

En matière de moulage par injection, le choix du type de point d'injection approprié peut sembler complexe, mais il s'agit d'une décision cruciale qui peut tout changer.
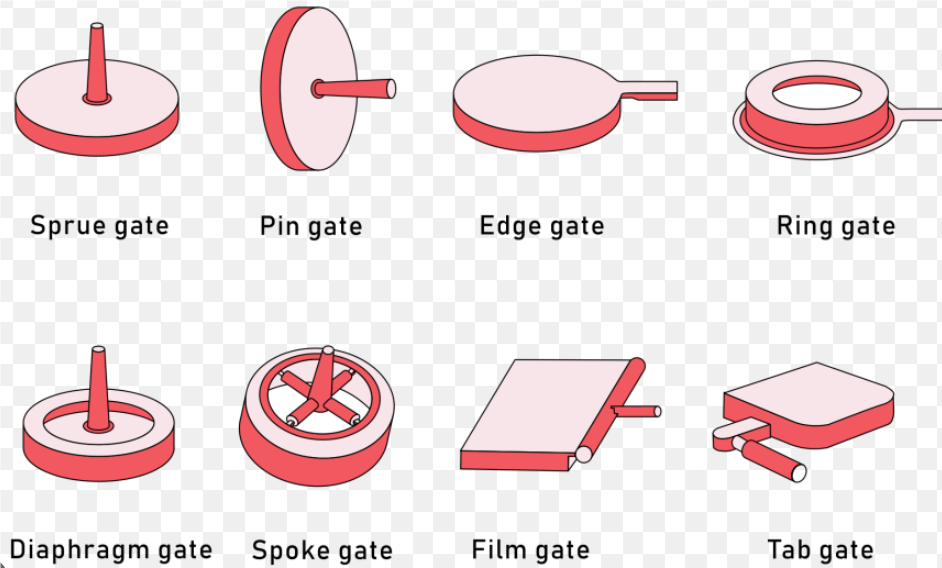
Les différents types d'injection dans les moules, tels que l'injection directe, ponctuelle et latérale, présentent chacun des avantages et des inconvénients spécifiques. Le choix du type approprié dépend de facteurs comme la taille de la pièce, l'épaisseur de paroi, le matériau et les exigences esthétiques.
Comprendre les caractéristiques de chaque type de point d'injection n'est que le point de départ. Le véritable défi consiste à trouver le juste équilibre entre connaissances techniques et application pratique. Examinons de plus près ces différents types de points d'injection et découvrons comment ils peuvent influencer votre processus de moulage.
Les points d'injection directs minimisent les pertes de pression lors du moulage par injection.Vrai
Les vannes directes permettent à la matière plastique fondue de s'écouler directement, minimisant ainsi les pertes de pression.
- 1. Quels sont les avantages et les inconvénients des portes directes ?
- 2. Comment les points de contrôle influencent-ils l'apparence et l'automatisation des produits ?
- 3. Pourquoi choisir une entrée latérale pour les moules multicavités ?
- 4. Quels facteurs doivent guider votre choix de type de portail ?
- 5. Conclusion
Quels sont les avantages et les inconvénients des portes directes ?
Les systèmes d'injection directe jouent un rôle essentiel dans le moulage par injection, offrant des avantages et des défis uniques.
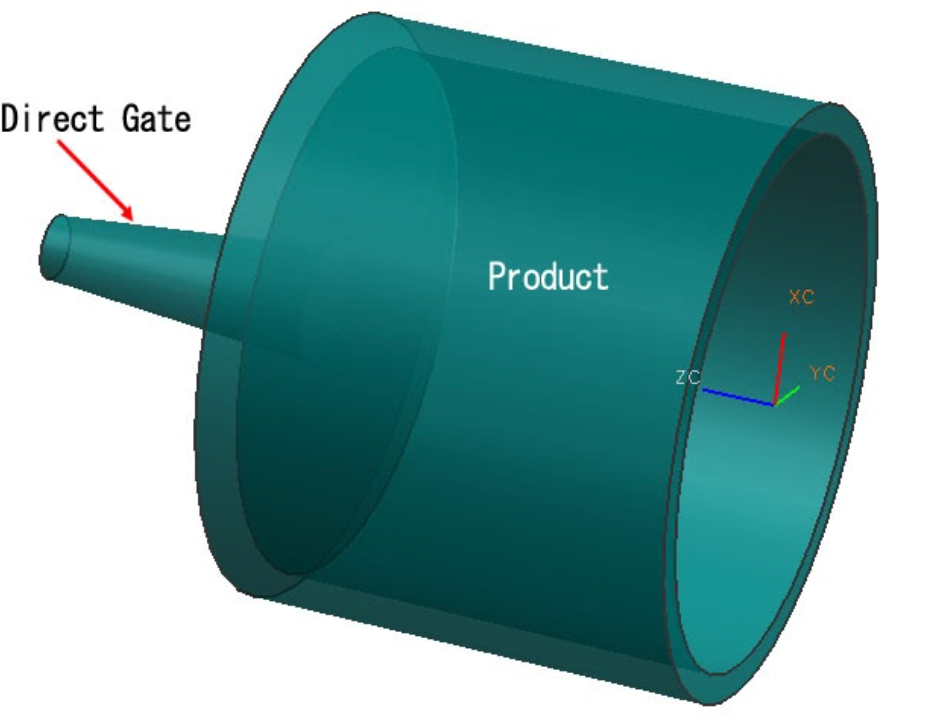
Les systèmes d'injection directe permettent à la matière première fondue de s'écouler directement dans la cavité du moule, minimisant ainsi les pertes de pression et accélérant le processus de moulage. Cependant, ils peuvent laisser des marques d'injection visibles et créer d'importantes contraintes internes, susceptibles d'entraîner des défauts.
Comprendre les portes directes
Les systèmes d'injection directe, également appelés canaux d'alimentation, sont couramment utilisés en moulage par injection¹en raison de leur simplicité et de leur efficacité. Le plastique fondu s'écoule directement dans la cavité, ce qui minimise les pertes de charge et accélère le cycle de production. De ce fait, les systèmes d'injection directe sont particulièrement adaptés à la fabrication de pièces en plastique de grande taille ou à parois épaisses.
Avantages des portes à accès direct
-
Flux optimisé: La conception des buses d’injection directe garantit que le plastique fondu atteigne la cavité avec une résistance minimale. Ce flux optimisé réduit le risque de dégradation du matériau et préserve la qualité du produit final.
-
Transmission de la pression: Grâce à leur forte capacité de maintien de la pression, les points d’injection directs permettent une compensation efficace du retrait. Cette caractéristique est essentielle pour le moulage de pièces à parois épaisses nécessitant une densité uniforme.
-
Structure de moule simple: La conception simple des systèmes d’injection directe facilite la fabrication et la maintenance des moules. Cette simplicité se traduit souvent par une réduction des coûts d’outillage et une mise en production plus rapide.
Inconvénients des portes directes
-
Difficultés d'élimination du point d'injection: L'un des principaux inconvénients réside dans la difficulté à éliminer le point d'injection de la pièce finie. Ceci peut engendrer des marques de point d'injection visibles, ce qui peut s'avérer inacceptable pour des produits de haute qualité esthétique.
-
Concentration de chaleur: La zone proche de la grille a tendance à retenir la chaleur plus longtemps, ce qui peut entraîner un refroidissement lent et des contraintes internes. Ces contraintes peuvent provoquer des défauts tels que des retassures ou des concavités de surface.
Applications et considérations
Lors du choix de grilles d'entrée directes, il est important de bien peser leurs avantages et leurs inconvénients potentiels. Elles sont particulièrement adaptées aux applications où l'esthétique n'est pas un critère essentiel, mais où l'intégrité structurelle est primordiale.
| Avantages | Inconvénients |
|---|---|
| Flux efficace | Dépose de portail difficile |
| forte pression | Concentration de chaleur |
| structure de moule simple | Marques de portail visibles |
En conclusion, bien que les portails directs offrent des avantages considérables en termes d'efficacité et de rentabilité, leur utilisation doit être soigneusement étudiée lorsque l'aspect esthétique est primordial. Pour des conseils détaillés sur le choix du type de portail adapté à votre projet, consultez les critères de sélection desportails².
Les points d'injection directs minimisent les pertes de pression lors du moulage.Vrai
Les vannes directes permettent au plastique de s'écouler directement, réduisant ainsi les pertes de pression.
La concentration de chaleur dans les grilles directes permet un refroidissement plus rapide.FAUX
La chaleur à proximité des grilles directes provoque un refroidissement plus lent, et non plus rapide.
Comment les points de contrôle influencent-ils l'apparence et l'automatisation des produits ?
Découvrez comment les points d'injection améliorent à la fois l'esthétique et l'automatisation des produits moulés par injection.
Les points d'injection améliorent l'aspect du produit en minimisant les marques d'injection et facilitent l'automatisation grâce à leur élimination automatique. Ils sont idéaux pour les moules complexes exigeant une précision esthétique et une production efficace.
Le rôle des points de contrôle dans l'apparence du produit
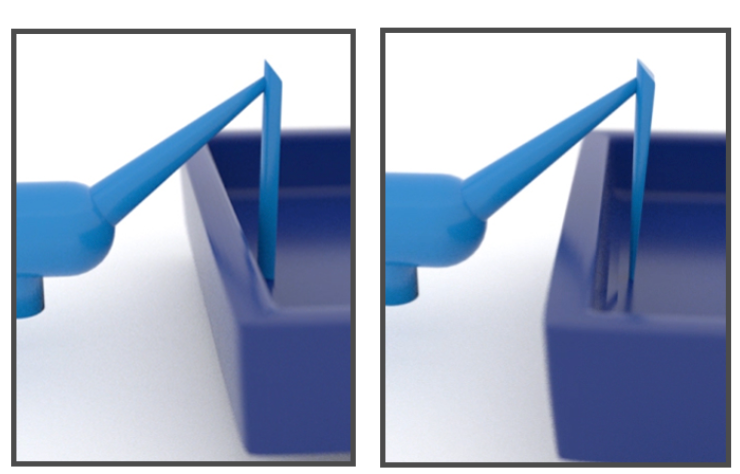
Les points d'injection ponctuels sont réputés pour leur capacité à visiblesmarques sur les produits en plastique. Contrairement aux points d'injection directs, dont le retrait laisse des imperfections notables, les points d'injection ponctuels laissent des traces minimales grâce à leur petite taille et à
leur positionnement stratégique. Ceci est crucial pour les produits où l'apparence est primordiale, tels que l'électronique grand public ou les pièces automobiles. Le positionnement stratégique des points d'injection ponctuels sur les bords ou dans les zones les moins visibles garantit une surface lisse et esthétique. Cet atout les rend particulièrement avantageux pour les produits aux géométries complexes ou aux designs élaborés, où une finition impeccable est essentielle.
Amélioration de l'automatisation grâce aux portillons
Dans le domaine de l'automatisation, les points d'injection offrent des avantages considérables grâce à leur parfaite intégration aux systèmes automatisés. Leur conception permet le retrait automatique du point d'injection à l'ouverture du moule, ce qui représente un gain de temps et une réduction des coûts de main-d'œuvre. Cette caractéristique est particulièrement avantageuse dans les environnements de production à grand volume où l'efficacité et la rapidité sont essentielles.
De plus, leur compatibilité avec les systèmes automatisés réduit l'intervention humaine, limitant ainsi les risques d'erreur et augmentant la productivité globale. Par exemple, dans les industries produisant des composants petits et délicats, comme les dispositifs médicaux, la précision et la régularité offertes par les points d'injection peuvent considérablement améliorer les flux de production.
Applications pratiques et limitations
Malgré leurs avantages, les injections par point d'injection présentent certaines limitations. La nécessité d'une structure de moule à trois plaques peut complexifier la conception du moule et augmenter les coûts de fabrication. De plus, elles engendrent des pertes de charge plus importantes que d'autres types d'injection, ce qui peut affecter le taux de remplissage et l'intégrité du produit final si ces pertes ne sont pas maîtrisées.
Pour atténuer ces difficultés, les ingénieurs doivent trouver un juste équilibre entre la complexité de la conception et l'efficacité de la production. Par exemple, lors de la fabrication produits cylindriquesde, l'utilisation de plusieurs points d'injection permet d'assurer un remplissage uniforme sans compromettre l'intégrité structurelle. De même, pour les pièces à parois minces, l'ajustement de l'épaisseur de paroi autour de la zone d'injection permet de prévenir les fissures et de préserver la durabilité du produit.
Les points d'injection minimisent les marques visibles sur les produits moulés.Vrai
Les points de contrôle sont stratégiquement placés pour laisser un minimum de traces.
Les portes à points d'ancrage augmentent les coûts de main-d'œuvre manuelle en production.FAUX
Les portails à point d'arrêt permettent de réduire les coûts de main-d'œuvre grâce à leur retrait automatique.
Pourquoi choisir une entrée latérale pour les moules multicavités ?
Les injections latérales sont populaires en moulage par injection pour leur flexibilité et leur efficacité, notamment dans les moules multicavités.
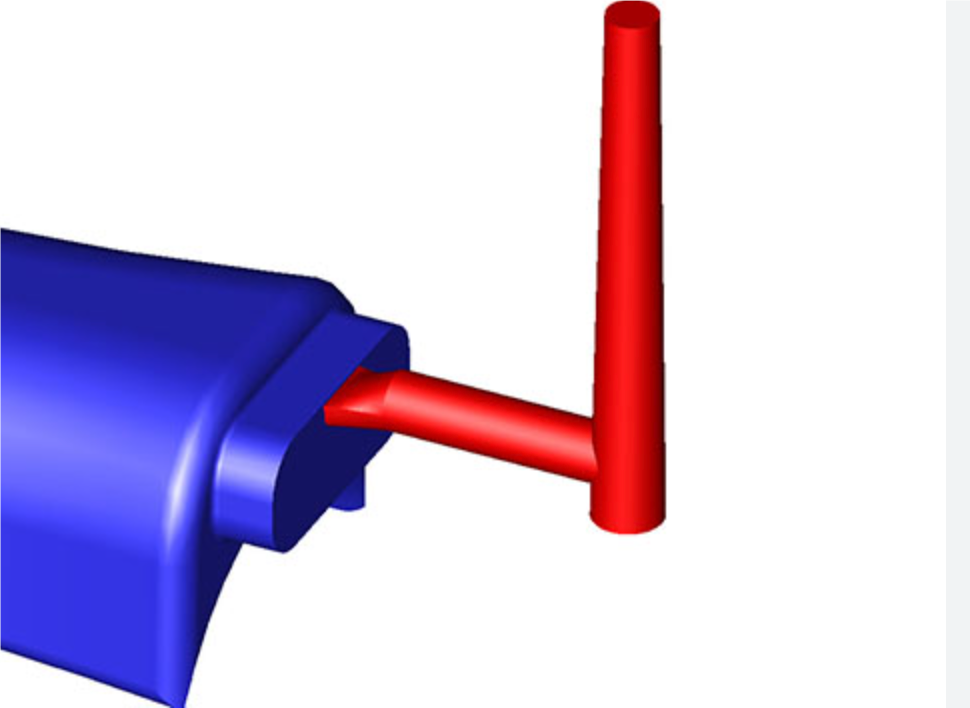
Les systèmes d'injection latérale, reconnus pour leur conception simple et leur fabrication précise, sont idéaux pour les moules multicavités à deux plaques grâce à leur positionnement flexible et à leur démontage aisé. Ils permettent ainsi d'améliorer les conditions de remplissage tout en préservant la rentabilité des processus de fabrication.
Comprendre la polyvalence du portail latéral
L'injection latérale, souvent appelée injection par le bord, est largement privilégiée dans -empreintesmulti pour sa polyvalence et sa facilité d'utilisation. Sa forme simple permet un usinage précis, essentiel pour les moules multi-empreintes exigeant une homogénéité entre les différentes pièces. La flexibilité de positionnement de l'injection renforce encore son attrait, permettant aux fabricants d'optimiser le processus de remplissage en la positionnant stratégiquement pour assurer une répartition homogène du plastique fondu.
Avantages de l'utilisation des portes latérales
1. Positionnement flexible :
L'un des principaux avantages des injections latérales réside dans leur positionnement flexible, particulièrement avantageux pour les moules multicavités. En positionnant l'injection sur le côté de la cavité, les fabricants peuvent facilement ajuster le remplissage afin d'éviter les problèmes courants tels que les lignes de soudure et les bulles d'air. Cette flexibilité est bénéfique non seulement pour la qualité du produit, mais aussi pour l'optimisation des temps de cycle.
2. Facilité de retrait du portail :
Contrairement à d'autres types d'inserts qui peuvent laisser des marques visibles ou nécessiter un post-traitement complexe, les inserts latéraux permettent un démoulage facile avec un minimum de traces. Cette caractéristique est essentielle dans les environnements de production à grand volume où l'efficacité et l'esthétique sont primordiales.
3. Idéal pour les moules à deux plaques :
Les entrées latérales sont particulièrement bien adaptées aux moules à deux plaques, une configuration courante dans le moulage par injection multicavité6. Leur compatibilité avec ce type de moule simplifie le processus de fabrication, réduisant le besoin de mécanismes complexes et améliorant la vitesse de production.
Considérations relatives au choix des portes latérales
Bien que les injections latérales présentent de nombreux avantages, elles ne sont pas sans inconvénients. Des problèmes tels que des marques de soudure ou des creux peuvent apparaître en cas de mauvaise gestion. De plus, la perte de pression d'injection est généralement plus importante qu'avec d'autres types d'injections, ce qui exige une planification et une exécution rigoureuses.
Voici un tableau comparatif rapide récapitulant les portes latérales par rapport aux autres types de portes courants :
| Type de porte | Avantages | Inconvénients |
|---|---|---|
| Porte latérale | Conception simple, positionnement flexible, retrait facile | Présence possible de marques de soudure, perte de pression importante |
| Porte directe | Vitesse d'alimentation rapide, maintien de pression robuste | Démontage difficile du portail, marques évidentes |
| Point Gate | Faibles traces résiduelles, compatible avec l'automatisation | Perte de pression importante, moule complexe nécessaire |
En pesant soigneusement ces facteurs et en consultant des concepteurs de moules expérimentés, les fabricants peuvent prendre des décisions éclairées quant à l'utilisation des injections latérales pour améliorer leurs processus de production.
Les vannes latérales sont idéales pour les moules à deux plaques.Vrai
Les entrées latérales simplifient la fabrication dans les moules à deux plaques, ce qui améliore la rapidité.
Les portières latérales laissent des marques visibles sur les pièces moulées.FAUX
Les portes latérales permettent un retrait facile avec un minimum de traces, contrairement aux autres types.
Quels facteurs doivent guider votre choix de type de portail ?
Le choix du type de porte d'injection approprié est crucial pour obtenir des performances optimales du moule d'injection.
Le choix du type de point d'injection dépend de facteurs tels que la taille de la pièce en plastique, le matériau, l'épaisseur de paroi et les besoins de production. La prise en compte de ces facteurs garantit la compatibilité avec les exigences de moulage et la qualité de produit souhaitée.
Comprendre les spécifications des pièces
Lors du choix d'un type d'injection pour moules, les spécifications de la pièce plastique sont primordiales. Par exemple, les pièces de grande taille ou à parois épaisses bénéficient d'une injection directe (point d'injection7) grâce à une transmission de pression efficace et une mise en forme aisée. À l'inverse, les pièces à parois fines ou complexes peuvent nécessiter une injection indirecte (point d'injection8), qui minimise l'impact sur l'aspect grâce à des marques résiduelles réduites.
Considérations relatives aux matériaux
Les différents plastiques présentent des comportements d'écoulement et des caractéristiques de refroidissement variés. Les matériaux résistants comme PA ) peuvent présenter des difficultés de découpe avec à porte latentebuses , tandis que les matériaux fragiles comme PS ) peuvent se fissurer facilement. Le choix de la buse doit tenir compte de ces propriétés du matériau afin d'éviter les défauts tels que le retrait ou le gauchissement.
| Matériel | Type de portail recommandé | Considérations clés |
|---|---|---|
| Pennsylvanie | Porte directe | Évitez les portes latentes en raison des problèmes de coupe |
| PS | Porte latérale | Prévenir les fissures et assurer un remplissage uniforme |
Production par lots et efficacité des coûts
La production en grande série peut privilégier les systèmes d'injection facilitant l'automatisation, tels que les injections latérales<sup>10</sup>, en raison de leur facilité de démontage et de leurs traces minimales. Le coût joue également un rôle ; des systèmes d'injection plus simples, comme les injections directes ou en éventail, peuvent réduire les dépenses de fabrication.
Exigences esthétiques et structurelles
Pour les pièces où l'aspect est primordial, comme les produits de consommation, l'utilisation d'une entrée d'injection latente11 contribue à maintenir une finition impeccable. Les exigences structurelles influencent également le choix de l'entrée d'injection ; par exemple, les entrées à rayons peuvent améliorer la stabilité du noyau dans les pièces cylindriques.
Compatibilité de la structure du moule
La complexité de la structure du moule est un autre facteur à prendre en compte. Une structure de moule à trois plaques(12) est généralement nécessaire pour les injections ponctuelles, ce qui augmente la complexité et le coût du moule. En revanche, les moules à deux plaques sont compatibles avec les injections latérales ou directes, simplifiant ainsi la conception du moule.
En conclusion, le choix du type de point d'injection approprié implique de concilier les considérations techniques et les besoins pratiques de l'application. En évaluant ces facteurs, les fabricants peuvent optimiser leurs procédés de moulage afin d'obtenir une qualité et une efficacité de production supérieures.
Les vannes directes améliorent l'efficacité de la transmission de la pression.Vrai
Les points d'injection directs transmettent efficacement la pression, facilitant ainsi le moulage.
Les portes latentes sont idéales pour les matériaux résistants comme le PA.FAUX
Les portes latentes posent des difficultés de découpe pour les matériaux durs comme le PA.
Conclusion
Choisir le bon type de portail améliore l'efficacité de la production et la qualité des produits. Prenez le temps d'évaluer soigneusement vos besoins en matière de conception.
-
Découvrez pourquoi les systèmes d'injection directe sont si populaires : ils réduisent les coûts de main-d'œuvre, notamment pour les grandes séries de pièces, et garantissent des temps de cycle plus constants. L'élimination automatique des excédents de matière… ↩
-
Découvrez les critères pour choisir le meilleur type de porte : les portes latérales ne nécessitent pas de résine spécifique, ce qui en fait un choix idéal si vous pouvez simplifier votre conception pour le moulage par injection. ↩
-
Découvrez comment les points d'injection réduisent les marques d'injection pour une meilleure esthétique du produit : ils permettent au plastique fondu de s'écouler dans la cavité par le bas, ce qui peut contribuer à réduire les marques d'injection visibles sur la pièce. ↩
-
Explorez des méthodes pour utiliser efficacement les points d'injection dans les pièces de forme cylindrique : Un point d'injection est un élément essentiel de la conception du moule, servant de point d'entrée pour le plastique fondu dans la cavité du moule ↩
-
Découvrez comment un positionnement flexible améliore l'efficacité du moule : concevoir des pièces symétriques, comme un côté gauche et un côté droit, dans un seul moule peut réduire les coûts des pièces détachées. ↩
-
Découvrez pourquoi les moules à deux plaques conviennent parfaitement aux portes latérales : les moules à deux plaques sont souvent moins coûteux à fabriquer que les moules à plusieurs plaques et leur entretien est également moins onéreux. Ces avantages contribuent à leur popularité… ↩
-
Découvrez comment les points d'injection directs améliorent la transmission de la pression et facilitent le moulage : les points d'injection sont des ouvertures dans les moules qui permettent au plastique fondu de pénétrer dans la cavité tout en contrôlant la direction et le volume du flux. ↩
-
Découvrez comment les points d'injection minimisent les marques résiduelles sur les produits : ils permettent de contrôler le flux de plastique d'assemblage, assurant ainsi un remplissage correct des cavités du moule et minimisant l'apparition de défauts tels que des interstices… ↩
-
Comprendre pourquoi les systèmes d'injection latents peuvent ne pas convenir aux matériaux durs ou cassants : le problème est qu'une fois la pièce éjectée du moule, le canal d'alimentation ou le petit morceau de plastique restant attaché au système d'injection doit être éliminé… ↩
-
Découvrez les avantages de l'automatisation des portillons latéraux : tous nos portails en bois peuvent être adaptés pour être installés en tant que portail coulissant automatisé/électrique, mais ils sont toujours fabriqués et fournis par paire. ↩
-
Découvrez comment les portes latentes contribuent à obtenir une finition impeccable du produit : cet article compare les perspectives des attributs du produit et du comportement du consommateur à travers l’analyse de deux modèles théoriques (comportemental…) ↩
-
Découvrez le rôle des moules à trois plaques avec injection par points : lorsqu’une pièce est trop grande pour un moule à deux plaques, ou lorsqu’il faut de nombreux points d’injection, on utilise un moule à trois plaques. … moulage par injection avec moule à plaques … ↩






