

L'optimisation du système d'échappement d'un moule d'injection est un facteur déterminant pour garantir une production de haute qualité. Mais en quoi cela consiste-t-il exactement ?
Pour optimiser un système d'échappement de moule d'injection, concentrez-vous sur la conception de rainures d'échappement efficaces, l'utilisation des espaces entre les pièces du moule pour la ventilation, l'application de matériaux respirants comme l'acier respirant et l'ajustement des paramètres du processus de moulage par injection afin de réduire les défauts et d'accroître l'efficacité.
Bien que ces étapes fondamentales soient cruciales, la maîtrise du processus d'optimisation implique d'approfondir des techniques avancées et des pratiques de maintenance capables de transformer vos opérations.
La taille de la rainure d'échappement influe sur les performances du moule.Vrai
Un dimensionnement approprié assure une circulation d'air efficace, réduisant les défauts et améliorant la qualité.
- 1. Quels sont les défis courants liés à la ventilation des moules d'injection ?
- 2. Comment la conception des rainures d'échappement influence-t-elle les performances du moule ?
- 3. Pourquoi un entretien régulier est-il crucial pour les systèmes d'échappement ?
- 4. Quel rôle jouent les paramètres de processus dans l'optimisation des gaz d'échappement ?
- 5. Conclusion
Quels sont les défis courants liés à la ventilation des moules d'injection ?
La ventilation des moules d'injection est essentielle pour éliminer l'air et les gaz pendant le processus de moulage. Mais quels sont les obstacles courants rencontrés pour garantir une ventilation efficace ?
Les problèmes courants liés à la ventilation des moules d'injection comprennent une conception inadéquate des rainures d'évacuation, un choix inapproprié des matériaux et des paramètres de processus mal alignés. Pour y remédier, une planification rigoureuse, un entretien régulier et une exécution précise sont indispensables afin de garantir des performances et une qualité optimales du moule.
Comprendre les problèmes de ventilation dans le moulage par injection
L'un des problèmes majeurs du moulage par injection est la gestion d'une ventilation insuffisante. Les rainures d'évacuation mal constituent une source de préoccupation principale. Ces rainures sont essentielles pour permettre l'évacuation de l'air emprisonné, mais des dimensions ou un positionnement incorrects peuvent entraîner la formation de poches d'air, provoquant des défauts tels que des marques de brûlure sur le produit fini.
Outre la conception des rainures, le choix des matériaux, comme l'utilisation acier respirant , est primordial. Ce matériau offre une meilleure perméabilité à l'air, mais sa mise en œuvre exige une attention particulière à la porosité et à la taille des pores afin d'éviter tout problème.
L'impact des paramètres de processus
Un autre défi réside dans les paramètres du procédé de moulage par injection. Une vitesse d'injection inadaptée peut accroître l'incorporation d'air. Le réglage de la vitesse est donc essentiel, mais doit être effectué avec précaution afin d'éviter des problèmes tels qu'un remplissage insuffisant ou des défauts de surface.
De même, l'optimisation de la température du moule et de la pression de maintien peut contribuer à résoudre les problèmes de ventilation. Par exemple, une température de moule plus élevée peut améliorer la fluidité, mais risque également d'entraîner des déformations si elle n'est pas correctement maîtrisée.
Entretien régulier : une nécessité
Enfin, l'entretien du système d'évacuation est essentiel. Des contrôles et un nettoyage réguliers permettent d'éviter les obstructions qui nuisent à l'efficacité de la ventilation. L'air comprimé et les outils de nettoyage appropriés doivent être utilisés pour l'entretien des surfaces et des rainures du moule.
Une compréhension approfondie de ces défis permet une meilleure planification et une meilleure exécution des stratégies de ventilation des moisissures, ce qui conduit en fin de compte à une amélioration de la qualité et de l'efficacité de la production.
Des rainures d'échappement inadéquates provoquent des poches d'air dans les moules.Vrai
Des rainures mal conçues empêchent une bonne évacuation de l'air, ce qui entraîne des défauts.
L'acier respirant élimine tous les problèmes de ventilation liés au moulage.FAUX
Bien que cela améliore la perméabilité, une sélection rigoureuse des matériaux reste nécessaire.
Comment la conception des rainures d'échappement influence-t-elle les performances du moule ?
La conception des rainures d'échappement est un facteur déterminant pour la performance globale d'un moule d'injection. Comprendre leur impact permet d'améliorer considérablement la qualité de la production.
La conception des rainures d'échappement influe sur les performances du moule en optimisant le flux d'air, en réduisant les défauts et en améliorant la qualité des pièces grâce à un positionnement et un dimensionnement précis.
Importance de la conception des rainures d'échappement dans les moules d'injection
Le système d'évacuation des gaz d'un moule d'injection joue un rôle crucial en assurant une évacuation efficace de l'air pendant le processus de moulage. Ceci est essentiel pour éviter les bulles d'air susceptibles d'entraîner des défauts tels que des injections incomplètes, des brûlures ou des déformations du produit fini. Une rainure d'évacuation bien conçue garantit un flux d'air optimal, ce qui influe directement sur l'efficacité du moule et la qualité du produit.
Positionnement stratégique des rainures d'échappement
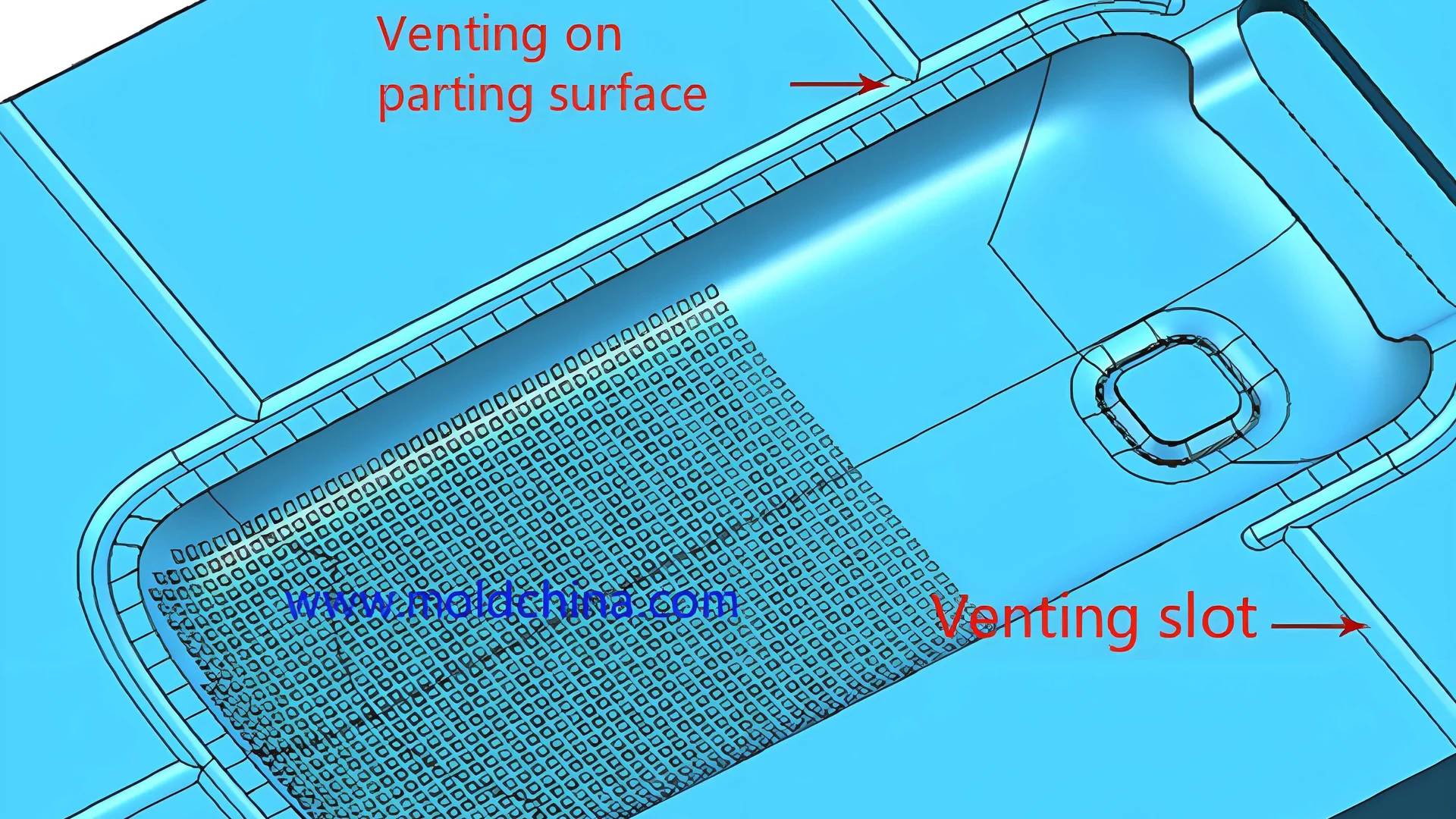
L'un des principaux critères de conception des rainures d'échappement est leur emplacement. Généralement, ces rainures sont positionnées au fond de la cavité, sur la ligne de joint, autour des inserts et à l'extrémité du canal d'évacuation. Ces zones sont sujettes à l'accumulation d'air, ce qui les rend cruciales pour un échappement efficace. Pour les pièces plastiques complexes, un logiciel de simulation permet d'identifier les zones potentielles de piégeage d'air, et ainsi de cibler l'emplacement des rainures.
Optimisation de la taille des rainures d'échappement
La taille de la rainure d'évacuation doit être précisément adaptée au matériau et à la conception du moule. Généralement, la largeur de la rainure varie de 0,025 mm à 0,15 mm, tandis que sa profondeur se situe entre 0,05 mm et 0,15 mm. Les matériaux plus fluides peuvent nécessiter des rainures plus étroites, tandis que ceux moins fluides bénéficieront de rainures plus larges et plus profondes. L'ajustement de ces dimensions garantit l'évacuation de l'air sans compromettre l'intégrité du moule.
| Dimension de la rainure | Gamme |
|---|---|
| Largeur | 0,025 – 0,15 mm |
| Profondeur | 0,05 – 0,15 mm |
Éviter les rainures trop profondes
Une ventilation suffisante est essentielle, mais des rainures d'évacuation trop longues peuvent compliquer le traitement des moules et entraîner une évacuation inefficace. Idéalement, leur longueur ne devrait pas dépasser 50 mm. Pour les grandes surfaces nécessitant une ventilation, il est recommandé de segmenter les rainures.
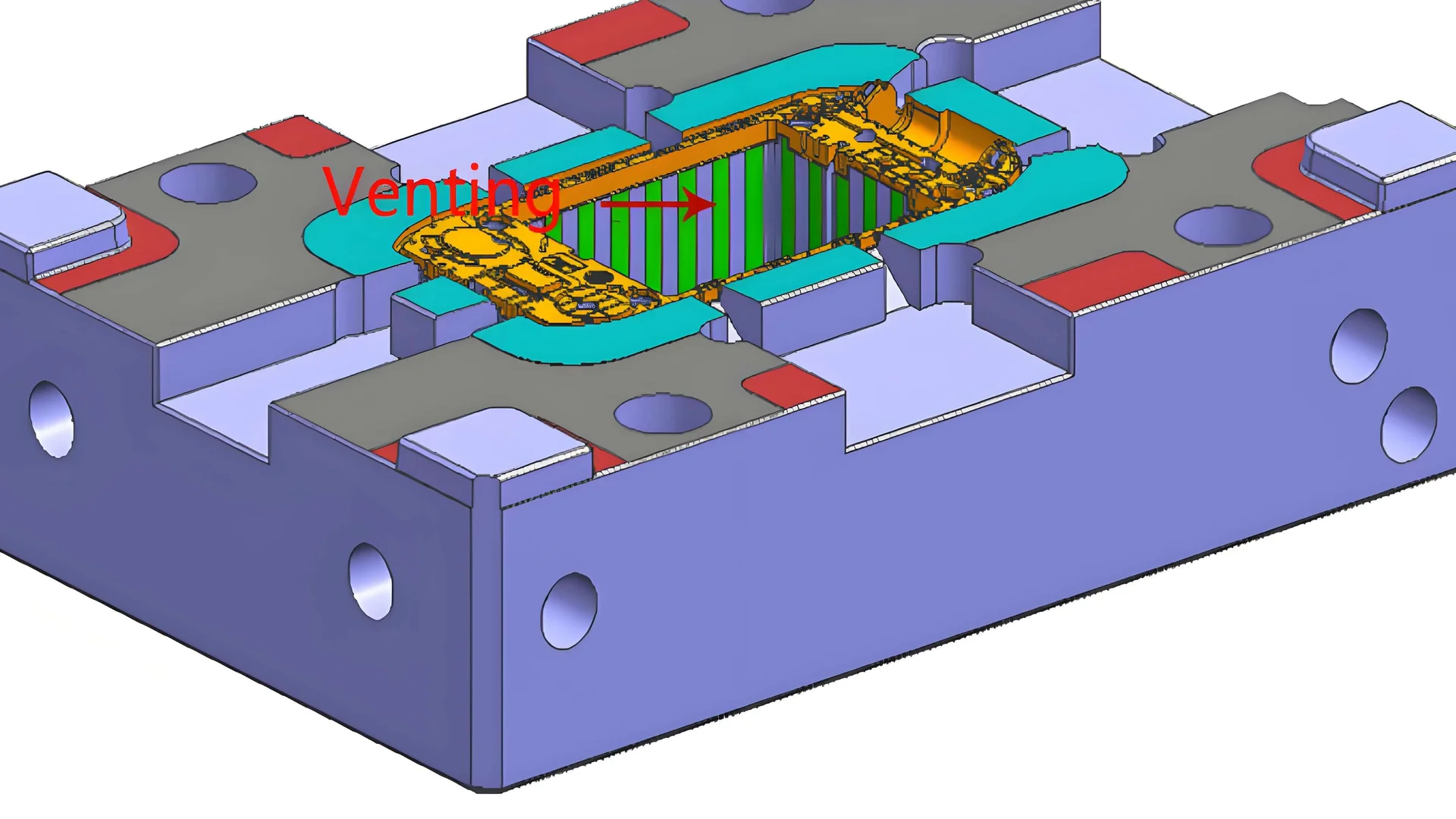
Utilisation des espaces pour l'échappement dans les pièces moulées
Une autre approche novatrice consiste à utiliser les interstices naturels entre les composants du moule comme canaux d'évacuation. Par exemple, augmenter l'écart entre les surfaces de joint (généralement entre 0,02 mm et 0,05 mm) peut faciliter l'évacuation sans provoquer de débordements. Des stratégies similaires s'appliquent aux interstices entre les broches d'éjection et les trous, ou entre les coulisseaux et les glissières.
Tirer parti des matériaux respirants
L'utilisation de matériaux comme l'acier respirant peut également améliorer considérablement l'efficacité de l'évacuation de l'air. Ce matériau poreux permet à l'air de s'échapper tout en préservant l'intégrité structurelle. Son application est particulièrement avantageuse dans les zones où l'emprisonnement d'air pose problème, comme les cavités profondes ou les sections à parois minces des moules.
En combinant une conception stratégique à des matériaux innovants, les fabricants peuvent obtenir des performances de moule supérieures, réduire les défauts et améliorer la qualité des produits grâce à des systèmes d'échappement efficaces.
Les rainures d'évacuation réduisent les défauts de moisissure en optimisant le flux d'air.Vrai
Une conception appropriée des rainures d'échappement assure une expulsion d'air efficace, minimisant ainsi les défauts.
La longueur de la rainure ne doit pas dépasser 100 mm pour un échappement efficace.FAUX
La longueur optimale de la rainure est inférieure à 50 mm afin d'éviter les problèmes de traitement.
Pourquoi un entretien régulier est-il crucial pour les systèmes d'échappement ?
Négliger l'entretien de votre système d'échappement peut entraîner des immobilisations coûteuses et des problèmes de qualité. Découvrez pourquoi un entretien régulier est essentiel.
Un entretien régulier des systèmes d'échappement garantit des performances optimales en prévenant les obstructions, en maintenant la perméabilité à l'air et en améliorant la qualité des produits lors du moulage par injection.

L'importance de prévenir les blocages
L'une des principales raisons pour lesquelles un entretien régulier est crucial pour les systèmes d'échappement est d'éviter les obstructions. Avec le temps, les rainures d'échappement et l'acier respirant peuvent accumuler des débris, tels que de la poussière et de l'huile, ce qui entrave la circulation de l'air. Cette accumulation peut entraîner des défauts dans les produits moulés en raison d'une ventilation inadéquate. En vérifiant régulièrement ces composants, les opérateurs de moules peuvent s'assurer que les canaux d'air restent dégagés, facilitant ainsi une évacuation efficace des gaz pendant le processus de moulage.
Outils de nettoyage
Pour maintenir les conduits d'évacuation dégagés, on peut utiliser des outils comme l'air comprimé et des brosses métalliques en cuivre. Ces outils permettent de déloger et d'éliminer efficacement les dépôts sans endommager la surface du moule.
Maintien de la perméabilité à l'air dans l'acier respirant
L'acier respirant, reconnu pour sa structure poreuse, contribue grandement à l'efficacité du système d'échappement. Toutefois, ses performances peuvent se dégrader si sa perméabilité à l'air n'est pas régulièrement contrôlée. Lors des opérations de maintenance, il est essentiel de vérifier que l'acier respirant conserve sa porosité.
Indicateurs de remplacement
Si l'acier respirant présente des signes de perméabilité réduite, il peut être nécessaire de le remplacer. À défaut, la qualité du produit risque d'être compromise par une évacuation d'air insuffisante.
Améliorer la qualité des produits grâce à un entretien régulier
Un entretien régulier contribue directement à l'amélioration de la qualité des produits. Des systèmes d'échappement bien entretenus minimisent les défauts tels que les bulles d'air et les imperfections sur les pièces moulées. En maintenant la surface du moule propre et exempte d'impuretés, les fabricants garantissent l'intégrité esthétique et structurelle de leurs produits.
Meilleures pratiques pour l'entretien du système d'échappement
- Inspections programmées : Mettre en place un programme de contrôle régulier pour tous les composants du système d’échappement.
- Utilisez des produits de nettoyage appropriés : privilégiez les produits qui n’endommagent pas les surfaces moisies.
- Surveiller les paramètres du processus : s’assurer que des paramètres tels que la vitesse d’injection et la température du moule sont optimisés pour les conditions actuelles.
Ces pratiques permettent non seulement d'améliorer l'efficacité, mais aussi de prolonger la durée de vie du moule lui-même, réduisant ainsi les coûts à long terme liés aux réparations et aux remplacements.
Pour plus d'informations sur l'entretien des surfaces moisies, consultez notre guide sur le nettoyage efficace des surfaces moisies 5 .
Un entretien régulier permet d'éviter les obstructions du système d'échappement.Vrai
Des contrôles réguliers permettent de maintenir les conduits d'air dégagés, assurant ainsi une évacuation efficace des gaz.
L'acier respirant ne nécessite pas de contrôles réguliers.FAUX
L'acier respirant nécessite des contrôles réguliers pour maintenir sa perméabilité à l'air.
Quel rôle jouent les paramètres de processus dans l'optimisation des gaz d'échappement ?
Découvrez comment les paramètres du processus de moulage par injection influencent l'efficacité de l'échappement et la qualité du produit.
Les paramètres du processus, tels que la vitesse d'injection, la température du moule et la pression de maintien, jouent un rôle essentiel dans l'optimisation de l'évacuation des gaz en influençant le flux de matière fondue, l'expulsion des gaz et la réduction des défauts lors du moulage par injection.

Comprendre l'influence de la vitesse d'injection
La vitesse d'injection influe directement sur la rapidité avec laquelle le matériau fondu remplit la cavité du moule. Une vitesse d'injection plus lente (6) permet de minimiser les inclusions d'air en favorisant l'évacuation des gaz par le système d'échappement. Cependant, une vitesse trop faible peut entraîner un remplissage incomplet et compromettre l'intégrité du produit final.
À l'inverse, une vitesse d'injection plus élevée accroît le risque de formation de bulles d'air dans le moule, ce qui peut engendrer des défauts de surface et une baisse de la qualité du produit. L'optimisation de ce paramètre exige une analyse approfondie des propriétés des matériaux et de la complexité de la conception du moule.
L'impact de la température des moisissures sur l'efficacité de l'échappement
La température du moule est cruciale pour déterminer la viscosité du plastique fondu. Une température de moule plus élevée diminue la viscosité du plastique fondu, améliorant ainsi sa fluidité et facilitant l'évacuation des gaz par les rainures d'échappement.
Cependant, des températures excessivement élevées peuvent entraîner une dégradation des matériaux, voire une déformation du produit final. Par conséquent, le réglage optimal de la température du moule est essentiel pour préserver l'intégrité structurelle tout en optimisant l'efficacité de l'évacuation des gaz.
Réglage du temps de maintien et de la pression
L'augmentation du temps de maintien et de la pression permet de prolonger l'état comprimé de la matière fondue, chassant ainsi les gaz résiduels de la cavité. Si une pression plus élevée favorise l'expulsion des gaz, elle peut également engendrer des contraintes internes dans la pièce moulée.
Trouver le juste équilibre entre la pression de maintien et la durée est essentiel pour optimiser les performances d'échappement sans compromettre la durabilité du produit. Cet équilibre varie selon le matériau utilisé et la complexité de la conception du moule.
Études de cas : Applications concrètes
Prenons l'exemple d'un fabricant dont les résultats de production ont été transformés par l'ajustement de ces paramètres. Ce dernier, confronté à des défauts de surface et des porosités fréquents, a constaté qu'une réduction de la vitesse d'injection et une légère augmentation de la température du moule amélioraient considérablement l'efficacité de l'évacuation des gaz. Cet ajustement a permis de réduire les défauts et d'accroître la productivité.
Ces applications concrètes illustrent comment un réglage précis des paramètres de processus peut optimiser les systèmes d'échappement et améliorer les opérations globales de moulage par injection.
Des vitesses d'injection plus lentes réduisent l'incorporation d'air.Vrai
Une vitesse plus lente permet aux gaz de s'échapper, minimisant ainsi les poches d'air.
Une température de moule plus élevée augmente la viscosité du matériau fondu.FAUX
Les températures plus élevées diminuent la viscosité, améliorant ainsi la fluidité du polymère fondu.
Conclusion
En mettant en œuvre ces stratégies d'optimisation, vous pouvez améliorer votre processus de moulage par injection, garantissant ainsi une qualité et une efficacité supérieures. C'est parti !
-
Découvrez comment concevoir des rainures d'échappement efficaces pour prévenir les défauts de moulage : une ouverture correcte de la rainure d'évacuation peut considérablement réduire la pression d'injection, le temps d'injection, le temps de maintien et la pression de serrage. ↩
-
Découvrez comment l'acier respirant améliore la perméabilité à l'air et la qualité des produits : comparé à l'acier plein classique, l'acier respirant pour moules offre également des avantages supplémentaires, notamment une pression d'injection réduite… ↩
-
Analysez l'impact de la vitesse d'injection sur le piégeage d'air et l'efficacité de la purge : en fait, vous ne pourrez probablement pas purger suffisamment l'air et devrez réduire la vitesse d'injection pour que l'air puisse s'évacuer à temps. ↩
-
Découvrez les outils efficaces pour nettoyer et entretenir les surfaces des moules : Les 5 méthodes de nettoyage des moules d’injection : · Nettoyage chimique · Nettoyage par immersion ultrasonique · Nettoyage cryogénique · Nettoyage par projection de particules plastiques souples · Nettoyage laser. ↩
-
Apprenez des méthodes efficaces pour nettoyer les surfaces des moules et éviter les obstructions : un nettoyage régulier des moules d’injection est essentiel pour préserver la qualité des pièces et prolonger leur durée de vie ↩
-
Découvrez comment des vitesses plus lentes contribuent à minimiser les problèmes d'emprisonnement d'air : Vitesse d'injection : Des vitesses d'injection trop rapides ou trop lentes peuvent entraîner divers défauts, tels qu'une mauvaise finition de surface ou un emprisonnement d'air. ↩
-
Découvrez les défauts potentiels liés à des vitesses d'injection excessives : un débit élevé réduit les pertes de chaleur et, en raison de la forte chaleur de cisaillement due au frottement, provoque une augmentation de la température de fusion, ralentissant ainsi l'épaississement… ↩
-
Comprendre comment les ajustements de pression facilitent l'élimination des gaz : une fois le moule rempli, la pression de maintien entre en jeu. Il s'agit d'une pression plus faible appliquée au plastique fondu pour tasser la matière dans le moule… ↩






