के लिए महत्वपूर्ण हैं, लेकिन गलत आकार या स्थान पर होने पर, ये हवा के फंसने का कारण बन सकते हैं, जिसके परिणामस्वरूप अंतिम उत्पाद पर जलने के निशान जैसे दोष उत्पन्न हो सकते हैं।
ग्रूव डिज़ाइन के अलावा, सांस लेने योग्य स्टील 2 भी महत्वपूर्ण भूमिका निभाता है। यह सामग्री बेहतर वायु पारगम्यता प्रदान करती है, लेकिन इसके अनुप्रयोग में जटिलताओं से बचने के लिए सरंध्रता और छिद्र के आकार पर सावधानीपूर्वक विचार करना आवश्यक है।
प्रक्रिया मापदंडों का प्रभाव
एक अन्य चुनौती इंजेक्शन मोल्डिंग प्रक्रिया के मापदंडों से उत्पन्न होती है। अनुचित इंजेक्शन गति 3 से वायु का फंसना बढ़ सकता है। गति को समायोजित करना महत्वपूर्ण है, लेकिन अपर्याप्त भराई या सतह दोष जैसी समस्याओं से बचने के लिए इसे सावधानीपूर्वक किया जाना चाहिए।
इसी प्रकार, मोल्ड के तापमान और दबाव को अनुकूलित करने से वेंटिंग संबंधी समस्याओं को नियंत्रित करने में मदद मिल सकती है। उदाहरण के लिए, मोल्ड का उच्च तापमान तरलता में सुधार कर सकता है, लेकिन यदि इसे ठीक से नियंत्रित न किया जाए तो विरूपण का खतरा भी रहता है।.
नियमित रखरखाव: एक आवश्यकता
अंत में, निकास प्रणाली का रखरखाव अत्यंत महत्वपूर्ण है। नियमित जांच और सफाई से रुकावटों को रोका जा सकता है जो वेंटिलेशन की दक्षता को प्रभावित करती हैं। संपीड़ित वायु 4 और उपयुक्त सफाई उपकरणों का उपयोग किया जाना चाहिए।
इन चुनौतियों की व्यापक समझ से मोल्ड वेंटिंग रणनीतियों की बेहतर योजना और कार्यान्वयन संभव हो पाता है, जिससे अंततः उत्पादन की गुणवत्ता और दक्षता में वृद्धि होती है।.
अपर्याप्त निकास खांचों के कारण सांचों में हवा फंस जाती है।.सत्य
खराब ढंग से डिजाइन किए गए खांचे हवा के उचित निकास को रोकते हैं, जिससे दोष उत्पन्न होते हैं।.
सांस लेने योग्य स्टील मोल्डिंग में वेंटिलेशन संबंधी सभी समस्याओं को दूर कर देता है।.असत्य
हालांकि इससे पारगम्यता में सुधार होता है, फिर भी सामग्री का सावधानीपूर्वक चयन आवश्यक है।.
एग्जॉस्ट ग्रूव का डिज़ाइन मोल्ड के प्रदर्शन को कैसे प्रभावित करता है?
इंजेक्शन मोल्ड के समग्र प्रदर्शन में एग्जॉस्ट ग्रूव का डिज़ाइन एक महत्वपूर्ण कारक है। इनके प्रभाव को समझने से उत्पादन गुणवत्ता में उल्लेखनीय सुधार हो सकता है।.
एग्जॉस्ट ग्रूव डिजाइन वायु प्रवाह को अनुकूलित करके, दोषों को कम करके और सटीक प्लेसमेंट और साइजिंग के माध्यम से पार्ट की गुणवत्ता को बढ़ाकर मोल्ड के प्रदर्शन को प्रभावित करता है।.
इंजेक्शन मोल्ड में एग्जॉस्ट ग्रूव डिजाइन का महत्व
इंजेक्शन मोल्ड का एग्जॉस्ट सिस्टम मोल्डिंग प्रक्रिया के दौरान हवा को कुशलतापूर्वक बाहर निकालने में महत्वपूर्ण भूमिका निभाता है। यह हवा के जमाव को रोकने के लिए आवश्यक है, जिससे अंतिम उत्पाद में शॉर्ट शॉट्स, जलने या विकृति जैसी कमियां आ सकती हैं। एक अच्छी तरह से डिज़ाइन किया गया एग्जॉस्ट ग्रूव इष्टतम वायु प्रवाह सुनिश्चित करता है, जो मोल्ड की दक्षता और उत्पाद की गुणवत्ता को सीधे प्रभावित करता है।.
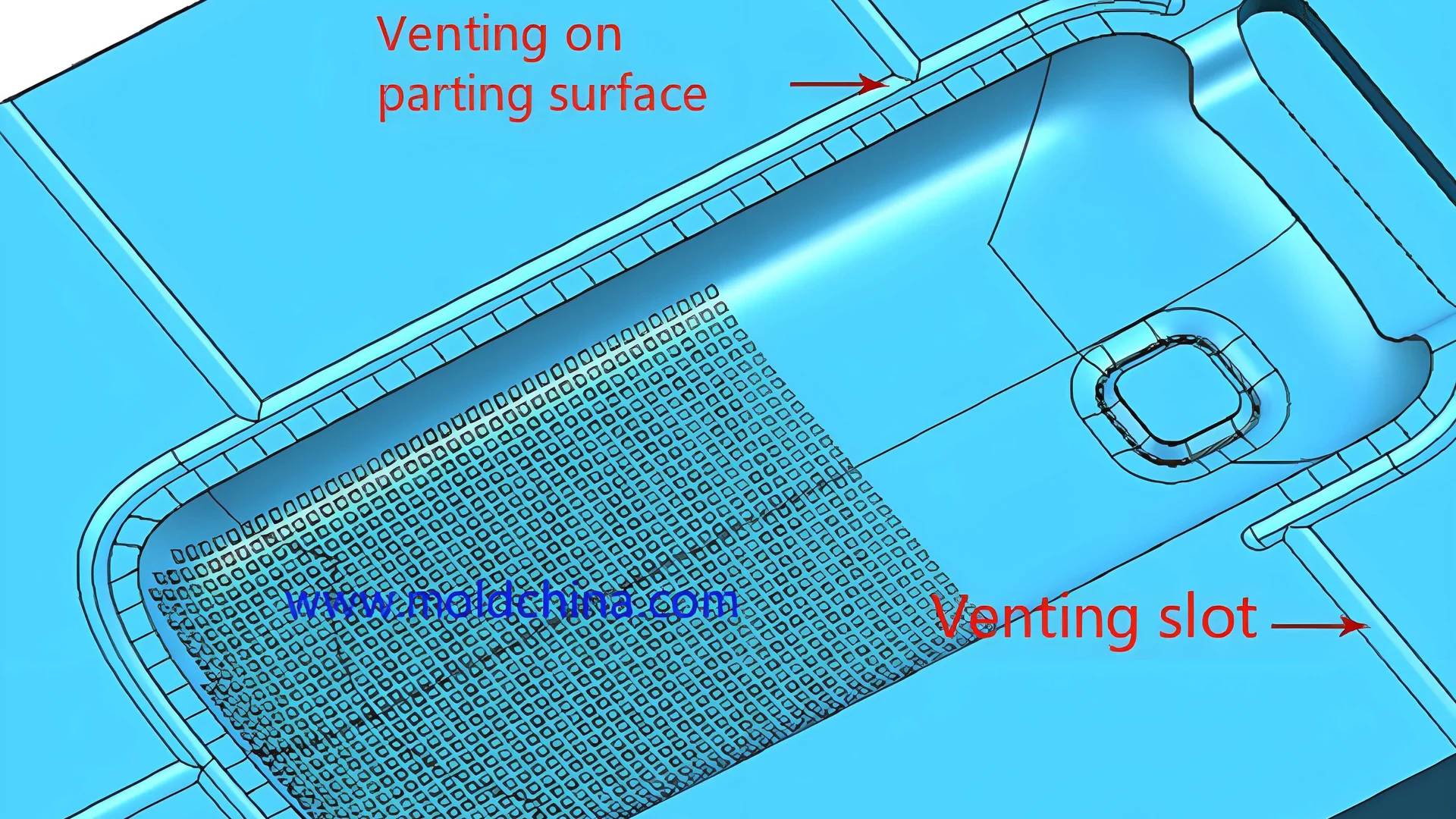
निकास खांचों का रणनीतिक स्थान निर्धारण
एग्जॉस्ट ग्रूव के डिज़ाइन में सबसे महत्वपूर्ण बातों में से एक है उनका स्थान निर्धारण। आमतौर पर, ये ग्रूव कैविटी के सिरे पर, पार्टिंग लाइन पर, इंसर्ट के आसपास और रनर के अंत में स्थित होते हैं। इन क्षेत्रों में हवा जमा होने की संभावना अधिक होती है, इसलिए प्रभावी एग्जॉस्ट के लिए ये महत्वपूर्ण हैं। जटिल प्लास्टिक पार्ट्स के लिए, सिमुलेशन सॉफ़्टवेयर का उपयोग करके संभावित एयर ट्रैप ज़ोन की पहचान की जा सकती है, जिससे ग्रूव का सटीक स्थान निर्धारण संभव हो पाता है।.
निकास खांचों के आकार को अनुकूलित करना
एग्जॉस्ट ग्रूव का आकार विशेष सामग्री और मोल्ड डिज़ाइन के अनुसार सावधानीपूर्वक निर्धारित किया जाना चाहिए। सामान्यतः, ग्रूव की चौड़ाई 0.025 मिमी से 0.15 मिमी तक होती है, जबकि गहराई 0.05 मिमी से 0.15 मिमी के बीच होती है। अधिक तरलता वाली सामग्रियों के लिए संकरे ग्रूव की आवश्यकता हो सकती है, जबकि कम तरलता वाली सामग्रियों के लिए चौड़े और गहरे ग्रूव उपयुक्त होते हैं। इन आयामों को समायोजित करने से मोल्ड की अखंडता को प्रभावित किए बिना हवा का निकास सुनिश्चित होता है।.
| ग्रूव आयाम | श्रेणी |
|---|---|
| चौड़ाई | 0.025 – 0.15 मिमी |
| गहराई | 0.05 – 0.15 मिमी |
बहुत अधिक विस्तारित खांचों से बचना
पर्याप्त वेंटिलेशन अत्यंत महत्वपूर्ण है, लेकिन एग्जॉस्ट ग्रूव की अत्यधिक लंबाई मोल्ड प्रोसेसिंग को जटिल बना सकती है और अप्रभावी एग्जॉस्ट का कारण बन सकती है। आदर्श रूप से, ग्रूव की लंबाई 50 मिमी से अधिक नहीं होनी चाहिए। वेंटिलेशन की आवश्यकता वाले बड़े क्षेत्रों के लिए, ग्रूव डिज़ाइन को सेगमेंट में विभाजित करने की सलाह दी जाती है।.
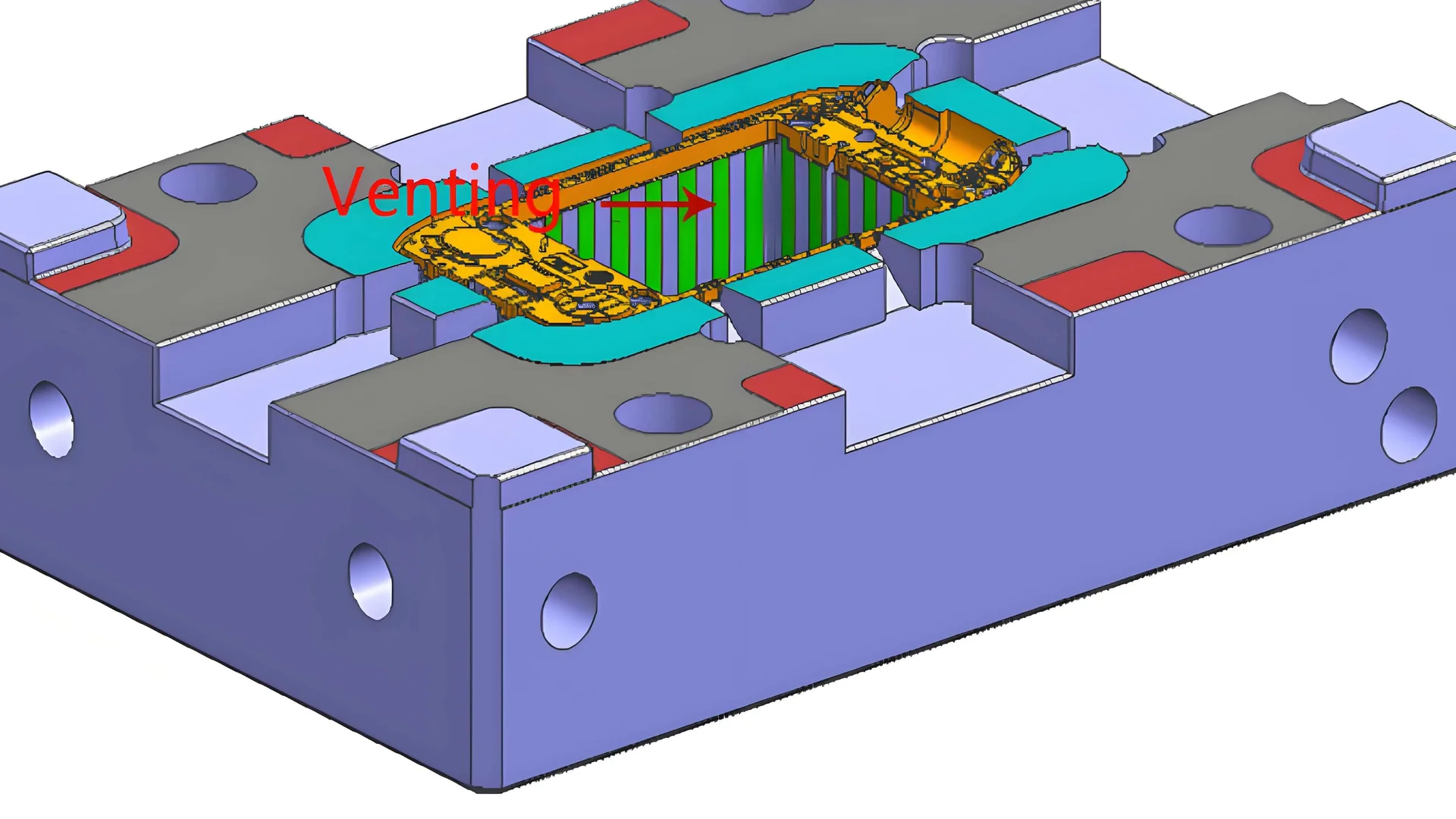
मोल्ड पार्ट्स में निकास के लिए अंतराल का उपयोग करना
एक अन्य नवोन्मेषी तरीका मोल्ड घटकों के बीच मौजूद प्राकृतिक अंतरालों को निकास चैनलों के रूप में उपयोग करना है। उदाहरण के लिए, विभाजन सतहों के बीच के अंतराल को बढ़ाने से (आमतौर पर 0.02 मिमी और 0.05 मिमी के बीच) रिसाव की समस्या पैदा किए बिना वेंटिलेशन में मदद मिल सकती है। इसी तरह की रणनीतियाँ इजेक्टर पिन और छेदों के बीच या स्लाइडर और स्लाइड के बीच के अंतरालों पर भी लागू होती हैं।.
सांस लेने योग्य सामग्रियों का उपयोग करना
सांस लेने योग्य स्टील जैसी सामग्रियों को शामिल करने से निकास दक्षता में काफी सुधार हो सकता है। यह छिद्रयुक्त सामग्री संरचनात्मक अखंडता को बनाए रखते हुए हवा को बाहर निकलने देती है। इसका उपयोग उन क्षेत्रों में विशेष रूप से फायदेमंद है जहां हवा का फंसना एक समस्या है, जैसे कि गहरी गुहाएं या मोल्ड के पतले-दीवार वाले हिस्से।.
रणनीतिक डिजाइन को नवीन सामग्रियों के साथ मिलाकर, निर्माता बेहतर मोल्ड प्रदर्शन प्राप्त कर सकते हैं, दोषों को कम कर सकते हैं और कुशल निकास प्रणालियों के माध्यम से उत्पाद की गुणवत्ता बढ़ा सकते हैं।.
निकास खांचे वायु प्रवाह को अनुकूलित करके मोल्ड दोषों को कम करते हैं।.सत्य
उचित निकास नाली का डिज़ाइन कुशल वायु निष्कासन सुनिश्चित करता है, जिससे दोष कम से कम होते हैं।.
प्रभावी निकास के लिए खांचे की लंबाई 100 मिमी से अधिक नहीं होनी चाहिए।.असत्य
प्रसंस्करण संबंधी समस्याओं से बचने के लिए इष्टतम खांचे की लंबाई 50 मिमी से कम होनी चाहिए।.
एग्जॉस्ट सिस्टम के लिए नियमित रखरखाव इतना महत्वपूर्ण क्यों है?
अपने एग्जॉस्ट सिस्टम की देखभाल में लापरवाही बरतने से भारी नुकसान हो सकता है और गुणवत्ता संबंधी समस्याएं उत्पन्न हो सकती हैं। जानिए नियमित रखरखाव क्यों आवश्यक है।.
एग्जॉस्ट सिस्टम का नियमित रखरखाव अवरोधों को रोककर, वायु पारगम्यता बनाए रखकर और इंजेक्शन मोल्डिंग में उत्पाद की गुणवत्ता बढ़ाकर इष्टतम प्रदर्शन सुनिश्चित करता है।.

अवरोधों को रोकने का महत्व
एग्जॉस्ट सिस्टम के नियमित रखरखाव का एक मुख्य कारण रुकावटों को रोकना है। समय के साथ, एग्जॉस्ट ग्रूव्स और सांस लेने योग्य स्टील में धूल और तेल जैसी गंदगी जमा हो सकती है, जिससे हवा का प्रवाह बाधित होता है। इस जमाव के कारण अनुचित वेंटिलेशन की वजह से मोल्ड किए गए उत्पादों में दोष उत्पन्न हो सकते हैं। इन घटकों की नियमित जांच करके, मोल्ड ऑपरेटर यह सुनिश्चित कर सकते हैं कि वायु चैनल साफ रहें, जिससे मोल्डिंग प्रक्रिया के दौरान गैसों का कुशल निष्कासन सुनिश्चित हो सके।.
सफाई के उपकरण
निकास चैनलों को साफ रखने के लिए संपीड़ित वायु और तांबे के तार वाले ब्रश जैसे उपकरणों का उपयोग किया जा सकता है। ये उपकरण सांचे की सतह को नुकसान पहुंचाए बिना किसी भी प्रकार की जमावट को प्रभावी ढंग से हटा देते हैं।.
सांस लेने योग्य स्टील में वायु पारगम्यता बनाए रखना
छिद्रयुक्त संरचना के लिए जानी जाने वाली सांस लेने योग्य स्टील, निकास प्रणाली की प्रभावशीलता बढ़ाने में महत्वपूर्ण भूमिका निभाती है। हालांकि, यदि इसकी वायु पारगम्यता की नियमित रूप से जांच न की जाए तो इसका प्रदर्शन कम हो सकता है। रखरखाव जांच के दौरान, यह सुनिश्चित करना अत्यंत महत्वपूर्ण है कि सांस लेने योग्य स्टील अपनी छिद्रयुक्तता बनाए रखे।.
प्रतिस्थापन संकेतक
यदि सांस लेने योग्य स्टील की पारगम्यता कम होने के लक्षण दिखाई दें, तो इसे बदलना आवश्यक हो सकता है। ऐसा न करने पर अपर्याप्त वायु निष्कासन के कारण उत्पाद की गुणवत्ता प्रभावित हो सकती है।.
नियमित रखरखाव के माध्यम से उत्पाद की गुणवत्ता में सुधार करना
नियमित रखरखाव का सीधा संबंध उत्पाद की गुणवत्ता में सुधार से है। अच्छी तरह से रखरखाव किए गए निकास तंत्र से मोल्ड किए गए पुर्जों में हवा के अवरोध और दाग-धब्बे जैसी कमियां कम हो जाती हैं। मोल्ड की सतह को साफ और अशुद्धियों से मुक्त रखकर, निर्माता अपने उत्पादों की सौंदर्य और संरचनात्मक अखंडता सुनिश्चित कर सकते हैं।.
निकास प्रणाली के रखरखाव के लिए सर्वोत्तम पद्धतियाँ
- नियमित निरीक्षण: सभी एग्जॉस्ट घटकों के लिए नियमित जांच का कार्यक्रम लागू करें।
- उपयुक्त सफाई एजेंटों का प्रयोग करें: ऐसे एजेंटों का चयन करें जो फफूंद वाली सतहों को नुकसान न पहुंचाएं।
- प्रक्रिया मापदंडों की निगरानी करें: सुनिश्चित करें कि इंजेक्शन की गति और मोल्ड तापमान जैसे मापदंड वर्तमान परिस्थितियों के लिए अनुकूलित हैं।
ये प्रक्रियाएं न केवल कार्यकुशलता बढ़ाती हैं बल्कि सांचे की जीवन अवधि भी बढ़ाती हैं, जिससे मरम्मत और प्रतिस्थापन से जुड़ी दीर्घकालिक लागत कम हो जाती है।.
मोल्ड सतहों को प्रभावी ढंग से साफ करने के लिए हमारी मार्गदर्शिका देखें 5 ।
नियमित रखरखाव से निकास अवरोधों को रोका जा सकता है।.सत्य
नियमित जांच से वायु नलिकाएं साफ रहती हैं, जिससे गैसों का कुशल निष्कासन सुनिश्चित होता है।.
सांस लेने योग्य स्टील को नियमित जांच की आवश्यकता नहीं होती है।.असत्य
वायु पारगम्यता बनाए रखने के लिए सांस लेने योग्य स्टील की नियमित जांच आवश्यक है।.
निकास अनुकूलन में प्रक्रिया मापदंडों की क्या भूमिका होती है?
जानिए कि इंजेक्शन मोल्डिंग प्रक्रिया के पैरामीटर निकास दक्षता और उत्पाद की गुणवत्ता को कैसे प्रभावित करते हैं।.
इंजेक्शन मोल्डिंग में पिघले हुए पदार्थ के प्रवाह, गैस निष्कासन और दोषों को कम करने पर प्रभाव डालकर, इंजेक्शन की गति, मोल्ड का तापमान और होल्डिंग दबाव जैसे प्रक्रिया मापदंड निकास को अनुकूलित करने में महत्वपूर्ण भूमिका निभाते हैं।.

इंजेक्शन की गति के प्रभाव को समझना
इंजेक्शन की गति सीधे तौर पर इस बात पर असर डालती है कि पिघला हुआ पदार्थ सांचे को कितनी जल्दी भरता है। धीमी इंजेक्शन गति (6) से गैसों को निकास प्रणाली के माध्यम से अधिक प्रभावी ढंग से बाहर निकलने की अनुमति देकर हवा के फंसने की संभावना को कम किया जा सकता है। हालांकि, यदि गति बहुत धीमी है, तो इससे सांचा पूरी तरह से नहीं भर पाएगा, जिससे अंतिम उत्पाद की गुणवत्ता प्रभावित होगी।
इसके विपरीत, इंजेक्शन की तेज़ गति (7) से मोल्ड के अंदर हवा के बुलबुले फंसने का खतरा बढ़ जाता है, जिससे सतह पर दोष उत्पन्न हो सकते हैं और उत्पाद की गुणवत्ता कम हो सकती है। इस मापदंड को संतुलित करने के लिए सामग्री के गुणों और मोल्ड डिज़ाइन की जटिलता पर सावधानीपूर्वक विचार करना आवश्यक है।
निकास दक्षता पर मोल्ड तापमान का प्रभाव
पिघले हुए प्लास्टिक की चिपचिपाहट निर्धारित करने में सांचे का तापमान महत्वपूर्ण भूमिका निभाता है। सांचे का उच्च तापमान पिघले हुए प्लास्टिक की चिपचिपाहट को कम करता है, जिससे उसका प्रवाह बेहतर होता है और निकास खांचों के माध्यम से गैसों का बेहतर निकास होता है।.
हालांकि, अत्यधिक उच्च तापमान से सामग्री का क्षरण हो सकता है या अंतिम उत्पाद में विकृति भी आ सकती है। इसलिए, संरचनात्मक अखंडता बनाए रखने और निकास दक्षता को अनुकूलित करने के लिए सांचे का इष्टतम तापमान निर्धारित करना आवश्यक है।.
होल्डिंग टाइम और प्रेशर को समायोजित करना
होल्डिंग टाइम और प्रेशर बढ़ाने से यह सुनिश्चित होता है कि पिघला हुआ पदार्थ अधिक समय तक संपीड़ित अवस्था में रहे, जिससे कैविटी से शेष गैसें बाहर निकल जाती हैं। उच्च दबाव से गैसों का निष्कासन बेहतर होता है, लेकिन इससे ढाले गए भाग के भीतर आंतरिक तनाव भी उत्पन्न हो सकता है।.
दबाव बनाए रखने और के बीच संतुलन बनाना उत्पाद की टिकाऊपन से समझौता किए बिना निकास प्रदर्शन को बेहतर बनाने के लिए महत्वपूर्ण है। यह संतुलन उपयोग की गई सामग्री और मोल्ड डिजाइन की जटिलता के आधार पर भिन्न होता है।
केस स्टडी: वास्तविक दुनिया में अनुप्रयोग
एक ऐसे मामले पर विचार करें जहां इन मापदंडों को समायोजित करने से उत्पादन परिणामों में बड़ा बदलाव आया। सतह पर बार-बार आने वाली खामियों और छिद्रों से जूझ रहे एक निर्माता ने पाया कि इंजेक्शन की गति कम करने और मोल्ड के तापमान को थोड़ा बढ़ाने से निकास दक्षता में नाटकीय रूप से सुधार हुआ। इस समायोजन से दोषों में कमी आई और उत्पादन में वृद्धि हुई।.
इस तरह के वास्तविक दुनिया के अनुप्रयोग यह दर्शाते हैं कि प्रक्रिया मापदंडों को ठीक से समायोजित करके निकास प्रणालियों को कैसे अनुकूलित किया जा सकता है और समग्र इंजेक्शन मोल्डिंग संचालन में सुधार किया जा सकता है।.
इंजेक्शन की धीमी गति से हवा फंसने की संभावना कम हो जाती है।.सत्य
धीमी गति से गैसों को बाहर निकलने की अनुमति मिलती है, जिससे हवा के बुलबुले कम से कम हो जाते हैं।.
मोल्ड का तापमान जितना अधिक होगा, पिघले हुए पदार्थ की चिपचिपाहट उतनी ही अधिक होगी।.असत्य
उच्च तापमान से चिपचिपाहट कम हो जाती है, जिससे पिघले हुए पदार्थ की प्रवाह क्षमता में सुधार होता है।.
निष्कर्ष
इन अनुकूलन रणनीतियों को लागू करके, आप अपनी इंजेक्शन मोल्डिंग प्रक्रिया को उन्नत कर सकते हैं, जिससे बेहतर उत्पाद गुणवत्ता और दक्षता सुनिश्चित होगी। चलिए शुरू करते हैं!
-
मोल्डिंग दोषों को रोकने के लिए प्रभावी निकास खांचे डिजाइन करने का तरीका जानें: वेंटिंग खांचे को ठीक से खोलने से इंजेक्शन दबाव, इंजेक्शन समय, होल्डिंग समय और क्लैम्पिंग दबाव में काफी कमी आ सकती है।. ↩
-
जानिए सांस लेने योग्य स्टील किस प्रकार वायु पारगम्यता और उत्पाद की गुणवत्ता में सुधार करता है: पारंपरिक ठोस स्टील की तुलना में, सांस लेने योग्य मोल्ड स्टील अतिरिक्त लाभ भी प्रदान कर सकता है, जिसमें इंजेक्शन दबाव में कमी शामिल है… ↩
-
इंजेक्शन की गति का वायु अवरोधन और निकास दक्षता पर पड़ने वाले प्रभाव का अध्ययन करें: वास्तव में, आप शायद पर्याप्त मात्रा में वायु निकास नहीं कर पाएंगे, और हवा को समय पर बाहर निकालने के लिए आपको इंजेक्शन की गति को कम करने की आवश्यकता होगी।. ↩
-
जानिए कौन से उपकरण मोल्ड की सतहों को प्रभावी ढंग से साफ और रखरखाव करते हैं: इंजेक्शन मोल्ड सफाई के 5 तरीके · रासायनिक सफाई · अल्ट्रासोनिक इमर्शन सफाई · ड्राई आइस ब्लास्टिंग · सॉफ्ट प्लास्टिक मीडिया ब्लास्टिंग · लेजर सफाई।. ↩
-
मोल्ड की सतहों को साफ करने के प्रभावी तरीके सीखें ताकि रुकावटें न पड़ें: इंजेक्शन मोल्ड को साफ रखना पुर्जों की गुणवत्ता और जीवनकाल बनाए रखने के लिए महत्वपूर्ण है… ↩
-
जानिए कैसे धीमी गति से वायु अवरोधन की समस्या को कम करने में मदद मिलती है: इंजेक्शन गति: बहुत तेज या बहुत धीमी इंजेक्शन गति से सतह की खराब फिनिश या वायु अवरोधन जैसे विभिन्न दोष उत्पन्न हो सकते हैं।. ↩
-
अत्यधिक इंजेक्शन गति से होने वाली संभावित कमियों के बारे में जानें: उच्च गति प्रवाह से ऊष्मा हानि कम होती है और घर्षण से उत्पन्न उच्च अपरूपण ऊष्मा के कारण गलनांक का तापमान बढ़ जाता है, जिससे गाढ़ापन धीमा हो जाता है… ↩
-
समझें कि दबाव समायोजन गैस निष्कासन में कैसे सहायता करता है: एक बार सांचा भर जाने के बाद, होल्डिंग प्रेशर काम में आता है। यह पिघले हुए प्लास्टिक पर लगाया गया कम दबाव है ताकि सामग्री को सांचे में अच्छी तरह से जमाया जा सके… ↩






