Imaginez-vous plongé au cœur du processus de création de la pièce en plastique idéale, où chaque petit détail revêt une importance particulière.
En moulage par injection, l'épaisseur et la largeur de la buse d'injection déterminent le flux de matière fondue. Elles influent sur sa vitesse d'écoulement et sur le temps de remplissage du moule. Une buse de dimensions adaptées améliore la qualité du moulage. Ses caractéristiques doivent correspondre à celles du matériau, ce qui permet d'accélérer la production.
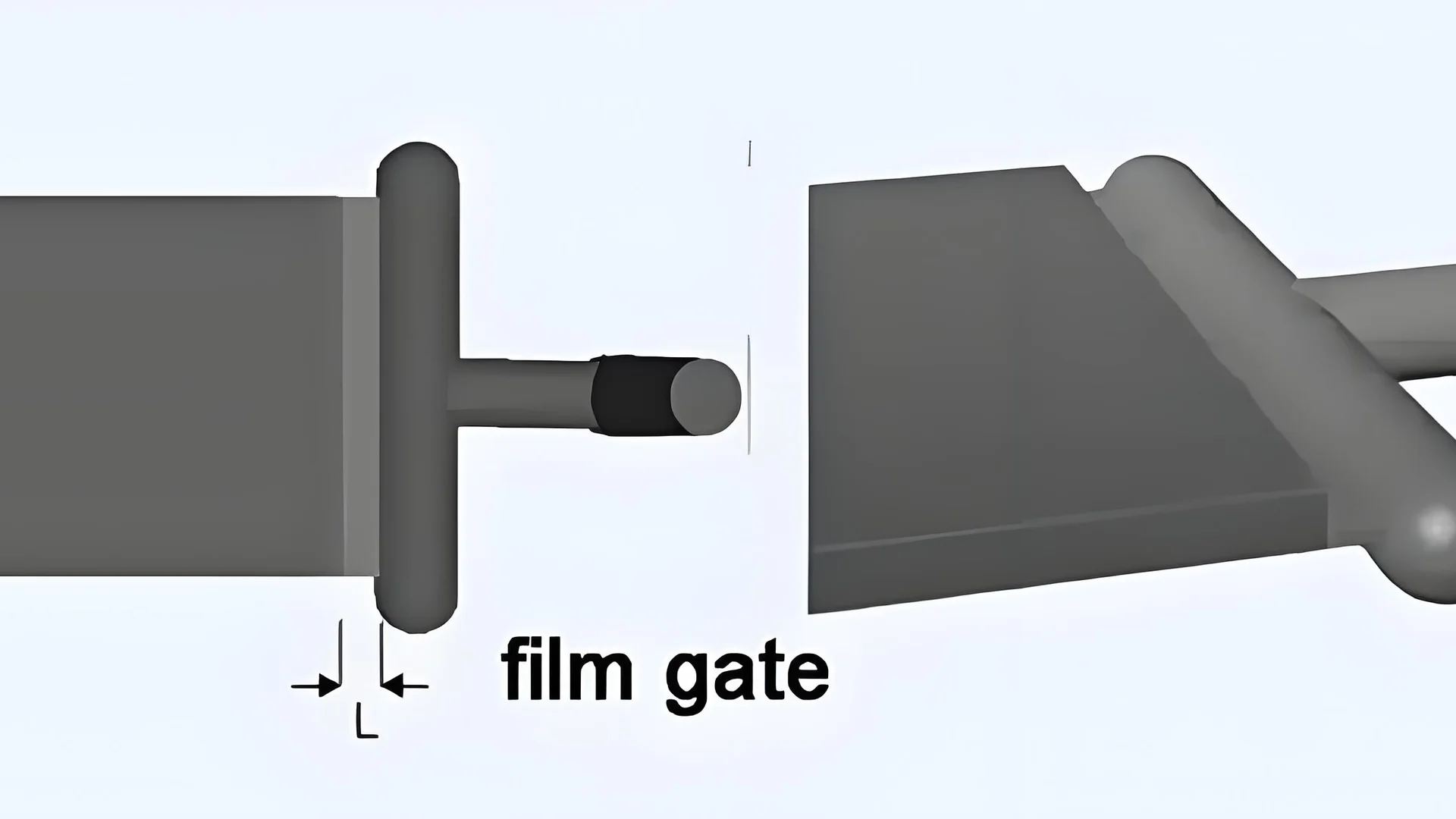
En repensant à mes débuts dans la conception de moules, je me souviens d'un projet où modifier la taille de l'orifice d'injection du film m'a donné l'impression de résoudre un casse-tête complexe. Observer comment de minuscules variations d'épaisseur ou de largeur pouvaient engendrer des changements considérables dans la qualité du produit était absolument fascinant. Par exemple, augmenter la largeur de l'orifice, tout en conservant une épaisseur constante, permettait au matériau fondu de remplir la cavité plus rapidement, réduisant ainsi les risques de défauts.
Dans un autre cas, j'ai travaillé avec un matériau réputé pour sa mauvaise fluidité. En ajustant l'épaisseur de la buse, le métal en fusion s'est écoulé sans problème de refroidissement. Cela m'a démontré que la maîtrise et l'ajustement de ces dimensions sont essentiels à la réussite d'une conception. Il ne s'agit pas seulement de détails techniques, mais aussi de trouver un équilibre entre les éléments de conception et le comportement du matériau.
La largeur de la zone d'injection du film influe sur le débit de fusion lors du moulage.Vrai
La largeur de l'orifice d'entrée du film influe sur la vitesse d'écoulement du polymère fondu.
Des buses à film plus épais réduisent le temps de remplissage en moulage par injection.FAUX
Des vannes plus épaisses augmentent généralement la résistance, ce qui allonge le temps de remplissage.
- 1. Comment l'épaisseur et la largeur affectent-elles les caractéristiques d'écoulement à l'état fondu ?
- 2. Comment les dimensions de la porte influencent-elles la qualité du moulage ?
- 3. Pourquoi la compatibilité des matériaux est-elle importante dans la conception des portails ?
- 4. Comment optimiser les dimensions de la porte du film pour de meilleurs résultats ?
- 5. Conclusion
Comment l'épaisseur et la largeur affectent-elles les caractéristiques d'écoulement à l'état fondu ?
Vous vous demandez comment l'épaisseur et la largeur d'un moule affectent le flux de matière pendant la production ?
L'épaisseur et la largeur sont essentielles pour les caractéristiques d'écoulement du polymère fondu. Ces facteurs influent sur l'efficacité du remplissage des moules et sur l'aspect des produits finis. Modifier ces dimensions permet d'améliorer les résultats du moulage par injection, et ainsi d'obtenir une meilleure qualité et un aspect supérieur.
Impact synergique sur le flux de fusion
J'ai passé de nombreuses nuits blanches à travailler sur des moules à l'atelier. L'épaisseur et la largeur d'une buse d'injection ont une incidence majeure sur l'écoulement du métal en fusion. Ces dimensions déterminent la zone de passage du métal, influençant ainsi son débit et sa vitesse. Dans un projet, nous avons augmenté la largeur d'une buse d'injection de 50 mm à 100 mm, tout en conservant la même épaisseur. Les résultats ont été étonnants : le débit du métal en fusion a augmenté et la cavité s'est remplie plus rapidement. Cela a fait une énorme différence.
| Paramètre | Effet sur le débit |
|---|---|
| Augmenter la largeur | débit plus élevé |
| Maintenir l'épaisseur | Remplissage des caries plus rapide |
Trouver le juste équilibre est essentiel pour éviter des problèmes tels que la projection par fusion ou un faible taux de remplissage. C'est vraiment très important.
Impact lié sur la qualité du moulage
Il est fascinant de constater comment un bon équilibre entre épaisseur et largeur permet d'obtenir une épaisseur de paroi uniforme et des dimensions stables. Nous avons travaillé sur une pièce rectangulaire et ajusté ces dimensions. Le matériau s'est réparti uniformément, réduisant ainsi la déformation et améliorant la qualité. Le résultat était remarquable.
Un réglage précis minimise également les marques de soudure et d'injection, améliorant ainsi la qualité d'aspect des panneaux plastiques de première génération. C'est magique quand tout est parfait.
Interaction avec les propriétés des matériaux
Chaque matériau se comporte différemment, et il est essentiel de le savoir. Le polypropylène (PP), de par sa nature fluide, nécessite une faible épaisseur de passage et une grande largeur. À l'inverse, les plastiques renforcés de fibres de verre requièrent des passages plus épais.
| Matériel | Dimensions recommandées pour le portail |
|---|---|
| Polypropylène (PP) | Mince et large |
| renforcé de fibres de verre | Épais et moyennement large |
Les matériaux comme le POM, qui présentent un fort retrait, nécessitent des entrées plus larges pour compenser la perte de volume lors du refroidissement. Il est essentiel de bien connaître son matériau ; cette compétence s’acquiert avec curiosité et pratique.
Explorez ces stratégies pour affiner vos processus de moulage par injection 2 et constatez vous-même les changements.
L'augmentation de la largeur augmente le débit de fusion.Vrai
Des vannes plus larges permettent à une plus grande quantité de matériau de passer, augmentant ainsi le débit.
Des vannes plus épaisses réduisent la vitesse de remplissage de la cavité.FAUX
Des vannes plus épaisses facilitent en fait un remplissage plus rapide de la cavité en permettant un débit plus important.
Comment les dimensions de la porte influencent-elles la qualité du moulage ?
Avez-vous déjà réfléchi à l'importance que la taille de la porte d'entrée peut avoir dans la réussite ou l'échec d'un projet de moulage ?
Le diamètre des points d'injection influence la qualité du moulage. Il détermine la fluidité du matériau fondu, l'homogénéité de l'épaisseur des parois et la qualité de l'assemblage. Un diamètre approprié permet un remplissage régulier, réduit les défauts et améliore l'aspect du produit.
Le rôle important des dimensions des portes
La taille des points d'injection est un élément crucial en moulage par injection. Je me souviens de la première fois où j'en ai compris l'importance : lors d'un projet où de petites erreurs ont entraîné la défaillance de toute une série de pièces. Ce fut une leçon essentielle. L'épaisseur et la largeur du point d'injection déterminent conjointement la zone d'écoulement du matériau fondu. Imaginez essayer de boire un milkshake épais avec une paille fine puis avec une paille large : le débit est radicalement différent ! Un point d'injection plus épais assure un flux régulier, ce qui est essentiel pour les grandes pièces. Un point d'injection plus large permet un remplissage plus rapide des cavités, un atout important lorsque les délais sont serrés.
Épaisseur et largeur
Trouver le bon diamètre d'insert, c'est comme trouver le rythme d'une chanson. Un insert trop large ou trop épais peut engendrer des problèmes comme des projections de filament fondu ou un remplissage incomplet ; j'en ai fait l'expérience, et j'ai passé un temps fou à chercher la solution. Trouver le réglage parfait est essentiel.
| Type de porte | Effet sur le débit |
|---|---|
| Épais | Flux plus lent et régulier |
| Large | Obturation des caries plus rapide |
Effets liés sur la qualité du moulage
La taille des points d'injection influe non seulement sur les caractéristiques d'écoulement du polymère fondu³ , mais aussi sur l'uniformité de l'épaisseur des parois et la stabilité dimensionnelle. Un réglage précis est un exercice délicat, comme enfiler une aiguille. Un bon dosage limite les déformations et garantit une pièce finale esthétique et fonctionnelle. J'ai travaillé sur un projet nécessitant des pièces en plastique de haute précision. Trouver la taille idéale pour les points d'injection a été un véritable défi, mais la satisfaction d'y être parvenu était immense.
Interaction avec les caractéristiques des matériaux
Chaque matériau a ses propres exigences, tout comme certains préfèrent le thé et d'autres le café. Les matériaux à haute fluidité nécessitent des buses plus fines pour une meilleure vitesse, tandis que ceux à faible fluidité requièrent des buses plus épaisses pour maintenir la pression.
Voici un guide rapide :
| Type de matériau | Porte recommandée |
|---|---|
| Fluidité élevée (ex. PP) | Porte plus fine et plus large |
| Faible fluidité (par exemple, GF) | Porte plus épaisse pour une meilleure stabilité sous pression |
Comprendre ces détails permet d'améliorer les procédés de moulage et d'obtenir le meilleur compromis entre qualité et rapidité. C'est un objectif que tout concepteur souhaite atteindre. Chaque modification, chaque ajustement, nous rapproche de la maîtrise du moulage.
Des portes plus épaisses assurent un remplissage plus rapide de la cavité.FAUX
Des vannes plus épaisses permettent un débit plus lent et plus régulier, et non un remplissage plus rapide.
Les larges points d'entrée contribuent à réduire les lignes de soudure lors du moulage.Vrai
Les larges points d'entrée permettent un remplissage plus rapide, réduisant ainsi la formation de lignes de soudure.
Pourquoi la compatibilité des matériaux est-elle importante dans la conception des portails ?
Vous est-il déjà arrivé de vous tenir devant un portail et de vous demander pourquoi il paraît si solide et si lisse ? Le secret réside dans le choix de matériaux parfaitement adaptés.
La compatibilité des matériaux est primordiale dans la conception d'un portail afin d'assurer sa résistance aux intempéries et aux chocs. C'est un point crucial qui garantit un fonctionnement fluide et sécurisé, et permet de réaliser des économies à long terme.

L'acier inoxydable résiste à la rouille en milieu humide.Vrai
L'acier inoxydable, surtout avec des revêtements, est résistant à la corrosion.
Les portails en aluminium sont idéaux pour les zones à fort passage.FAUX
L'aluminium est léger et peut nécessiter un renforcement pour résister aux chocs importants.
Comment optimiser les dimensions de la porte du film pour de meilleurs résultats ?
Vous vous demandez comment de petits changements de taille peuvent améliorer vos compétences en moulage plastique ?
L'optimisation des dimensions des points d'injection du film implique d'ajuster leur largeur et leur épaisseur. Cela influence la fluidité du polymère fondu et permet d'obtenir des parois équilibrées. Ces ajustements améliorent la qualité du moulage et l'aspect du produit fini, tout en réduisant les défauts.
Comprendre les bases du Melt Flow
Lorsque j'ai commencé à apprendre le moulage par injection, j'ai constaté que modifier la taille de l'orifice d'injection pouvait influencer les résultats. Imaginez : en élargissant l'orifice de 50 mm à 100 mm, tout en conservant une épaisseur de 1 mm, le débit de matière fondue augmentait considérablement. Les cavités se remplissaient beaucoup plus rapidement. C'était comme découvrir une astuce cachée dans un jeu vidéo.
| Dimension | Augmentation de la largeur | Impact du débit |
|---|---|---|
| Scénario 1 | 50 mm à 100 mm | Augmentations |
L'équilibre est crucial. Une largeur excessive et une épaisseur insuffisante entraînent un écoulement trop rapide, ce qui peut créer des défauts tels que des marques d'écoulement. À l'inverse, si l'épaisseur augmente tandis que la largeur diminue, l'écoulement ralentit, risquant de sous-remplir les parties fines.
Influence sur les résultats du moulage
Je me souviens avoir ajusté la taille du point d'injection pour une pièce rectangulaire. Soudain, la fonte s'est répartie uniformément, réduisant ainsi les risques de déformation. Ce fut une véritable révolution !
Impact de finition visuelle
Rien n'est plus satisfaisant que de voir une pièce en plastique lisse sortir de son moule. Un diamètre d'injection optimal a permis de réduire les marques. C'était magique.
Interaction avec les besoins matériels
Je comprends maintenant que différents matériaux requièrent des stratégies d'injection spécifiques. Les matériaux à haute fluidité, comme le polypropylène, fonctionnent mieux avec des canaux d'injection fins et larges. Les canaux épais conviennent aux matériaux à faible fluidité, tels que les plastiques renforcés de fibres de verre.
Le retrait est également un facteur important. Lorsque je travaillais avec du polyoxyméthylène, ajuster la taille des pores pour compenser le retrait s'apparentait à résoudre un casse-tête.
Pour plus de détails sur les principes de base de l'écoulement à l'état fondu (4) et les ajustements des matériaux (5) , ces ressources m'ont été très utiles. L'alliance de la pratique et de la théorie est essentielle pour maîtriser l'optimisation du point d'injection.
L'augmentation de la largeur de la buse augmente le débit de fusion.Vrai
Des ouvertures plus larges augmentent la section transversale, améliorant ainsi l'écoulement du matériau fondu.
Les points d'entrée étroits évitent les marques de soudure dans les films minces.FAUX
Les points d'entrée étroits présentent un risque de marques de soudure dues à une répartition inégale du métal en fusion.
Conclusion
L'épaisseur et la largeur de la buse d'injection influencent considérablement l'écoulement du matériau fondu, affectant la vitesse de remplissage, la qualité du produit et la compatibilité des matériaux pour des résultats optimaux.
-
Découvrez l'impact des ajustements dimensionnels des portails sur la qualité d'aspect des panneaux en plastique. ↩
-
Découvrez des stratégies pour améliorer l'efficacité du moulage par injection en comprenant les propriétés des matériaux et les réglages du point d'injection. ↩
-
Ce lien permet de comprendre comment les dimensions de l'orifice d'injection influencent la vitesse et la régularité du flux de matière fondue, éléments essentiels pour optimiser la qualité des pièces. ↩
-
Découvrez comment les caractéristiques d'écoulement du polymère fondu influencent le processus de moulage par injection, en mettant l'accent sur l'optimisation des dimensions de la buse d'injection. ↩
-
Comprendre comment différents matériaux nécessitent des dimensions spécifiques de la porte d'entrée du film pour améliorer les résultats du moulage. ↩