

Vous êtes-vous déjà demandé quels sont les héros méconnus du moulage plastique ? Partons à la découverte du monde fascinant des coureurs !
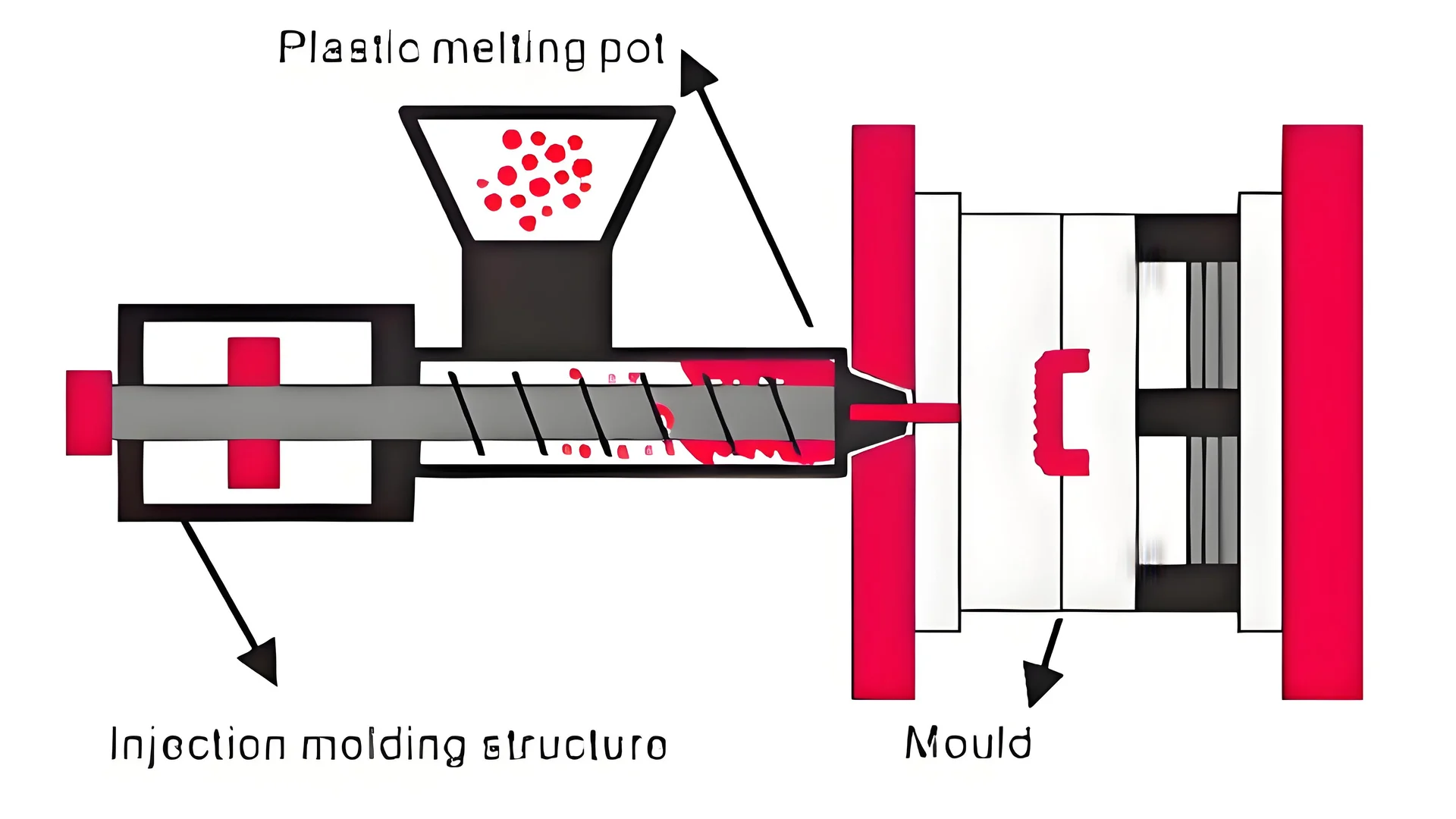
En moulage plastique, le canal d'alimentation dirige le plastique fondu de la machine à injection vers la cavité du moule, influençant la vitesse de production et la qualité du produit final, ce qui rend sa conception cruciale pour des processus de moulage efficaces.
Je me souviens encore de la première fois où j'ai vu un canal d'alimentation en action, à mes débuts dans la conception de produits. C'était fascinant. Ce canal essentiel achemine le plastique en fusion de la machine directement dans le moule. Le canal d'alimentation est bien plus qu'un simple conduit : c'est le pilier d'un processus fluide. Les concepteurs doivent en comprendre tous les détails, des canaux principaux aux points d'injection. Cette connaissance est fondamentale. Elle est cruciale pour quiconque souhaite améliorer ses conceptions. Maîtriser cet élément transforme vos créations et améliore considérablement l'efficacité de la production. Cela change tout !
Le canal d'alimentation achemine le plastique fondu vers la cavité du moule.Vrai
Cette affirmation est vraie, car la fonction principale du canal d'alimentation est de transporter le plastique fondu de la machine à injection au moule, assurant ainsi un remplissage correct.
La conception des convoyeurs n'a aucun impact sur l'efficacité de la production.FAUX
Cette affirmation est fausse ; la conception du canal d'alimentation influe considérablement sur l'efficacité de la production et la qualité du produit dans les procédés de moulage plastique.
- 1. Quels sont les différents types de systèmes de course ?
- 2. Comment la conception des canaux d'alimentation influence-t-elle l'efficacité du moulage par injection ?
- 3. Quels sont les défis qui peuvent survenir avec les systèmes de course ?
- 4. Comment l'optimisation des coureurs peut-elle améliorer la qualité des produits ?
- 5. Conclusion
Quels sont les différents types de systèmes de course ?
Vous êtes-vous déjà demandé comment fonctionne la magie du moulage par injection ? Explorons le monde fascinant des systèmes d'alimentation. Ces systèmes contribuent à rendre ce processus extrêmement efficace.
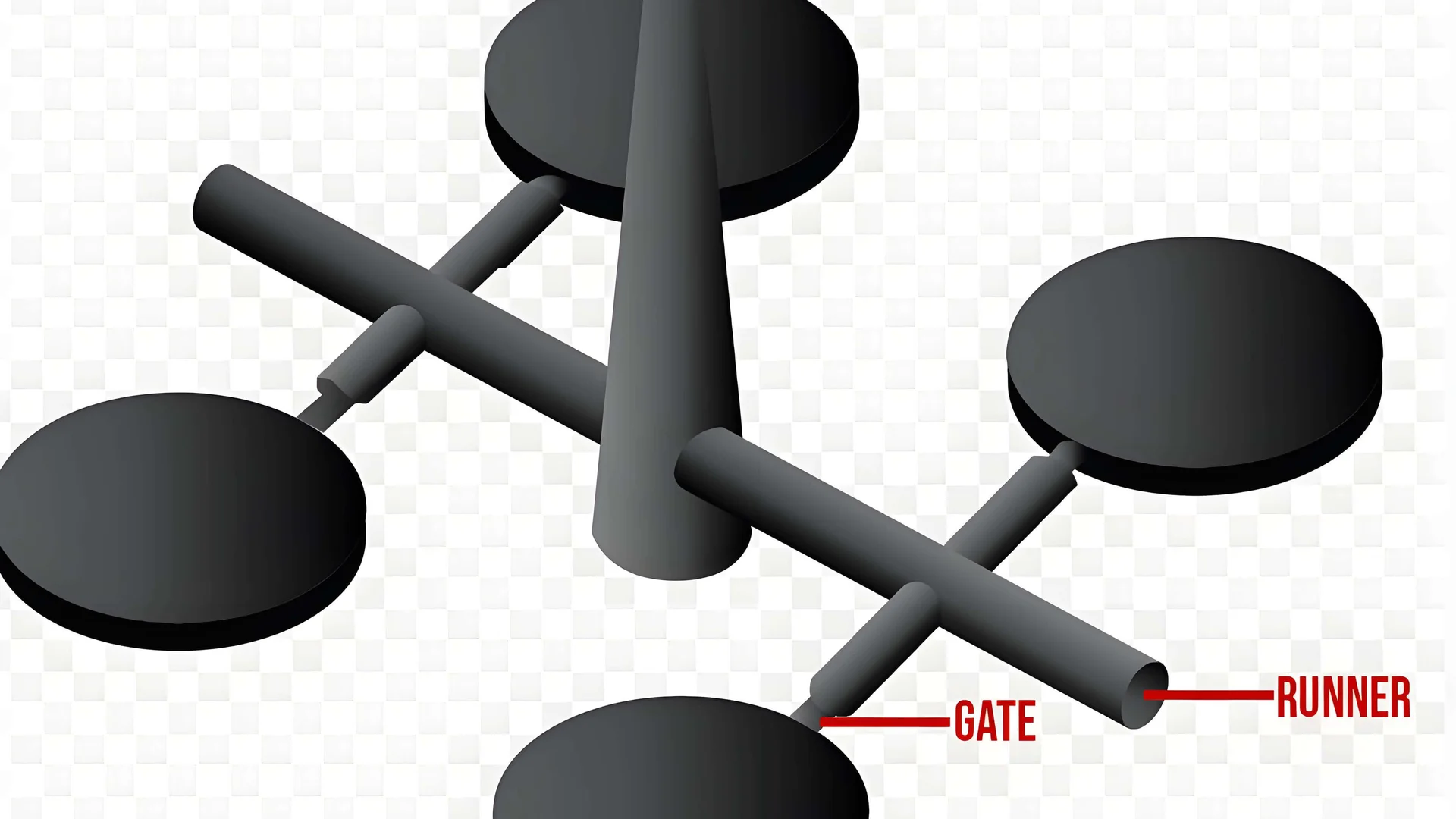
Le moulage par injection utilise trois systèmes de canaux : les canaux principaux transportent le plastique fondu vers le moule, les canaux secondaires le répartissent à l'intérieur du moule et les points d'injection le dirigent dans la cavité du moule, assurant ainsi une qualité constante.

Comprendre les systèmes de course
En moulage par injection, le système d'alimentation joue un rôle crucial dans l'efficacité du processus. Il se compose de différents éléments qui assurent la circulation fluide du plastique fondu de la presse à injecter vers la cavité du moule. Examinons les différents types de systèmes d'alimentation :
Coureur principal
Le canal principal est le point de départ. Imaginez-le comme une autoroute reliant la buse de la presse à injecter aux canaux secondaires. Sa conception est primordiale : elle contribue à réduire les pertes de charge et à maintenir une température stable. Généralement conique, son angle de conicité varie de 2° à 6° afin de faciliter un écoulement régulier.
| Caractéristiques | Détails |
|---|---|
| Diamètre | Buse de machine à allumettes |
| Forme | Conique |
| But | Assurer un flux de fusion du plastique efficace |
Je me souviens d'avoir appris l'existence des canaux principaux et comment leur conception simple influe sur la qualité du produit final. Un canal principal bien conçu réduit les défauts et garantit une production homogène. Un véritable atout.
Branch Runner
Le système de distribution secondaire sert de réseau de voies d'alimentation. Il répartit uniformément le plastique fondu sur chaque point d'injection, garantissant ainsi que chaque partie du moule reçoive la quantité nécessaire. Les formes sont très variées : circulaires, semi-circulaires, trapézoïdales ou en U, chacune présentant des avantages.
- Circulaire : Offre une faible résistance à l'écoulement mais est complexe lors du traitement du moule.
- Formes trapézoïdale et en U : manipulation plus facile et généralement meilleure fluidité de la matière fondue.
Le choix de la forme appropriée dépend de facteurs tels que le type de plastique, la taille du produit et les conditions de traitement. Les canaux de dérivation plus courts sont généralement plus performants ; ils réduisent les pertes de charge et les variations de température.
Grille
Enfin, la buse d'injection est la dernière étape avant l'entrée du fluide dans la cavité du moule. Elle gère la vitesse et la direction ; cette pièce est essentielle dans notre système. Différentes buses sont adaptées à différents usages.
- Porte latérale : Idéale pour les produits de petite et moyenne taille ; elle permet une entrée latérale en douceur.
- Point Gate : Idéal pour les produits esthétiques ; cependant, il nécessite une pression d’injection plus élevée en raison de sa taille.
| Type de porte | Application | Avantages |
|---|---|---|
| Porte latérale | Produits de petite et moyenne taille | Entrée en douceur |
| Point Gate | Produits à l'aspect haut de gamme | Marques minimales en surface |
Comprendre ces systèmes est essentiel pour les concepteurs comme moi, qui cherchent à concilier fonctionnalité et esthétique tout en garantissant des processus de production efficaces. Ceux qui souhaitent approfondir leurs connaissances peuvent explorer les techniques avancées de conception de moules¹ou les bonnes pratiques de configuration des systèmes de canaux².Nous perfectionnons sans cesse notre savoir-faire pour obtenir des résultats exceptionnels.
Les principaux collecteurs sont coniques afin de minimiser les pertes de pression.Vrai
Les canaux principaux du moulage par injection sont conçus de manière conique afin de réduire les pertes de pression, assurant ainsi un flux efficace de matière fondue plastique de la machine vers la cavité du moule.
Les stolons de branches ne peuvent avoir que une forme circulaire.FAUX
Les canaux de ramification peuvent avoir diverses formes, notamment circulaires, trapézoïdales et en forme de U, chacune offrant des avantages différents pour la distribution du flux de fusion.
Comment la conception des canaux d'alimentation influence-t-elle l'efficacité du moulage par injection ?
Avez-vous déjà réfléchi à l'influence d'un canal d'alimentation, pourtant d'apparence simple, sur l'ensemble du processus de moulage par injection ? Différents modèles de canaux d'alimentation modifient considérablement l'efficacité et permettent de réduire les coûts. La qualité du produit s'en trouve améliorée.
Une conception efficace des canaux d'alimentation en moulage par injection minimise les pertes de pression, maintient la température de fusion et raccourcit les temps de cycle, réduisant ainsi les déchets et les coûts de production tout en améliorant la qualité du produit.
Comprendre la conception des canaux d'alimentation en moulage par injection
Lorsque j'ai commencé à apprendre le moulage par injection, j'ai rapidement constaté l'importance du système d'alimentation. Il s'agit du chemin par lequel le plastique fondu s'écoule de la presse à injecter vers le moule. Cette pièce doit être parfaitement fonctionnelle car elle influe considérablement sur la productivité.
Un système d'alimentation bien conçu peut améliorer considérablement l'efficacité du processus de moulage par injection en minimisant les pertes de pression et en assurant une distribution uniforme du matériau fondu. Les éléments clés de la conception du système d'alimentation comprennent le canal principal, les canaux secondaireset l'orifice d'injection.
Caractéristiques principales du coureur
Le canal principal relie la presse à injection aux canaux secondaires du moule. Sa conception est essentielle pour maintenir les caractéristiques d'écoulement du polymère fondu.
- Forme conique: La forme conique, généralement avec un angle de 2° à 6°, permet un écoulement régulier. C’est comme donner une légère impulsion au plastique dans son parcours.
- Adaptation du diamètre: Le diamètre de l’extrémité la plus étroite correspond à celui de la buse afin de minimiser les turbulences et d’assurer une transition efficace. Cette adaptation donne l’impression d’assister à une course parfaitement fluide : tout s’écoule avec une grande douceur.
Des turbines principales correctement conçues réduisent les pertes de pression, ce qui diminue les temps de cycle et augmente l'efficacité globale de la production.
Fonctionnalité Branch Runner
Les canaux de distribution répartissent uniformément le plastique fondu vers chaque point d'injection. Leur conception influe non seulement sur le débit, mais aussi sur la qualité du produit. Au fil du temps, j'ai identifié des formes courantes répondant à différents besoins :
| Forme de coureur | Avantages | Inconvénients |
|---|---|---|
| Circulaire | résistance à l'écoulement minimale | Difficile à ouvrir pendant le traitement du moule |
| Trapézoïdal | Facile à traiter, bonne fluidité | Résistance modérée |
| En forme de U | Flux équilibré et facilité de traitement | Nécessite plus d'espace |
Choisir la forme adéquate en fonction des exigences du produit et du type de plastique peut améliorer l'efficacité.
Considérations relatives à la conception des portails
Parlons maintenant de la vanne d'injection – le dernier point de contrôle avant que le plastique ne pénètre dans le moule. Sa conception contrôle le flux de matière fondue :
- Porte latérale: Celle-ci est polyvalente ! Elle convient aux pièces de petite et moyenne taille et assure une entrée latérale en douceur.
- Point Gate: Si l'apparence compte, ce type de port laisse des marques minuscules mais nécessite une pression d'injection plus élevée, ce qui influe sur le temps de cycle et la consommation d'énergie.
Impact sur l'efficacité du moulage par injection
En repensant à mon expérience, j'ai réalisé à quel point la conception des canaux d'alimentation influe sur l'efficacité du moulage par injection. Voici quelques facteurs que je prends toujours en compte :
- Perte de pression: La conception intelligente du canal d'alimentation réduit la perte de pression, assurant un remplissage efficace et des cycles plus courts.
- Maintien de la température: Il est vital de maintenir la température de la matière fondue tout au long de son parcours ; des canaux mal conçus peuvent entraîner des pertes de chaleur indésirables – croyez-moi, je l'ai vu !
- Utilisation des matériaux: Des systèmes de production efficaces génèrent moins de déchets, ce qui réduit les coûts des matériaux et favorise le développement durable. Chaque geste compte !
Pour ceux qui s'interrogent sur l'impact des différents types de canaux de production, consultez la section « Types de canaux de production »(3) ou explorez les fonctions de passage(4). L'apprentissage de la conception des canaux de production m'a ouvert les yeux et j'espère qu'il vous apportera également de la clarté pour améliorer vos processus !
Des canaux d'alimentation bien conçus minimisent les pertes de pression lors du moulage.Vrai
La conception efficace des canaux d'alimentation réduit la perte de pression, améliorant ainsi le débit et les temps de cycle dans le moulage par injection, ce qui conduit à une meilleure efficacité de production.
Les canaux d'alimentation circulaires sont les meilleurs pour tous les procédés de moulage par injection.FAUX
Bien que les canaux circulaires présentent une faible résistance, ils peuvent être difficiles à ouvrir pendant le traitement, ce qui les rend moins adaptés à toutes les applications.
Quels sont les défis qui peuvent survenir avec les systèmes de course ?
L'exploration des systèmes d'alimentation en injection plastique soulève de nombreux défis. Ces défis influent sur l'efficacité de la production et sur la qualité des produits finis. Examinons ces questions ensemble !
Les systèmes d'alimentation en injection plastique sont confrontés à des problèmes tels que l'obstruction des points d'injection, les déséquilibres de flux, les problèmes de température et les pertes de pression. Leur compréhension est essentielle pour maintenir l'efficacité de la production et la qualité des produits.
Comprendre les défis du système Runner
Les systèmes d'alimentation en plastique sont essentiels au moulage par injection pour acheminer efficacement la matière plastique fondue vers les cavités du moule. Cependant, plusieurs difficultés peuvent survenir au cours de ce processus et affecter la qualité du produit final ainsi que la productivité.
1. Blocages de portes
L'un des problèmes les plus fréquents est le blocage des points d'injection. Imaginez : le moule est prêt, mais le point d'injection est obstrué pendant l'injection. Le plastique ne peut alors pas pénétrer correctement dans la cavité du moule, ce qui entraîne des remplissages incomplets et des défauts tels que des injections incomplètes. Pour atténuer ce problème, les concepteurs doivent optimiser la conception du point d'injectionet veiller à un bon écoulement du polymère fondu.
2. Déséquilibre du flux
Un déséquilibre d'écoulement se produit lorsque la matière plastique fondue ne se répartit pas uniformément entre les différentes cavités. Dans un projet, la matière plastique ne s'est pas répartie uniformément, entraînant des variations d'épaisseur de paroi et une hétérogénéité du produit. L'utilisation d'outils de simulation avancés permet de prédire les profils d'écoulement et d'ajuster les dimensions des canaux d'alimentation afin d'obtenir une répartition uniforme de la matièrefondue⁶.
3. Problèmes de contrôle de la température
Il est essentiel de maintenir une température optimale au sein du système d'injection. Les fluctuations de température peuvent entraîner une solidification prématurée ou une dégradation du matériau plastique, affectant ainsi ses propriétés mécaniques. Parmi les stratégies efficaces de gestion de la température, on peut citer l'utilisation unités de contrôle de températured' et la surveillance des profils thermiques tout au long du cycle d'injection.
4. Perte de pression
Les pertes de charge dans le système de canaux d'injection peuvent fortement impacter les performances d'injection. Une fois, un canal mal conçu a provoqué d'importantes chutes de pression ; c'était un véritable calvaire. La conception des canaux principaux et secondaires doit minimiser les pertes de charge en tenant compte de paramètres tels que le diamètre et la longueur. La mise en œuvre de conceptions profilées permet de réduire considérablement la résistance à l'écoulement, améliorant ainsi l'efficacité de la production.
| Défi | Description | Stratégies d'atténuation |
|---|---|---|
| Blocages de portes | Obstruction de la vanne empêchant le remplissage correct | Optimiser la conception de la vanne et vérifier les propriétés d'écoulement du matériau |
| Déséquilibre du flux | Répartition inégale dans les cavités | Utiliser des outils de simulation pour prédire le débit |
| Contrôle de la température | Fluctuations affectant les propriétés des matériaux | Utiliser des unités de contrôle de température |
| Perte de pression | Perte de pression affectant les performances d'injection | Concevoir des coureurs avec une géométrie optimisée |
5. Variabilité des matériaux
La variabilité des matériaux complexifie la conception des canaux d'écoulement, car chaque plastique possède des caractéristiques d'écoulement uniques. Tester les matériaux dans des conditions optimales permet d'identifier rapidement les problèmes potentiels et d'éviter des heures de dépannage ultérieures lors des de matériauxessais.
En relevant ces défis grâce à une conception et à des tests rigoureux, les fabricants peuvent améliorer l'efficacité opérationnelle et la qualité des produits dans leurs processus de moulage par injection.
Les obstructions des points d'injection peuvent entraîner des remplissages incomplets lors du moulage par injection.Vrai
Lorsque les points d'injection sont obstrués, le plastique fondu ne peut pas pénétrer dans le moule, ce qui entraîne des défauts tels que des injections incomplètes.
Les fluctuations de température n'affectent pas la qualité du produit lors du moulage.FAUX
Des températures irrégulières peuvent dégrader les matériaux, ce qui a un impact sur leurs propriétés mécaniques et sur la qualité du produit.
Comment l'optimisation des coureurs peut-elle améliorer la qualité des produits ?
Avez-vous déjà réfléchi à la façon dont une petite modification de conception peut entraîner une amélioration significative de la qualité d'un produit ? Plongeons dans l'univers fascinant des canaux d'injection. Nous verrons comment l'optimisation peut faire toute la différence.
L'optimisation des canaux d'alimentation améliore la qualité des produits en optimisant la fluidité du polymère fondu, en réduisant les temps de cycle et en minimisant les défauts. La conception adéquate des canaux principaux et secondaires, ainsi que la précision des spécifications des points d'injection, sont des éléments essentiels.

Comprendre les canaux d'alimentation dans le moulage par injection
Ayant travaillé des années dans la conception de produits, je sais que la maîtrise du moulage par injection est essentielle pour une meilleure qualité. Les canaux d'alimentation acheminent le plastique fondu de la buse de la machine jusqu'à la cavité du moule. Souvent négligés, ils sont pourtant indispensables. Leur optimisation améliore la production et la qualité des produits.
Pour optimiser la qualité des produits en moulage par injection, il est essentiel de comprendre le rôle des canaux d'alimentation. Un canal d'alimentation est le conduit par lequel s'écoule le plastique fondu, depuis la buse de la presse à injecter jusqu'à la cavité du moule. En optimisant ce système, les fabricants garantissent un flux de plastique régulier et efficace.
Caractéristiques clés des coureurs
- Canal principal: Il s'agit du trajet principal entre la buse et le canal secondaire. Sa conception doit minimiser les pertes de charge et les chutes de température lors de l'injection. L'angle de conicité typique du canal principal se situe entre 2° et 6°, ce qui favorise la progression du métal en fusion. Je me souviens d'un projet où le passage d'un angle de conicité de 4° à 5° a permis d'améliorer considérablement l'efficacité de la production.
| Fonctionnalité | Description |
|---|---|
| Fonction | Relie la buse au moule, minimise la perte de pression |
| Angle de conicité | Généralement 2° – 6° |
| Considérations de conception | Il faut tenir compte de l'écoulement du métal en fusion et minimiser les pertes de chaleur |
- Canal de distribution: Ces canaux sont reliés aux vannes et répartissent le plastique uniformément. Différentes formes, comme circulaires ou trapézoïdales, peuvent influencer considérablement le débit. J’ai constaté qu’essayer différentes formes permet de modifier sensiblement le débit ; chaque forme présente des avantages et des inconvénients spécifiques.
Importance de la conception des portails
L'orifice d'entrée est crucial car il s'agit du dernier point avant que le plastique ne pénètre dans la cavité du moule. Sa taille et sa forme influent sur l'état de surface et la résistance structurelle. Par exemple :
- Porte latérale: Convient aux produits de petite et moyenne taille ; permet une entrée latérale en douceur.
- Injection par point d'injection: Idéale pour les produits d'aspect haut de gamme ; nécessite une pression d'injection plus élevée mais laisse des marques de surface minimales.
J'ai travaillé sur un produit où le passage d'une injection latérale à une injection par point d'injection a amélioré l'aspect et réduit considérablement les marques de surface.
| Type de porte | Convient pour | Avantages |
|---|---|---|
| Porte latérale | Produits de petite et moyenne taille | Entrée en douceur, moins de perturbations du flux |
| Point Gate | Produits à l'apparence haut de gamme | Marques de surface minimales, esthétique améliorée |
Avantages de l'optimisation des coureurs
Voici pourquoi l'optimisation du coureur est importante :
- Amélioration de l'efficacité du flux: Un système de canaux d'alimentation adapté réduit les pertes de pression, assurant ainsi un remplissage plus régulier des cavités du moule. J'ai constaté une amélioration des performances dans mes projets.
- Réduction des temps de cycle: Les systèmes performants raccourcissent les cycles de production en diminuant les retards dus aux problèmes de flux ; je me souviens comment une simple refonte a permis de réduire notre temps de cycle de près de 20 %.
- Des produits uniformes: Grâce à des coureurs perfectionnés, les différences de taille et de qualité diminuent, ce qui donne des produits uniformes, l'objectif des concepteurs.
- Moins de déchets: L'optimisation des systèmes de production améliore non seulement la qualité, mais réduit également les déchets, ce qui est bénéfique à la fois pour les coûts et la durabilité ; je suis toujours enthousiaste à l'idée d'être plus respectueux de l'environnement dans la fabrication.
Pour approfondir les techniques spécifiques d'optimisation des canaux d'alimentation, explorez les techniques avancées de conception de canaux d'alimentation9.Cette ressource fournit des informations sur les approches pratiques qui peuvent être mises en œuvre dans les processus de fabrication modernes.
L'optimisation des canaux d'alimentation réduit les pertes de pression lors du moulage par injection.Vrai
Une conception efficace des canaux d'alimentation minimise les pertes de pression, assurant un flux de matière fondue optimal et une meilleure qualité du produit lors du processus de moulage par injection.
Les canaux de dérivation n'affectent pas les performances d'écoulement du plastique.FAUX
La forme et la conception des canaux de distribution ont un impact significatif sur la régularité de l'écoulement du plastique, ce qui affecte la qualité globale du produit moulé.
Conclusion
Les canaux d'alimentation en plastique sont essentiels à une bonne fluidité de la matière fondue, influençant la vitesse de production et la qualité du produit. Comprendre leur conception permet d'améliorer considérablement les résultats de fabrication.
-
Ce lien propose une exploration approfondie des systèmes de course, améliorant ainsi votre compréhension et leur application dans les processus de conception. ↩
-
Découvrez les meilleures pratiques de configuration des systèmes de production pour améliorer l'efficacité et la qualité des produits dans vos projets. ↩
-
Découvrez comment l'optimisation de la conception des canaux d'alimentation peut améliorer vos processus de fabrication, vous permettant ainsi de gagner du temps et de réduire les coûts tout en améliorant la qualité de vos produits. ↩
-
Explorez des exemples détaillés de différents modèles de portails et leurs effets sur la production afin d'approfondir vos connaissances. ↩
-
Ce lien donne un aperçu des problèmes courants rencontrés dans les systèmes de canaux de moulage par injection et des solutions pour optimiser leurs performances. ↩
-
Apprenez comment obtenir une répartition uniforme de la matière fondue grâce à des conceptions de canaux efficaces. ↩
-
Comprendre les meilleures pratiques pour maintenir le contrôle de la température dans les systèmes de course afin d'obtenir de meilleurs résultats. ↩
-
Découvrez comment minimiser les pertes de pression dans les systèmes de canaux d'alimentation afin d'améliorer l'efficacité de la production. ↩
-
Ce lien offre des informations avancées sur les techniques d'optimisation des canaux d'alimentation qui peuvent améliorer considérablement vos processus de fabrication. ↩






