

Vous êtes-vous déjà demandé comment un paramètre apparemment insignifiant comme la contre-pression peut faire toute la différence dans le moulage par injection ?
La contre-pression en moulage par injection désigne la résistance au recul de la vis lors de la plastification. Elle améliore l'homogénéité du matériau, réduit les porosités et contrôle les caractéristiques d'écoulement, influençant ainsi la qualité et les performances du produit.
Mais la contre-pression ne se résume pas à sa définition. Examinons plus en détail son influence sur différents aspects du moulage par injection, du mélange des plastiques à la formation de bulles d'air.
La contre-pression réduit les vides dans le moulage par injection.Vrai
La contre-pression comprime le plastique fondu, expulsant l'air emprisonné et minimisant les vides.
- 1. Quel rôle joue la contre-pression dans le mélange des plastiques ?
- 2. Comment la contre-pression influence-t-elle la formation de vides ?
- 3. De quelle manière la contre-pression affecte-t-elle les caractéristiques d'écoulement ?
- 4. Comment optimiser la contre-pression pour un meilleur moulage par injection ?
- 5. Conclusion
Quel rôle joue la contre-pression dans le mélange des plastiques ?
La contre-pression est un facteur essentiel du mélange des plastiques dans le processus de moulage par injection, influençant la qualité et la consistance du matériau.
La contre-pression améliore le mélange des plastiques en appliquant des forces de cisaillement, ce qui améliore l'homogénéité et la densité, et réduit les défauts tels que les vides et les bulles d'air.
Comprendre la contre-pression dans le mélange des plastiques
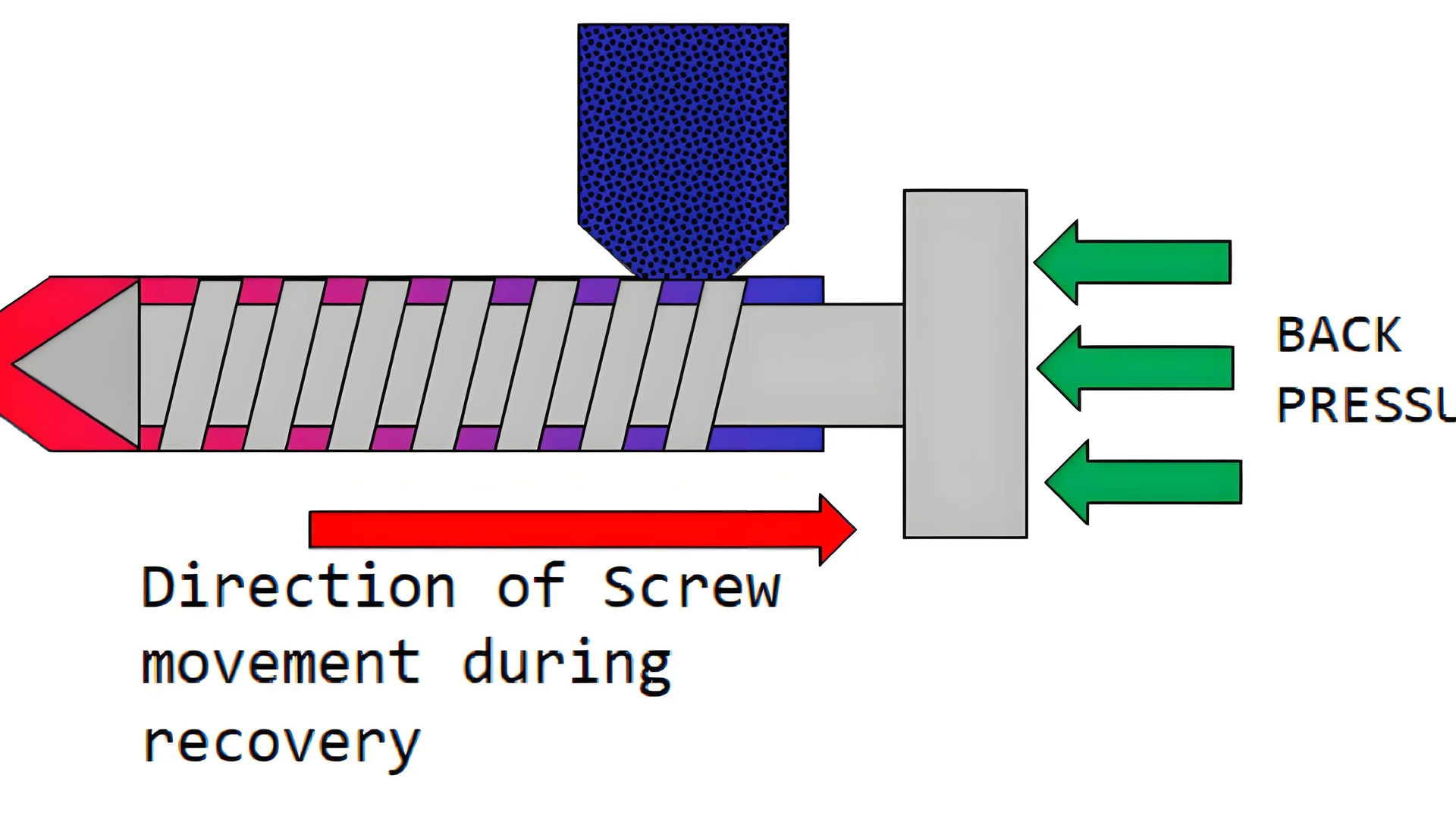
La contre-pression est la résistance rencontrée par la vis lors de son mouvement de recul pendant la phase de plastification du moulage par injection. Cette résistance n'est pas seulement un obstacle mécanique, mais un élément crucial du processus de mélange. En appliquant une contre-pression, la vis exerce des forces de cisaillement supplémentaires sur le plastique fondu. Cette action améliore le mélange et l'homogénéisation du matériau, garantissant ainsi une distribution uniforme des additifs et une intégration homogène des colorants dans l'ensemble du lot.
Amélioration de l'homogénéité des matériaux
L'un des principaux rôles de la contre-pression dans le mélange des plastiques est d'améliorer l'homogénéité du matériau. L'augmentation des forces de cisaillement contribue à désagréger les agglomérats, ce qui permet une fusion plus uniforme. Il en résulte des pièces moulées aux propriétés constantes, réduisant les variations et améliorant la qualité globale du produit.
Amélioration de la densité et réduction des vides
La contre-pression facilite non seulement le mélange, mais contribue également de manière significative à l'augmentation de la densité du produit moulé. En comprimant le plastique fondu, elle expulse l'air emprisonné, réduisant ainsi les vides et minimisant les bulles d'air. Cette compression garantit un produit final solide et sans défauts, ce qui est particulièrement crucial pour les produits exigeant une grande intégrité structurelle.
Contrôle des caractéristiques d'écoulement
Un autre aspect crucial influencé par la contre-pression est le contrôle des caractéristiques d'écoulement. En ajustant la contre-pression, les fabricants peuvent moduler la viscosité du plastique fondu, facilitant ainsi un meilleur écoulement à travers des moules aux géométries complexes. Ce contrôle est essentiel pour obtenir des spécifications dimensionnelles précises et garantir un remplissage correct et sans défaut des formes complexes.
Réglages optimaux de la contre-pression
La détermination des paramètres optimaux de contre-pression exige une analyse approfondie de plusieurs facteurs, notamment le type de matière plastique, la conception du moule et les conditions de transformation. Chacune de ces variables peut influencer considérablement l'effet de la contre-pression sur le mélange et, par conséquent, la qualité du produit final. Les fabricants ont souvent recours à des essais et erreurs ou à des données empiriques pour affiner ces paramètres et obtenir des résultats optimaux.
En comprenant comment la contre-pression influence le mélange des plastiques 1 , les fabricants peuvent améliorer la qualité et les performances des produits, faisant de ce paramètre un élément essentiel des processus de moulage par injection.
La contre-pression réduit les vides dans les pièces en plastique moulées.Vrai
La contre-pression comprime le plastique fondu, chassant l'air et réduisant les vides.
Une contre-pression élevée diminue l'homogénéité du matériau.FAUX
Une forte contre-pression augmente les forces de cisaillement, améliorant ainsi l'homogénéité du matériau.
Comment la contre-pression influence-t-elle la formation de vides ?
La formation de vides est un problème courant en moulage par injection, qui peut compromettre l'intégrité et l'apparence des produits.
La contre-pression minimise les vides en comprimant le plastique fondu, en expulsant l'air emprisonné et en assurant une densité de matériau uniforme pendant le processus de moulage.

Le mécanisme de la contre-pression dans la réduction du vide
La contre-pression est essentielle pour réduire les porosités dans les pièces moulées par injection en améliorant la densification du matériau. Lors du retrait de la vis, celle-ci rencontre une résistance appelée contre-pression, appliquée intentionnellement pour optimiser la qualité du plastique fondu. Cette résistance accroît le cisaillement du plastique, favorisant ainsi un meilleur mélange et une homogénéisation plus homogène.
Cette compression du plastique fondu permet d'expulser l'air emprisonné, principale cause de porosités. En éliminant ces poches d'air, la contre-pression assure un remplissage plus complet et uniforme de la cavité du moule.
Effets sur la densité du matériau
En améliorant la compaction du matériau, la contre-pression accroît également la densité de la pièce moulée. Une densité accrue est directement liée à la réduction des porosités. Une contre-pression plus élevée permet d'obtenir un matériau plus dense, qui remplit chaque recoin du moule, minimisant ainsi les inclusions d'air et les risques de porosités.
Par exemple, dans les conceptions de moules complexes ou lors de l'utilisation de matériaux à viscosité plus élevée, l'ajustement de la contre-pression peut améliorer considérablement la qualité des pièces en garantissant que toutes les zones sont remplies uniformément.
Trouver l'équilibre : le rôle des propriétés des matériaux
Le réglage optimal de la contre-pression dépend souvent de plusieurs facteurs, notamment du type de matériau et de la complexité du moule. Par exemple, les matériaux ayant tendance à retenir l'air peuvent nécessiter des réglages de contre-pression plus élevés pour limiter efficacement la formation de bulles d'air. Cependant, une contre-pression excessive peut engendrer d'autres problèmes, tels qu'un allongement du temps de cycle ou une dégradation potentielle des matériaux sensibles.
Les experts en moulage par injection recommandent d'équilibrer les réglages de contre-pression en effectuant des essais dans diverses conditions afin d'obtenir des résultats optimaux.
En résumé, comprendre l'influence de la contre-pression sur la formation de porosités est essentiel pour produire des pièces moulées par injection sans défaut. En étudiant les caractéristiques des matériaux et en expérimentant différents réglages de pression , les fabricants peuvent optimiser leurs procédés et ainsi améliorer la qualité de leurs produits.
La contre-pression réduit les vides dans le moulage par injection.Vrai
La contre-pression comprime le plastique fondu, expulsant l'air emprisonné et minimisant les vides.
Une contre-pression plus élevée diminue la densité du matériau.FAUX
Une contre-pression plus élevée augmente la densité du matériau en améliorant le compactage.
De quelle manière la contre-pression affecte-t-elle les caractéristiques d'écoulement ?
Comprendre l'influence de la contre-pression sur les caractéristiques d'écoulement est crucial pour obtenir une précision optimale dans le moulage par injection.
La contre-pression influe sur les caractéristiques d'écoulement en contrôlant la viscosité et le débit, permettant un meilleur remplissage des moules complexes et une précision dimensionnelle améliorée.

Le rôle de la contre-pression dans le contrôle de la viscosité
La contre-pression est un facteur essentiel pour contrôler la viscosité du plastique fondu⁴ . En ajustant la contre-pression, les mouleurs peuvent modifier le taux de cisaillement appliqué au matériau plastique. Cet ajustement influe sur la viscosité du plastique, le rendant plus fluide ou plus résistant à l'écoulement. Par exemple, une contre-pression plus élevée augmente généralement le taux de cisaillement, réduisant ainsi la viscosité et permettant au plastique de remplir plus facilement les cavités complexes du moule.
Amélioration du remplissage des moules
Le remplissage efficace du moule est un autre aspect important influencé par la contre-pression. Face à des géométries de moules complexes, il est primordial d'obtenir un flux uniforme et un remplissage complet de la cavité. Une contre-pression correctement ajustée contribue à maintenir un débit constant tout au long du cycle de moulage. Cette constance est essentielle pour prévenir les défauts tels que les injections incomplètes, où certaines parties du moule ne sont pas entièrement remplies.
Précision dimensionnelle et stabilité
La contre-pression contribue à la précision dimensionnelle des pièces moulées. En maîtrisant les caractéristiques d'écoulement, les fabricants garantissent un remplissage homogène du moule par le matériau, ce qui permet d'obtenir des produits plus stables et aux dimensions plus précises. Un débit constant prévient les déformations et les retraits, problèmes fréquents liés à une répartition inégale du matériau dans le moule.
Équilibrer la contre-pression pour des résultats optimaux
Il est essentiel de trouver le bon équilibre dans les réglages de contre-pression. Une contre-pression excessive peut entraîner une augmentation des temps de cycle et de la consommation d'énergie en raison de la force supplémentaire nécessaire pour actionner la vis. À l'inverse, une contre-pression insuffisante peut engendrer un mélange médiocre et des irrégularités de matériau. Par conséquent, il est crucial de bien comprendre les exigences spécifiques de chaque matériau et de chaque conception de moule afin d'optimiser les réglages de contre-pression.
En résumé, la contre-pression influence considérablement les caractéristiques d'écoulement en régulant la viscosité et en assurant un remplissage efficace du moule. Ces effets sont essentiels à la production de pièces moulées par injection de haute qualité et aux dimensions précises.
Une contre-pression plus élevée réduit la viscosité lors du moulage par injection.Vrai
Une contre-pression plus élevée augmente le taux de cisaillement, réduisant la viscosité pour un meilleur remplissage du moule.
Une faible contre-pression permet un écoulement uniforme dans les moules complexes.FAUX
Une contre-pression insuffisante peut entraîner un mauvais mélange et un écoulement irrégulier, et non une uniformité.
Comment optimiser la contre-pression pour un meilleur moulage par injection ?
L'optimisation de la contre-pression en moulage par injection peut améliorer considérablement la qualité et la régularité de vos produits. Découvrez comment ajuster ce paramètre essentiel pour des résultats optimaux.
Pour optimiser la contre-pression en moulage par injection, il convient de l'ajuster en fonction du type de matériau et de la conception du moule. L'équilibre de ces facteurs garantit une meilleure homogénéité du matériau, réduit les défauts et améliore la régularité du produit.

Comprendre les caractéristiques des matériaux
Pour optimiser la contre-pression, le type de plastique utilisé est crucial. Les différents plastiques présentent des viscosités et des caractéristiques d'écoulement variables, ce qui influe sur la contre-pression à appliquer. Par exemple, les matériaux à haute viscosité peuvent nécessiter une contre-pression plus importante pour garantir un mélange et une homogénéisation adéquats. Il est important de consulter les recommandations spécifiques au matériau pour déterminer les paramètres optimaux.
Évaluation de la conception des moules
La conception du moule joue également un rôle important dans la détermination de la contre-pression optimale. Les moules complexes, présentant des détails précis, peuvent nécessiter une contre-pression plus élevée pour garantir un remplissage complet des cavités par le plastique. L'analyse du flux de moulage (5) permet de comprendre l'influence des différents niveaux de contre-pression sur le processus de remplissage, et ainsi d'optimiser les réglages pour des conceptions spécifiques.
Expérimentation et mise au point
Compte tenu de la variabilité des matériaux et des moules, il est souvent nécessaire de procéder à des essais pour déterminer les réglages optimaux de contre-pression. Commencez par les valeurs recommandées par le fabricant et effectuez des ajustements progressifs, en observant l'évolution de la qualité des pièces moulées. Documentez chaque modification et ses résultats afin de développer une approche personnalisée garantissant des résultats de haute qualité de manière constante.
Suivi et retour d'information
La surveillance continue du processus de moulage par injection est essentielle. L'utilisation de capteurs permet de recueillir des données en temps réel sur la contre-pression et ses effets. Ces informations permettent d'ajuster les paramètres de manière dynamique, garantissant ainsi des conditions optimales tout au long de la production. Cette approche minimise les défauts tels que les porosités et améliore la qualité globale du produit.
Formation et développement
la formation du personnel impliqué dans le processus de moulage par injection permet une meilleure optimisation des réglages de contre-pression. Comprendre l'interaction des différents paramètres favorise une prise de décision plus éclairée. Envisagez des ateliers ou des formations axés sur les subtilités de la gestion de la contre-pression en moulage par injection.
Les matériaux à haute viscosité nécessitent une contre-pression plus importante.Vrai
Les matériaux à haute viscosité nécessitent plus de force pour un mélange homogène.
La conception du moule n'affecte pas l'optimisation de la contre-pression.FAUX
Les moules complexes peuvent nécessiter une contre-pression plus élevée pour un remplissage complet.
Conclusion
L'optimisation de la contre-pression est essentielle pour obtenir des produits moulés par injection de haute qualité. En comprenant ses effets, les fabricants peuvent améliorer à la fois la qualité de leurs produits et leur productivité.
-
Explorez en détail les mécanismes par lesquels la contre-pression influence le mélange des plastiques : cela reflète l’augmentation de la densité du polymère fondu sous l’effet de la contre-pression. Dans cet exemple précis, une pression de 600 psi peut être utilisée… ↩
-
Découvrez comment différents matériaux influencent la formation de cavités : les cavités ont tendance à apparaître sur les surfaces des pièces plus épaisses et peuvent se produire lorsque la couche extérieure de la pièce refroidit et se solidifie plus rapidement que la couche intérieure, ce qui peut… ↩
-
Découvrez des techniques efficaces pour régler la contre-pression : en règle générale, la décompression ne doit pas excéder 1,5 fois la course de la bague de retenue. Lorsque la contre-pression augmente, le temps de dévissage de la vis… ↩
-
Comprendre l'impact des réglages de contre-pression sur le contrôle de la viscosité des plastiques : la fusion du matériau et la dispersion de la couleur peuvent être améliorées grâce à des contre-pressions élevées, mais cela augmente également les contraintes sur l'injecteur… ↩
-
Découvrez comment l'analyse du flux de moulage contribue à optimiser la contre-pression : le processus prédictif de l'analyse du flux de moulage permet de déceler les problèmes de conception, d'économiser des ressources, d'effectuer des corrections préventives et d'accélérer le processus global… ↩
-
Explorez les programmes de formation qui permettent d'approfondir votre compréhension des procédés de moulage par injection : L'American Injection Molding (AIM) Institute est un leader mondial en matière d'éducation et de formation pour l'industrie du moulage par injection plastique. ↩






