

Le moulage par injection et le rotomoulage sont deux procédés de fabrication de pièces plastiques distincts, chacun présentant des avantages et des applications spécifiques. Bien que tous deux servent à créer des pièces en plastique, ils diffèrent considérablement par leurs méthodes, leurs matériaux et leurs cas d'utilisation idéaux. Cet article propose une comparaison détaillée du moulage par injection et du rotomoulage, abordant leurs définitions, leurs classifications, leurs applications, leurs flux de travail techniques et les considérations pratiques à prendre en compte. Que vous soyez fabricant, concepteur ou ingénieur, comprendre ces différences vous aidera à choisir le procédé le plus adapté à votre projet.
Le moulage par injection injecte du plastique fondu dans un moule sous haute pression pour créer des pièces petites et complexes, tandis que le moulage rotationnel 2 utilise la chaleur et la rotation pour revêtir l'intérieur d'un moule, idéal pour les objets grands et creux.
Le moulage par injection est plus adapté aux grandes pièces creuses.FAUX
Le moulage par injection est en fait plus adapté aux petites pièces complexes, tandis que le rotomoulage est idéal pour les objets volumineux et creux.
Le rotomoulage utilise une haute pression pour façonner le plastique.FAUX
Le moulage rotationnel utilise une basse pression et la rotation, contrairement au moulage par injection qui utilise une haute pression.
- 1. Quelles sont les définitions et classifications clés ?
- 2. Quelles sont les applications typiques de chaque procédé ?
- 3. Quels sont les avantages et les inconvénients de chaque processus ?
- 4. Quels sont les flux de travail techniques pour chaque processus ?
- 5. Quels matériaux sont compatibles avec chaque procédé ?
- 6. Quelles sont les considérations de conception pour chaque processus ?
- 7. Comment choisir entre le moulage par injection et le rotomoulage ?
- 8. Quelles sont les technologies connexes ?
- 9. Conclusion
Quelles sont les définitions et classifications clés ?
Il est essentiel de comprendre les principes fondamentaux et les classifications du moulage par injection et du moulage rotationnel pour saisir leurs différences.

Le moulage par injection, ou moulage par injection de plastique 3 , utilise une haute pression pour injecter du plastique fondu dans un moule, tandis que le moulage rotationnel, également connu sous le nom de rotomoulage, utilise la chaleur et la rotation pour recouvrir un moule de poudre plastique, formant des pièces creuses.
| Aspect | Moulage par injection | Moulage rotationnel |
|---|---|---|
| Processus | haute pression, moule fermé | Moule ouvert à basse pression avec rotation |
| Matériels | Large gamme (ex. PP, ABS, PC, Nylon) | Principalement du polyéthylène, un peu de silicone, de l'ABS |
| Applications4 | Petites pièces complexes (ex. : électronique) | Grandes pièces creuses (ex. : réservoirs, kayaks) |
Moulage par injection
Le moulage par injection est un procédé à haute pression où du plastique fondu est injecté dans un moule fermé. Il est idéal pour la production de petites pièces complexes avec des tolérances serrées. Ce procédé est rapide et efficace pour la production en grande série, mais nécessite des moules coûteux.
Moulage rotationnel
Le rotomoulage consiste à faire tourner un moule rempli de poudre plastique dans un four. Le plastique fond et recouvre l'intérieur du moule, formant ainsi une pièce creuse. Ce procédé est plus lent, mais il excelle dans la fabrication de pièces de grande taille, sans joint apparent et d'épaisseur de paroi uniforme.
Le moulage par injection peut utiliser une gamme de matériaux plus étendue que le rotomoulage.Vrai
Le moulage par injection prend en charge divers thermoplastiques comme le PP, l'ABS et le PC, tandis que le moulage rotationnel est principalement limité au polyéthylène.
Le rotomoulage est plus rapide que le moulage par injection.FAUX
Le moulage rotationnel a des temps de cycle plus longs, souvent jusqu'à 3 heures par pièce, comparé à la production rapide du moulage par injection.
Quelles sont les applications typiques de chaque procédé ?
Le choix entre le moulage par injection et le rotomoulage dépend souvent de la taille, de la complexité et du volume des pièces à produire.
Le moulage par injection est idéal pour les petites pièces complexes comme les composants électroniques et automobiles, tandis que le rotomoulage convient aux objets volumineux et creux tels que les réservoirs et les équipements de jeux.

Applications du moulage par injection
Le moulage par injection est couramment utilisé dans les industries exigeant précision et volumes de production élevés. Voici quelques applications typiques :
-
Électronique : Boîtiers, connecteurs et petits composants.
-
Automobile : Tableaux de bord, pare-chocs et pièces intérieures.
-
Dispositifs médicaux : Boîtiers et articles à usage unique.

Applications du rotomoulage
Le rotomoulage est privilégié pour les grandes pièces creuses nécessitant durabilité et une construction sans joint. Applications courantes :
-
Activités nautiques : kayaks, canoës et pontons.
-
Agriculture : Réservoirs d'eau et de produits chimiques.
-
Loisirs : Équipements de jeux et glacières.
Le moulage par injection est plus adapté à la production en grande série.Vrai
Le moulage par injection permet de produire des milliers de pièces par jour, ce qui le rend idéal pour la fabrication à grande échelle.
Le rotomoulage est uniquement utilisé pour les petites pièces.FAUX
Le rotomoulage est plus adapté aux grandes pièces creuses qu'aux petits objets.
Quels sont les avantages et les inconvénients de chaque processus ?
Les deux procédés présentent des avantages et des inconvénients qui influencent les décisions en fonction du coût, de la vitesse de production 5 et de la flexibilité de conception.

Le moulage par injection offre une production rapide et précise, mais engendre des coûts initiaux élevés, tandis que le moulage rotationnel présente des coûts d'outillage inférieurs, mais des temps de cycle plus longs.
| Aspect | Moulage par injection | Moulage rotationnel |
|---|---|---|
| Avantages | Production rapide, haute précision, formes complexes | Coûts d'outillage réduits, épaisseur de paroi uniforme, construction monobloc |
| Cons | Coûts d'outillage initiaux élevés, moins adapté aux grandes pièces | Cycles de production plus longs, choix de matériaux limités |
Avantages et inconvénients du moulage par injection
-
Avantages : Cycles de production courts, haute précision et capacité à produire des formes complexes.
-
Inconvénients : Coûts élevés de création de moules (plus de 20 semaines) et efficacité moindre pour les grandes pièces.

Avantages et inconvénients du rotomoulage
-
Avantages : Coûts d'outillage réduits, épaisseur de paroi uniforme et pièces de grande taille sans soudure.
-
Inconvénients : Délais de production plus longs et choix de matériaux limité.
Le rotomoulage a des coûts initiaux inférieurs à ceux du moulage par injection.Vrai
Le moulage rotationnel nécessite des moules moins coûteux, ce qui le rend rentable pour les petites séries.
Le moulage par injection est plus adapté aux grandes pièces creuses.FAUX
Le moulage par injection est moins efficace pour les grandes pièces en raison des coûts élevés et des exigences de pression.
Quels sont les flux de travail techniques pour chaque processus ?
Comprendre les flux de travail étape par étape permet de mettre en évidence leurs différences en termes de complexité et de rapidité.
Le moulage par injection consiste à faire fondre des granulés de plastique, à les injecter dans un moule, à les refroidir et à éjecter la pièce, tandis que le moulage rotationnel consiste à remplir un moule de poudre, à chauffer, à faire tourner, à refroidir et à retirer la pièce.

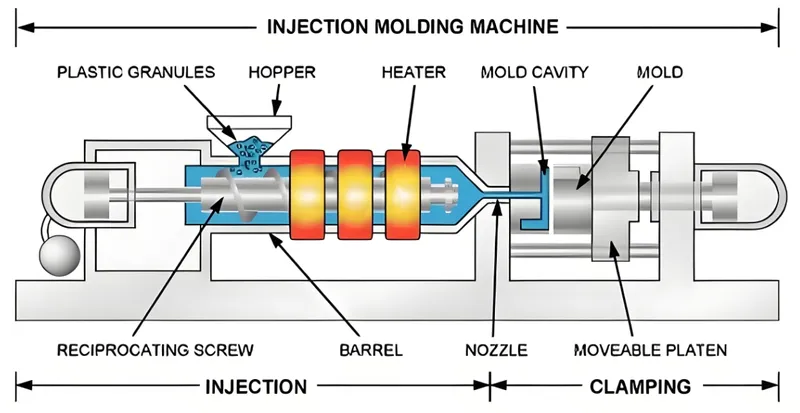
Flux de travail du moulage par injection
-
Alimentation : Des granulés thermoplastiques sont introduits dans une trémie.
-
Fusion : Les granulés sont fondus dans un fût chauffé.
-
Injection : Du plastique fondu est injecté dans un moule sous haute pression.
-
Refroidissement : La pièce refroidit et durcit.
-
Éjection : La pièce finie est éjectée.
Les paramètres clés comprennent la température du moule (par exemple, 100 à 120 °C pour le PP) et la pression de maintien.
Flux de travail du rotomoulage
-
Remplissage : Le moule est rempli de poudre plastique (généralement du polyéthylène).
-
Chauffage et rotation : Le moule est chauffé et mis en rotation pour en revêtir l'intérieur.
-
Refroidissement : Le moule est refroidi pour durcir le plastique.
-
Retrait : La partie solide est retirée.
Les paramètres clés comprennent la vitesse de rotation (environ 8 tr/min) et l'épaisseur de la paroi (0,125 à 0,25 pouces).
Le moulage par injection nécessite une pression élevée pour donner forme au plastique.Vrai
La haute pression assure un remplissage rapide et des détails précis.
Le moulage rotationnel utilise un moule fermé sous haute pression.FAUX
Le rotomoulage utilise un moule ouvert et repose sur la rotation, et non sur la pression.
Quels matériaux sont compatibles avec chaque procédé ?
Le choix des matériaux est crucial dans le choix entre ces procédés.
Le moulage par injection prend en charge une large gamme de thermoplastiques comme le PP, l'ABS et le PC, tandis que le moulage rotationnel est principalement utilisé avec le polyéthylène.

Matériaux de moulage par injection
-
Polypropylène (PP) : Point de fusion 100–120°C.
-
ABS : Point de fusion 100–110°C.
-
Polycarbonate (PC) : Point de fusion ~135°C.
-
Nylon : Point de fusion 120°C.
Matériaux de moulage rotationnel
Principalement du polyéthylène, avec un peu de silicone et d'ABS.
Le moulage rotationnel peut utiliser les mêmes matériaux que le moulage par injection.FAUX
Le moulage par rotation est limité au polyéthylène, contrairement au moulage par injection qui offre une gamme plus étendue.
Le choix des matériaux influe sur la résistance et les propriétés thermiques de la pièce finale.Vrai
Les différents plastiques offrent des résistances et des stabilités thermiques variables.
Quelles sont les considérations de conception pour chaque processus ?
La conception des pièces nécessite de prendre en compte les limitations spécifiques au processus.
Pour le moulage par injection, une épaisseur de paroi uniforme et un système d'alimentation approprié sont essentiels, tandis que le moulage rotationnel nécessite des angles de dépouille et l'évitement des angles vifs.

Liste de contrôle de conception du moulage par injection
-
Assurez-vous d'une épaisseur de paroi uniforme.
-
Concevoir des systèmes de fermeture et de ventilation appropriés.
-
Inclure les angles de dépouille pour l'éjection.
-
Valider avec les mouleurs.
Liste de contrôle de conception du rotomoulage
-
Inclure les angles de dépouille.
-
Maintenir l'épaisseur de la paroi (0,125 à 0,25 pouces).
-
Évitez les angles vifs.
-
Ajouter des marches aux grandes surfaces planes.
L'épaisseur uniforme des parois est importante dans les deux procédés.Vrai
Il assure un refroidissement uniforme et prévient les défauts.
Les angles vifs sont acceptables en rotomoulage.FAUX
Les angles vifs entraînent un revêtement irrégulier et des points faibles.
Comment choisir entre le moulage par injection et le rotomoulage ?
Choisissez le moulage par injection pour les petites pièces complexes produites en grande série, et le rotomoulage pour les grandes pièces creuses produites en plus faible série.

-
Petit et complexe ? → Moulage par injection.
-
Grand et creux ? → Moulage rotationnel.
-
Variété des matériaux ? → Moulage par injection.
-
Faible coût initial ? → Moulage rotationnel.
Le moulage par injection est toujours le meilleur choix pour les pièces en plastique.FAUX
Ce n'est pas idéal pour les grandes pièces creuses.
Le rotomoulage est plus rentable pour les petites séries de production.Vrai
Des coûts d'outillage réduits sont avantageux pour les petites séries.
Les processus connexes comprennent :
-
Moulage par soufflage : Pour les pièces creuses à parois minces.
-
Extrusion : Pour les formes continues.
-
Impression 3D : Pour le prototypage.
Conclusion
Le moulage par injection excelle en termes de précision et de rapidité pour les petites pièces complexes, tandis que le rotomoulage est idéal pour les grandes pièces creuses, avec des coûts d'outillage réduits. En évaluant les besoins de votre projet (dimensions, complexité, volume et budget), vous pourrez choisir le procédé le plus adapté pour un résultat optimal.
-
Explorez ce lien pour comprendre les avantages et les applications du moulage par injection, et enrichir vos connaissances pour prendre de meilleures décisions concernant vos projets. ↩
-
Découvrez les avantages uniques du rotomoulage pour la création de grandes pièces creuses, un facteur crucial pour vos choix de fabrication. ↩
-
Découvrez les spécificités du moulage par injection plastique par rapport aux autres méthodes, ce qui vous permettra de prendre des décisions éclairées en matière de fabrication. ↩
-
Découvrez les diverses applications de ces deux procédés de moulage, ce qui peut vous aider à choisir la méthode la mieux adaptée aux besoins de votre projet. ↩
-
Comprendre l'impact de la vitesse de production sur la fabrication peut améliorer votre prise de décision en matière d'efficacité et de rentabilité. ↩
-
Découvrez les principaux éléments à prendre en compte dans le choix des matériaux afin d'optimiser les performances et la rentabilité des pièces moulées. ↩





