

Dans le monde complexe du moulage par injection plastique, chaque détail compte, surtout lorsqu'il s'agit d'efficacité et de qualité. Plongeons dans l'art de maîtriser les étapes de remplissage et de maintien, où la précision fait toute la différence.
Pour optimiser les étapes de remplissage et de maintien dans le moulage par injection plastique, ajustez la vitesse, la pression et la température d'injection en fonction des spécifications du produit et des caractéristiques des matériaux. Ces ajustements aident à contrôler l’écoulement de la matière fondue et le refroidissement, réduisant ainsi les défauts et améliorant la qualité du produit.
Mais ne vous arrêtez pas là ! Explorons les implications plus profondes de chaque paramètre et découvrons des stratégies qui transformeront véritablement votre processus de moulage.
La vitesse d'injection affecte la qualité de la surface lors du moulage.Vrai
L'ajustement de la vitesse d'injection a un impact sur l'écoulement de la matière fondue, influençant ainsi la finition de la surface.
- 1. Quel rôle joue la vitesse d’injection dans la qualité du moulage ?
- 2. Comment optimiser la pression d’injection pour différents plastiques ?
- 3. Pourquoi le contrôle de la température est-il crucial dans le moulage par injection ?
- 4. Quels sont les défis courants lors de la phase de maintien ?
- 5. Conclusion
Quel rôle joue la vitesse d’injection dans la qualité du moulage ?
La vitesse d’injection est un facteur essentiel pour déterminer la qualité des produits moulés en plastique. Les ajustements de ce paramètre peuvent affecter de manière significative la finition de surface, la stabilité dimensionnelle et l'intégrité structurelle du produit.
La vitesse d'injection influence la façon dont le plastique fondu s'écoule dans la cavité du moule, ce qui a un impact sur la qualité de la surface et les contraintes internes. Les vitesses rapides peuvent entraîner des défauts tels que des marques de brûlure, tandis que les vitesses lentes peuvent provoquer des remplissages incomplets. La vitesse d’équilibrage selon les spécifications du produit garantit une qualité de moulage optimale.
Comprendre la dynamique de la vitesse d'injection
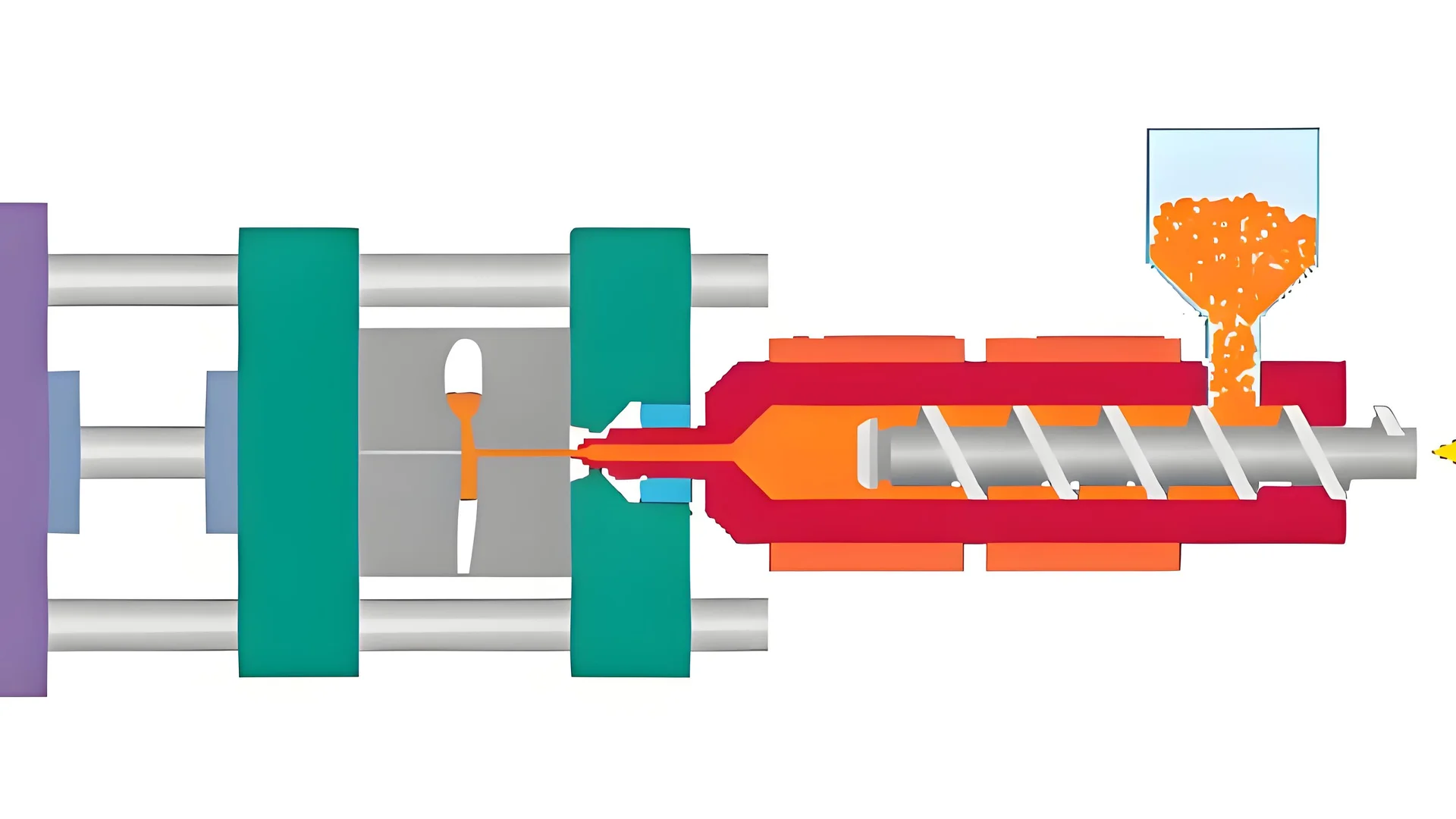
Dans le moulage par injection de plastique, la vitesse d’injection détermine la rapidité avec laquelle le plastique fondu est poussé dans la cavité du moule. Ce processus est crucial car il détermine dans quelle mesure le matériau remplit la cavité et adhère aux subtilités du moule.
-
Vitesse d'injection rapide : Lorsque la vitesse d'injection est trop rapide, cela peut provoquer des phénomènes tels qu'une pulvérisation de matière fondue et une brûlure. La pulvérisation de matière fondue entraîne une répartition inégale du matériau, entraînant souvent des défauts esthétiques ou des zones structurelles affaiblies. D’un autre côté, des vitesses élevées peuvent être bénéfiques pour les produits à parois minces, car elles garantissent que la matière fondue remplit rapidement la cavité avant le début du refroidissement.
-
Vitesse d'injection lente : à l'inverse, si la vitesse d'injection est trop lente, des problèmes tels que des tirs courts (où le moule ne se remplit pas complètement) et des traces d'écoulement peuvent survenir. Ces défauts compromettent à la fois les aspects esthétiques et fonctionnels du produit final.
| Vitesse d'injection | Avantages | Inconvénients |
|---|---|---|
| Rapide | Remplissage rapide pour parois fines | Marques de brûlure, projection de matière fondue |
| Lent | Remplissage contrôlé pour les formes complexes | Plans courts, marques d'écoulement |
Ajustement de la vitesse en fonction de l'application
L'ajustement de la vitesse d'injection doit être étroitement lié à la conception du produit et aux propriétés des matériaux :
-
Produits à parois minces : Une vitesse d’injection plus élevée est généralement préférable. Cette approche garantit que la matière fondue remplit rapidement la cavité, minimisant ainsi le temps de refroidissement qui peut conduire à une solidification avant le remplissage complet.
-
Produits à parois épaisses : des vitesses inférieures sont souvent avantageuses car elles réduisent les contraintes internes pouvant entraîner une déformation ou une fissuration après le moulage. En contrôlant le taux de remplissage, les fabricants peuvent maintenir l’uniformité de l’épaisseur et de la densité des parois.
Impact sur la qualité des produits
Un réglage correct de la vitesse d'injection affecte non seulement l'esthétique de la surface, mais joue également un rôle important dans le maintien de l'intégrité structurelle. Par exemple, un réglage de vitesse bien calibré évite les contraintes internes excessives qui peuvent entraîner des dommages au moule 1 , un éclair du produit ou même une défaillance pendant l'utilisation.
De plus, le choix de la bonne vitesse contribue à atteindre un équilibre entre le temps de cycle et la qualité du produit 2 , ce qui a un impact final sur l'efficacité et la rentabilité de la production.
Conclusion
Même si la vitesse d’injection n’est qu’un des nombreux paramètres du moulage par injection, son rôle est indéniablement essentiel. En comprenant comment il interagit avec d’autres facteurs tels que la température et la pression, les fabricants peuvent mieux optimiser leurs processus pour améliorer la qualité des produits.
Des vitesses d'injection rapides peuvent provoquer des marques de brûlure.Vrai
Les vitesses rapides augmentent la friction et la température, entraînant des marques de brûlure.
Des vitesses d'injection lentes éliminent tous les défauts.FAUX
Des vitesses lentes peuvent provoquer des défauts tels que des tirs courts et des traces d'écoulement.
Comment optimiser la pression d’injection pour différents plastiques ?
La pression d'injection est essentielle à la qualité du moulage, mais elle varie selon les types de plastique. L’adapter correctement améliore à la fois l’efficacité et l’intégrité du produit.
L'optimisation de la pression d'injection implique de l'ajuster en fonction de la fluidité du plastique, de la conception du produit et de l'épaisseur de la paroi. Un calibrage approprié minimise les défauts et maximise l’efficacité de remplissage du moule.
Comprendre le rôle de la pression d'injection
La pression d’injection est un paramètre critique qui influence l’écoulement du plastique fondu dans une cavité de moule. En optimisant cette pression, les fabricants peuvent assurer le remplissage efficace de géométries complexes tout en minimisant les défauts potentiels tels que les flashs ou les tirs courts. La pression d'injection idéale est déterminée par divers facteurs, notamment le type de plastique utilisé, les dimensions du produit et l'épaisseur de la paroi.
Facteurs influençant la pression d’injection
1. Fluidité plastique
- Plastiques à faible fluidité : ils nécessitent des pressions d’injection plus élevées pour garantir un remplissage complet du moule. Par exemple, le polycarbonate (PC) a une viscosité élevée et nécessite souvent une pression accrue.
- Plastiques avec une bonne fluidité : des pressions plus faibles peuvent suffire, réduisant ainsi le risque de dommages causés par le moule ou de solins excessifs. Le polypropylène (PP), connu pour ses excellentes propriétés d'écoulement, en est un exemple.
2. Considérations sur la conception du produit
- Géométries complexes : des pressions plus élevées aident à remplir des conceptions complexes. Ceci est crucial pour les produits présentant des caractéristiques détaillées ou des parois minces où un remplissage rapide des cavités est nécessaire pour empêcher la solidification.
- Conceptions plus simples : elles peuvent permettre des réglages de pression réduits, ce qui permet d'économiser de l'énergie et de prolonger la durée de vie du moule.
| Type de plastique | Plage de pression recommandée (MPa) |
|---|---|
| Polycarbonate | 80-150 |
| Polypropylène | 40-90 |
Équilibrer la pression avec d'autres paramètres
Vitesse d'injection : une vitesse d'injection plus élevée peut compenser une pression plus faible dans certains scénarios, en particulier pour les pièces à paroi mince où des temps de remplissage rapides évitent un refroidissement prématuré.
Température du baril : Régler une température appropriée peut améliorer la fluidité, réduisant potentiellement le besoin de pressions élevées. Par exemple, les plastiques cristallins peuvent nécessiter des températures plus élevées pour réduire efficacement leur viscosité.
Applications pratiques
- Étude de cas sur les pièces automobiles : dans la fabrication de composants automobiles, l'ajustement de la pression d'injection en fonction des caractéristiques du matériau et de la fonction de la pièce (par exemple, tableaux de bord ou supports internes) peut améliorer considérablement l'efficacité de la production et la qualité des pièces.
En comprenant ces variables, les fabricants peuvent ajuster la pression d'injection de manière stratégique 3 pour obtenir des résultats optimaux dans divers scénarios de moulage. Cette approche adaptative garantit non seulement la qualité mais également la rentabilité en réduisant les déchets et en prolongeant la durée de vie des équipements.
Le polycarbonate nécessite une pression d'injection plus élevée que le polypropylène.Vrai
Le polycarbonate a une viscosité plus élevée et nécessite plus de pression pour le remplissage du moule.
Les conceptions de produits plus simples nécessitent des pressions d’injection plus élevées.FAUX
Les conceptions plus simples nécessitent souvent des pressions plus faibles, économisant ainsi l’énergie et la durée de vie du moule.
Pourquoi le contrôle de la température est-il crucial dans le moulage par injection ?
La précision du contrôle de la température peut améliorer ou défaire la qualité des produits moulés par injection. Voici pourquoi c'est important.
Le contrôle de la température dans le moulage par injection garantit un écoulement correct de la matière fondue, prévient les défauts tels que la déformation et améliore la qualité globale du produit. L'ajustement des températures du fût, du moule et de refroidissement en fonction des propriétés des matériaux et de la conception du produit est essentiel pour une production constante et de haute qualité.

Le rôle de la température du baril
La température du fût a un impact profond sur la fluidité de la matière plastique fondue. En ajustant ce paramètre, les fabricants peuvent contrôler la viscosité de la matière fondue et garantir qu'elle remplit efficacement la cavité du moule. Par exemple, les plastiques cristallins nécessitent généralement des températures de barillet plus élevées que les types amorphes pour obtenir un écoulement adéquat.
Une température du fût 4 évite la décomposition du plastique tout en conservant sa fluidité. Des températures excessives peuvent entraîner une dégradation du matériau, affectant ainsi la résistance et l'apparence du produit final. En revanche, une température trop basse peut provoquer un remplissage incomplet, entraînant des tirs courts.
Optimisation de la température du moule
La température du moule affecte directement la vitesse de refroidissement du produit, ce qui est crucial pour son intégrité structurelle et sa finition de surface. Une température de moule plus élevée 5 peut améliorer la qualité de la surface et réduire les contraintes internes, mais peut compliquer les processus de démoulage. Toutefois, des températures plus basses peuvent accélérer les temps de cycle, mais peuvent conduire à un mauvais état de surface et à une augmentation des contraintes résiduelles.
Pour les plastiques cristallins, le maintien d’une température de moule élevée est essentiel pour obtenir la cristallinité souhaitée du produit. À l’inverse, les plastiques amorphes bénéficient d’une température de moule plus basse pour éviter les contraintes indésirables.
Considérations sur le temps de refroidissement
L'étape de refroidissement solidifie la forme de la pièce en plastique. Le refroidissement contrôlé évite la déformation et le rétrécissement, qui peuvent entraîner des incohérences dans les dimensions du produit. L'ajustement du temps de refroidissement 6 en fonction de l'épaisseur de paroi et de la taille de la pièce est crucial.
Des temps de refroidissement plus longs sont généralement nécessaires pour les produits à parois épaisses afin de garantir un refroidissement uniforme dans toute la pièce. Pour les produits à parois minces, des temps de refroidissement plus courts suffisent, mais il faut veiller à éviter toute déformation.
Équilibrer la température avec la pression et le temps
Les ajustements de température sont étroitement liés aux réglages de pression et de temps dans les étapes de remplissage et de maintien. Pour des résultats optimaux, les trois paramètres doivent être harmonisés en fonction des exigences spécifiques de conception des matériaux et des produits. Cette approche holistique garantit que les pièces moulées répondent systématiquement aux normes de qualité.
En résumé, un contrôle méticuleux de la température au sein du moulage par injection améliore non seulement la qualité du produit, mais optimise également l'efficacité de la fabrication en minimisant les défauts et en garantissant la cohérence entre les lots de production.
La température du fût affecte la viscosité de la matière fondue dans le moulage par injection.Vrai
Le réglage de la température du fût contrôle la fluidité du plastique, garantissant ainsi le remplissage du moule.
Des températures de moule plus basses réduisent les temps de cycle mais augmentent le stress.Vrai
Des températures plus basses accélèrent les cycles mais peuvent entraîner une mauvaise finition de surface.
Quels sont les défis courants lors de la phase de maintien ?
Naviguer dans la phase d'attente dans le moulage par injection plastique présente des défis distincts qui peuvent avoir un impact sur la qualité des produits et l'efficacité de la fabrication.
Les défis courants lors de la phase de maintien du moulage par injection plastique comprennent des contraintes internes excessives, des marques de retrait et des difficultés de démoulage. Ces problèmes proviennent de réglages incorrects de la pression de maintien, du temps et de la température du moule, nécessitant des ajustements précis en fonction des caractéristiques du produit pour garantir des résultats optimaux.

Comprendre le rôle de la pression de maintien
La pression de maintien est cruciale car elle compense le retrait de refroidissement en injectant du plastique fondu supplémentaire dans la cavité après le remplissage. Un réglage trop élevé peut entraîner une contrainte interne excessive et rendre le démoulage difficile. A l’inverse, une pression trop faible peut entraîner des marques de retrait et une instabilité dimensionnelle.
Pour relever ces défis, il est essentiel de prendre en compte la forme, la taille et l'épaisseur de la paroi du produit. Les produits plus gros ou plus épais nécessitent généralement une pression de maintien plus élevée, tandis que les produits plus petits ou plus fins bénéficient d'une pression réduite. Un réglage efficace de la pression de maintien 7 peut avoir un impact significatif sur la qualité du produit.
L’importance du temps de détention
Le temps de maintien fait référence à la durée pendant laquelle la matière plastique fondue est maintenue sous pression de maintien. Un temps de maintien trop long peut introduire des contraintes excessives et allonger les cycles de production, tandis qu'une durée courte peut conduire à des tailles instables et à un rétrécissement.
Le temps de maintien optimal varie en fonction des dimensions du produit ; les articles plus gros ou plus épais nécessitent des durées plus longues. Comprendre et ajuster le temps de maintien de manière appropriée est essentiel pour obtenir les résultats souhaités.
| Type de produit | Temps de conservation suggéré |
|---|---|
| Murs grands/épais | Plus long |
| Parois petites/minces | Plus court |
Température des moisissures : un exercice d’équilibre
La température du moule joue un rôle central dans la détermination de la qualité du produit. Des températures élevées peuvent compliquer le démoulage et provoquer des déformations, tandis que des températures basses peuvent entraîner une mauvaise qualité de surface et une augmentation des contraintes internes.
L'ajustement de la température du moule nécessite de prendre en compte le type de plastique, la forme et la taille du produit. Pour les plastiques cristallins, des températures plus élevées sont généralement préférables ; pour les plastiques amorphes, il est conseillé de réduire la température. Le contrôle de la température du moule 8 est essentiel pour minimiser les défauts et améliorer la qualité de finition.
En examinant ces facteurs de manière critique, les fabricants peuvent atténuer les défis courants liés aux phases de stockage, ce qui conduit à une efficacité améliorée et à des résultats de produits supérieurs.
Une pression de maintien élevée provoque une contrainte excessive.Vrai
Une pression de maintien élevée augmente les contraintes internes, compliquant le démoulage.
La basse température du moule améliore la qualité de la surface.FAUX
Les basses températures du moule peuvent entraîner une mauvaise qualité de surface.
Conclusion
L'optimisation de votre vitesse, pression et température d'injection est essentielle pour améliorer la qualité et l'efficacité du moulage par injection plastique. Prenez ces informations à cœur, expérimentez et regardez votre production s’améliorer !
-
Découvrez comment éviter d'endommager le moule grâce à des réglages de vitesse corrects. : Généralement, à la même vitesse d'injection, une pression d'injection plus élevée améliore la capacité d'écoulement du plastique, améliorant ainsi la précision dimensionnelle… ↩
-
Explorez des stratégies pour optimiser le temps de cycle tout en maintenant la qualité. : Il est important de maintenir un équilibre approprié entre la vitesse d'injection, la pression et le temps de refroidissement pour obtenir un moulage de haute qualité et sans défaut… ↩
-
Apprenez des techniques avancées pour une optimisation efficace de la pression d'injection. : Étapes de l'optimisation du processus de MOULAGE PAR INJECTION · 1. Examen de la fonctionnalité de l'outil · 2. Tests à courte cadence · 3. Études des joints de porte · 4. Évaluation/données d'échantillons de pièces… ↩
-
Découvrez l'impact de la température précise du cylindre sur la viscosité de la matière fondue et la qualité du produit. : Voici les quatre zones de base du cylindre sur une machine de moulage par injection qui doivent être configurées correctement, ainsi que le corps et la pointe de la buse. ↩
-
Découvrez comment la température du moule influence l'état de surface et les niveaux de contrainte. : Dans les polymères amorphes tels que l'ABS et le polycarbonate, des températures de moule plus élevées produisent des niveaux de contrainte de moulage plus faibles et, par conséquent, de meilleurs… ↩
-
Explorez des stratégies pour ajuster les temps de refroidissement afin d'améliorer la cohérence du produit. : Le temps de cycle de moulage par injection ou temps de refroidissement est l'un des principaux facteurs permettant d'améliorer et de maintenir l'efficacité du processus de moulage par injection. ↩
-
Découvrez des stratégies pour définir une pression de maintien optimale lors du moulage. : La pression et la vitesse de maintien sont généralement comprises entre 50 % et 65 % de la pression et de la vitesse d'injection maximales. C'est-à-dire que la pression de maintien est d'env. 0,6 – 0,8… ↩
-
Découvrez pourquoi un contrôle précis de la température du moule est crucial pour la qualité. : Une température stable du moule réduit les fluctuations du retrait au moulage, améliorant ainsi la stabilité dimensionnelle. Pour les plastiques cristallins, à haute moisissure… ↩




