Très bien, alors plongeons-nous dans le moulage par injection.
D'accord.
C'est quelque chose avec lequel vous interagissez probablement tous les jours, mais auquel vous ne pensez jamais vraiment.
Droite.
Imaginez que vous utilisez une poche à douille sophistiquée pour réaliser des chocolats aux formes parfaites.
D'accord.
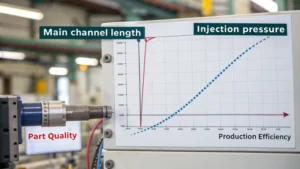
Vous avez votre moule et ce chocolat onctueux et coulant. Mais qu'en est-il de l'embout du sachet ? Il s'avère que la longueur de cet embout, ou canal principal, et les termes de moulage par injection ont un impact considérable sur le produit final.
Oui, et c'est précisément ce que nous allons analyser aujourd'hui en utilisant votre pile d'articles techniques sur ce sujet apparemment mineur.
Droite.
Mais un détail d'une importance capitale.
Bon, alors pour ceux qui ne sont pas ingénieurs….
Bien sûr.
Qu'est-ce que le moulage par injection exactement ?
Ouais.
Et pourquoi devrions-nous nous soucier de cette histoire de chaîne principale ?
C'est essentiellement ainsi que nous fabriquons la plupart des produits en plastique. On parle de tout, de la coque de votre téléphone aux pièces automobiles et aéronautiques.
Ouah.
Du plastique fondu est injecté sous haute pression dans un moule.
D'accord.
Et en refroidissant et en se solidifiant, il prend la forme du moule.
Le canal principal est le passage crucial que le plastique fondu emprunte avant d'atteindre la cavité du moule.
Ah. Donc, s'il est trop long ou trop étroit, cela pourrait poser problème.
L'un des problèmes majeurs est la perte de pression.
D'accord.
Tout comme on essaie de faire passer un liquide épais à travers une paille étroite, un canal plus long signifie que le plastique rencontre plus de résistance, ce qui nécessite une pression encore plus élevée pour remplir complètement le moule.
Donc, une pression plus élevée signifie plus de problèmes. Est-ce aussi simple que cela ?
Pas nécessairement. On peut concevoir pour une pression plus élevée, bien sûr, mais cela implique souvent d'utiliser des presses à injecter plus puissantes et plus coûteuses. Le véritable problème, c'est que la pression n'est pas constante dans le canal.
Autrement dit, de quoi cela fluctue-t-il exactement ?
Imaginez un toboggan aquatique avec de nombreux virages. L'eau va donc couler plus vite à certains endroits et plus lentement à d'autres. De même, dans un canal principal plus long, la pression peut être répartie de façon inégale.
D'accord, je vois où ça nous mène.
Ouais.
Cette pression inégale perturbe probablement le résultat final.
Vous avez compris.
Ouais.
Une répartition inégale de la pression peut entraîner toutes sortes de défauts dans la pièce moulée.
D'accord.
Nous parlons de déformation, lorsque la pièce ne conserve pas sa forme prévue, de variations de taille entre les pièces issues du même moule et d'incohérences dans la finition de surface.
Aïe.
Ouais.
L'un des articles mentionnait donc la loi hagenpauzul.
Droite.
Il s'agit de calculer les pertes de charge. Est-ce ce que les concepteurs utilisent pour trouver la solution ?
Absolument.
D'accord.
Cette loi quantifie essentiellement cette perte de charge. Elle aide les ingénieurs à prévoir la chute de pression sur une longueur et un diamètre donnés du canal.
D'accord.
Ils peuvent utiliser ces informations pour prendre des décisions éclairées concernant les dimensions des canaux.
Droite.
Et la pression d'injection nécessaire.
Ça a l'air assez compliqué. Oui. Vous avez mentionné des ingénieurs utilisant des simulations tout à l'heure, n'est-ce pas ?
Oui.
Ces simulations prennent-elles en compte le procédé Hagen-Poisons ? Elles utilisent des logiciels comme Moldflow, spécialement conçus pour le moulage par injection. La simulation tient compte de tous ces facteurs.
Ouah.
Les concepteurs peuvent créer un modèle virtuel du moule et du processus d'injection, puis effectuer des simulations pour observer comment différentes longueurs de canaux et d'autres variables affectent la répartition de la pression et la pièce finale. Qualité. Qualité.
Ils peuvent donc tester différents modèles numériquement avant même de fabriquer un moule.
Oui.
C'est plutôt cool.
Tout à fait. Ce type de simulation est extrêmement précieux car il permet aux ingénieurs d'identifier les problèmes potentiels dès le début.
D'accord.
Avant d'investir dans des outillages coûteux et des séries de production.
C'est logique.
Ouais.
Dans l'un des articles, on trouve une anecdote sur une entreprise qui fabrique ces gadgets à parois fines.
Droite.
Et ils ont rencontré des problèmes majeurs lorsqu'ils ont allongé les canaux principaux. Que s'est-il passé ?
Voilà un parfait exemple de la façon dont des changements apparemment insignifiants peuvent avoir de grandes conséquences. Oui. Dans ce cas précis, l'entreprise utilisait des paramètres spécifiques pour la pression et la vitesse d'injection. Exactement. Ces paramètres fonctionnaient parfaitement avec la longueur initiale du canal, mais une fois celui-ci allongé, ils sont devenus inadaptés.
Ouah.
La perte de pression était si importante qu'ils n'ont pas pu remplir le moule correctement. Catastrophe ! Ils devaient envisager soit d'augmenter drastiquement la pression d'injection, ce qui aurait pu endommager leur équipement existant, soit d'investir dans une machine plus puissante.
Ainsi, cette modification de conception apparemment mineure a fini par avoir un impact énorme sur leurs coûts et sur l'ensemble de leur processus de production.
Exactement. Et cela souligne l'importance d'une planification minutieuse et d'une bonne compréhension de l'interdépendance de toutes ces variables dans le maintien de l'injection.
Très bien, nous avons donc parlé des inconvénients des canaux principaux plus longs.
Droite.
Mais le document mentionne qu'il existe des situations où un canal plus long pourrait être le meilleur choix.
Bien sûr.
Comment ça marche ?
Tout est une question de compromis. Parfois, un canal plus long peut être nécessaire pour s'adapter à une conception de moule spécifique ou pour obtenir un profil d'écoulement particulier, bénéfique pour le produit final.
Quelles sont donc les stratégies pour gérer ces exigences accrues en matière de pression et le risque de défauts lorsqu'un canal plus long est inévitable ?
Oui. Eh bien, comme nous l'avons évoqué, une solution consiste simplement à utiliser des machines de moulage par injection avec des pressions nominales plus élevées.
D'accord.
De cette façon, ils pourront gérer la demande accrue provenant de ces circuits plus longs sans être surchargés de travail.
D'accord, ça se tient.
Ouais.
Mais comme vous l'avez mentionné précédemment, cela n'augmenterait-il pas les coûts de production globaux ?
Droite.
Des machines plus grandes, une consommation d'énergie accrue. Cela semble annuler une partie des économies initialement réalisées grâce au moulage par injection.
Vous avez tout à fait raison. C'est une question d'équilibre.
Ouais.
Une autre solution, ne nécessitant pas de machine neuve, consiste à ajuster la vitesse d'injection. En ralentissant le processus, il est parfois possible de réduire la pression nécessaire pour remplir complètement le moule.
Donc, dans ce cas, plus c'est lent, mieux c'est. Cela semble contre-intuitif.
Contre-intuitif, peut-être, mais efficace.
D'accord.
Et vous avez raison. Il y a des inconvénients. Une vitesse d'injection plus lente signifie un temps de cycle plus long. C'est le temps total nécessaire pour fabriquer chaque pièce.
Droite.
Et dans le secteur manufacturier, le temps, c'est de l'argent. Exactement.
Exactement. C'est comme essayer de trouver le juste milieu.
Exactement.
Ni trop vite, ni trop lentement.
Droite.
Mais c'est tout simplement parfait. Pour équilibrer ces facteurs contradictoires, il semble que les concepteurs doivent vraiment réfléchir de manière stratégique à chaque aspect du processus.
Oui. Et c'est là que l'expérience et l'expertise deviennent si cruciales.
Ouais.
L'article sur l'optimisation de la longueur du canal mentionne quelques autres stratégies intéressantes, comme l'utilisation d'un diamètre de canal plus large pour compenser la perte de pression, ou le placement stratégique des vannes, qui sont les points d'entrée du plastique fondu, pour assurer un flux plus régulier.
Oh, cette histoire de placement des portes me fait penser à ces vidéos où ils versent du métal en fusion dans des moules complexes pour créer des sculptures.
Ouais.
Vous voyez bien que l'emplacement du bec verseur influe considérablement sur la façon dont le métal s'écoule et remplit le moule.
C'est un concept très similaire.
Ouais.
Tout cela se ramène à cette idée de répartition de la pression.
Droite.
Il est important de veiller à ce que le plastique fondu s'écoule de manière fluide et uniforme dans toutes les zones du moule, et le positionnement du point d'injection joue un rôle clé pour y parvenir.
D'accord. Nous avons donc parlé du réglage des machines au cours du processus.
Ouais.
Mais qu'en est-il du matériau lui-même ?
Droite.
Le type de plastique utilisé joue-t-il un rôle dans tout cela ?
Absolument.
D'accord.
Les différents plastiques ont des viscosités différentes.
D'accord.
En résumé, ils résistent à l'écoulement à leur point de fusion.
Droite.
Donc un plastique très visqueux, comme quelque chose d'épais et de gluant.
Ouais.
Il faudra une pression plus élevée pour faire passer la pression dans le canal.
D'accord.
Surtout un long plastique, comparé à un plastique à faible viscosité qui s'écoule plus facilement.
Je commence à comprendre que la longueur du canal principal n'est qu'un élément du problème.
Ouais.
Et tout est interconnecté.
C'est un système complexe, assurément.
Ouais.
L'article sur le choix des matériaux pour le moulage par injection aborde en profondeur certains des défis auxquels les concepteurs sont confrontés. Par exemple, ils doivent prendre en compte non seulement la fluidité du matériau, mais aussi sa résistance, sa flexibilité, sa résistance à la chaleur et toutes sortes de propriétés en fonction de l'utilisation prévue du produit final.
Exactement. Parce qu'une fourchette en plastique a besoin de propriétés différentes de celles d'une coque de téléphone ou d'une pièce automobile, par exemple.
Exactement. Il faut ensuite prendre en compte des facteurs comme le matériau du moule, la température du plastique fondu et le temps de refroidissement. Toutes ces variables influent sur le résultat final.
C'est assez hallucinant de penser à toute cette ingénierie.
Ouais.
On le retrouve dans absolument tous les produits en plastique que nous utilisons.
C'est.
J'ai l'impression de commencer à voir ces objets du quotidien sous un tout nouveau jour.
C'est la preuve de l'ingéniosité et des compétences en résolution de problèmes des personnes qui travaillent dans ce domaine.
Ouais.
Ils prennent ce matériau extraordinaire et le transforment en objets qui composent notre monde moderne.
Bon, pour récapituler ce que nous avons appris jusqu'à présent.
D'accord.
La longueur du canal principal est un facteur d'une importance trompeuse en moulage par injection, influençant tout, des machines utilisées à la qualité du produit final.
Droite.
Les canaux plus longs peuvent engendrer des problèmes liés à la perte de pression et à un débit irrégulier.
Ouais. Ouais.
Défauts potentiels.
Droite.
Mais ces difficultés peuvent être surmontées grâce à divers ajustements de conception et de processus.
Absolument.
L'essentiel est de comprendre ces compromis et de prendre des décisions éclairées.
C'est un excellent résumé.
Aller.
Et je pense que cela met en lumière un point essentiel : il n'existe pas de solution unique et universelle en matière de moulage par injection.
Ouais.
Il s'agit de trouver le juste équilibre entre design, fonctionnalité et efficacité.
Et je suppose que ce point d'équilibre sera différent pour chaque produit.
Ouais.
En fonction des matériaux, des propriétés souhaitées, etc.
Exactement. Et c'est ce qui rend ce domaine si fascinant : cette interaction constante entre science, ingénierie et créativité.
Très bien. Cette analyse approfondie m'a assurément permis de mieux apprécier la complexité de la fabrication d'objets en apparence aussi simples qu'une bouteille en plastique ou un jouet.
Ouais.
Et vous ? Y a-t-il quelque chose dans ces articles qui vous a particulièrement marqué ou surpris ?
Ce qui m'a vraiment frappé, c'est cette anecdote sur l'entreprise qui essayait de mouler ces appareils aux parois fines.
Ouais.
Cela illustre parfaitement comment une modification de conception apparemment mineure, comme l'ajustement de la longueur du canal principal, peut engendrer toute une série de problèmes à un coût imprévu.
Absolument. Cela nous rappelle qu'en ingénierie, il n'existe pas de décision isolée.
Droite.
Tout est lié.
Exactement. Et cela permet d'apprécier l'expertise des ingénieurs qui jonglent constamment avec toutes ces variables et trouvent des solutions créatives à des problèmes complexes.
Absolument. Bon, avant de conclure cette analyse approfondie, je sais que vous avez une question qui donne à réfléchir à notre auditeur. Quelque chose qui va vraiment le faire cogiter.
Eh bien, compte tenu de tout ce que nous avons abordé, imaginez que vous soyez celui qui conçoit un moule d'injection.
D'accord.
Quels autres facteurs, outre la longueur du canal principal, devriez-vous prendre en compte pour garantir la création du meilleur produit possible ?.
Oh, bien vu !.
Ouais.
Cela souligne vraiment que nous nous sommes concentrés exclusivement sur cette variable, mais ce n'est qu'une pièce d'un puzzle beaucoup plus vaste.
Bien sûr. Pensez à des éléments comme le type de plastique, le matériau du moule, la température et le temps de refroidissement. Tous ces choix influent sur la qualité, la fonctionnalité et même la durabilité du produit final.
Il ne s'agit donc pas seulement de fabriquer un produit fonctionnel, mais de le fabriquer de manière efficace, performante et responsable.
Absolument. Et j'espère que cette analyse approfondie aura permis à nos auditeurs de mieux comprendre le monde complexe du moulage par injection et le travail des personnes qui le rendent possible.
Je sais que j'ai énormément appris.
D'accord.
C'est incroyable de penser que chaque produit en plastique que nous touchons est passé par ce processus incroyablement complexe.
Ouais.
D'une minuscule goutte de plastique en fusion parcourant ce canal principal jusqu'à l'objet final que nous tenons entre nos mains, c'est vraiment le cas.
Et la prochaine fois que vous prendrez un produit en plastique en main, vous pourriez bien le voir sous un tout autre jour.
Je sais que je le ferai. Merci de m'avoir accompagné dans cette analyse approfondie. À la prochaine !


