

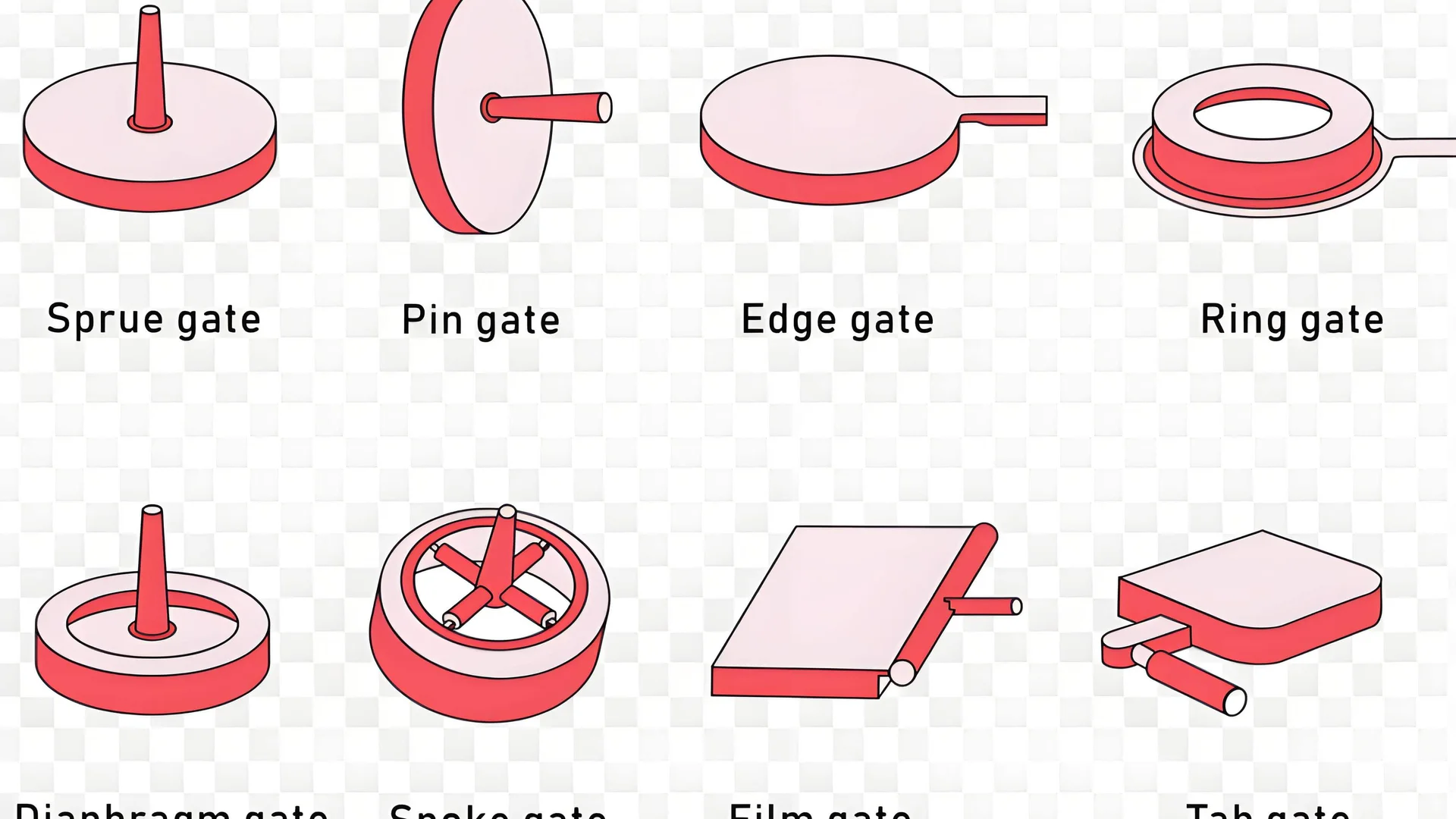
Choisir le bon style de porte dans le moulage par injection revient à trouver la clé idéale qui ouvre la porte à la perfection des objets en plastique.
Le meilleur type de porte affecte la fluidité du plastique. Les plastiques à haute viscosité fonctionnent bien avec les portes à broches. Les matériaux à faible viscosité conviennent aux portes latérales ou aux portes de ventilateur. La forme et la taille du produit comptent beaucoup. Les exigences de qualité influencent également la décision. La dynamique du flux change avec le type de porte. L’intégrité du produit change également.
En tant que concepteur de moules, je me sens souvent perplexe face aux nombreux types de portes pour le moulage par injection. Chaque projet semble avoir ses propres besoins particuliers. Il est important de comprendre comment les différents types de portes affectent l'écoulement de la matière fondue. Ces connaissances contribuent à améliorer l’efficacité de la production. Cela contribue également à améliorer la qualité des produits. Explorons comment ces options répondent aux différents besoins de fabrication.
Les portes à broches réduisent la viscosité des plastiques à haute viscosité.Vrai
Les portes à broches augmentent la chaleur de cisaillement, réduisant ainsi la viscosité de la matière fondue pour un écoulement fluide.
Les portes de ventilateur ne conviennent pas aux grands conteneurs en plastique.FAUX
Les portes en ventilateur répartissent la fonte uniformément, idéales pour les grands récipients comme le polypropylène.
- 1. Comment la viscosité du plastique influence-t-elle la sélection des portes ?
- 2. Quels sont les types de portes idéaux pour les produits à parois minces ?
- 3. Pourquoi le type de porte est-il crucial pour la conception de produits de grande taille ?
- 4. Comment les types de portes affectent-ils l’apparence du produit et les normes de qualité ?
- 5. Conclusion
Comment la viscosité du plastique influence-t-elle la sélection des portes ?
Choisir la bonne porte dans le moulage par injection ressemble à un défi captivant. La viscosité du plastique joue un rôle crucial.
La viscosité du plastique influence le choix de la grille car elle a un impact sur la façon dont la matière fondue se déplace et à quelle vitesse elle se cisaille. Les plastiques à haute viscosité, comme le polycarbonate, utilisent des portes à broches. Les portes à broches fournissent plus de chaleur de cisaillement. Les plastiques à faible viscosité, comme le polyéthylène, bénéficient des portes en éventail. Les grilles de ventilation répartissent le plastique uniformément.
Impact des plastiques à haute viscosité
Les plastiques à haute viscosité comme le polycarbonate 1 et le polyamide résistent à l'écoulement. Imaginez-vous en train de pousser du miel à travers un petit entonnoir. J'ai déjà travaillé sur la conception d'une lentille en polycarbonate. C'était comme une véritable découverte lorsque des portes à broches étaient utilisées. Ces portes fournissaient juste assez de chaleur, améliorant ainsi la fluidité. Ce qui paraissait difficile est devenu une réussite.
| Type de plastique | Porte recommandée |
|---|---|
| Polycarbonate (PC) | Porte à épingles |
| Polyamide (PA) | Porte à broches à canaux chauds |
Considérations sur les plastiques à faible viscosité
Les plastiques à faible viscosité tels que le polyéthylène (PE) et le polypropylène (PP) s'écoulent facilement. Concevoir de grands contenants en plastique était autrefois ma tâche. L’utilisation de portes de ventilateur était la clé. Imaginez guider une rivière lisse dans des canaux ; chaque partie du récipient est parfaitement remplie – pas de précipitation, juste un mouvement fluide.
Influence sur la forme et la taille du produit
La forme et la taille du produit sont comme la confection d'un costume ; tout doit s'adapter. Pour les produits à parois minces , un remplissage rapide est crucial pour éviter les problèmes de refroidissement, c'est pourquoi les portes immergées ou ponctuelles sont d'une grande aide ici. J'ai conçu une fois une coque de téléphone fine, dans laquelle ces portes rendaient le remplissage facile et efficace : aucun problème, juste un remplissage en douceur.
Pour les produits plus gros, de nombreuses portes latérales fonctionnent bien pour éviter les problèmes liés aux longs trajets d'écoulement : pensez à glacer un gros gâteau de manière uniforme afin que chaque partie soit couverte.
Formes complexes et normes de qualité
Les formes complexes nécessitent des choix de portes précis ; les pièces automobiles sont un exemple où les portes ponctuelles à canaux chauds sont mes préférées car elles contrôlent bien la direction de l'écoulement de la matière fondue - imaginez peindre soigneusement une sculpture détaillée.
Pour les produits où l’apparence compte, comme les packs cosmétiques sophistiqués, le choix de la porte d’entrée est vital. Les portes ponctuelles latentes ou à canaux chauds fonctionnent mieux car elles laissent de minuscules marques visibles tout en maintenant des normes de qualité élevées.
Comprendre ces détails m'a montré comment améliorer considérablement la fabrication en alignant le choix du portail sur les besoins en matériaux et en produits : il s'agit de trouver la solution idéale pour chaque défi de conception.
- En savoir plus sur les systèmes à canaux chauds 2 peut être utile pour comprendre leur rôle dans les moules complexes.
- Explorez les meilleures pratiques en matière de moulage par injection 3 pour affiner davantage les processus de conception.
Les plastiques à haute viscosité bénéficient des portes à broches.Vrai
Les portes à broches augmentent la chaleur de cisaillement, améliorant ainsi l'écoulement des plastiques à haute viscosité.
Les portes à ventilateur ne conviennent pas aux gros produits.FAUX
Les grilles de ventilation aident à répartir la fonte uniformément, ce qui est idéal pour les gros produits.
Quels sont les types de portes idéaux pour les produits à parois minces ?
Choisir le type de portail idéal pour les objets à paroi mince semble résoudre un casse-tête complexe. Le bon choix donne d’excellents résultats en matière de moulage par injection. Il est temps d’explorer les meilleurs choix qui offrent définitivement efficacité et qualité pour les merveilles à parois minces.
Les produits à parois minces bénéficient beaucoup des portes immergées et des portes ponctuelles. Ces portes fonctionnent bien pour empêcher la chaleur de s'échapper. Ils permettent également à la fonte de s'écouler très rapidement. Un débit rapide signifie un meilleur remplissage. Peu de défauts se produisent de cette façon. Résultat des finitions élégantes et impeccables.
Pourquoi les produits à parois minces nécessitent une attention particulière
Je me souviens de mon premier projet avec des produits à parois fines. C'était comme essayer d'attraper la foudre. Ces produits refroidissent plus rapidement qu’on ne l’imaginait, ce qui nécessite un remplissage rapide et efficace. Une porte doit les remplir rapidement et uniformément pour éviter des problèmes tels que des tirs courts ou des flexions.
Portails immergés : un choix populaire
J'utilise souvent des portails immergés, notamment pour les étuis de téléphones portables. Ils coupent intelligemment la solidification de la porte lors de l'ouverture du moule, permettant à la matière fondue d'entrer sous un angle, réduisant ainsi les pertes de chaleur.
Avantages :
- Améliore considérablement l’efficacité du remplissage.
- Cache bien les marques de porte.
- Maintient la fluidité de la fonte.
Les portes immergées maintiennent la structure fine des produits à parois minces. C’est une fonctionnalité que j’apprécie pour obtenir des résultats parfaits. Très important.
Portes ponctuelles : augmentation de la chaleur de cisaillement
Les portes ponctuelles sont très utiles pour les plastiques à haute viscosité comme le polycarbonate. Des taux de cisaillement plus élevés créent de la chaleur, réduisant la viscosité et facilitant l'écoulement de la matière fondue.
Avantages :
- Manœuvre facilement les formes délicates.
- Protège la qualité des lames minces.
- Réduit les lignes de soudure gênantes.
Les portes ponctuelles font des merveilles sur les lentilles optiques en polycarbonate 4 . La précision reste intacte. Toujours.
Comparaison des types de portes : un aperçu rapide
| Type de porte | Idéal pour | Avantages clés |
|---|---|---|
| Porte submergée | Refroidissement rapide à paroi fine | Réduit les pertes de chaleur, minimise les marques de porte |
| Porte ponctuelle | Matériaux à haute viscosité | Augmente la chaleur de cisaillement, améliore l'efficacité du flux |
Connaître les avantages uniques de chaque type de portail me permet de choisir celui qui convient le mieux aux besoins en matériaux et en produits. Chaque choix a un impact sur les résultats de production, offrant à la fois efficacité et qualité dans les projets à parois minces. Apprenez-en davantage sur les techniques de moulage par injection 5 pour affiner davantage votre processus.
Les portes à broches conviennent aux plastiques à haute viscosité.Vrai
Les portes à broches augmentent la chaleur de cisaillement, réduisant ainsi la viscosité pour un remplissage fluide de la cavité.
Les portes à ventilateur sont idéales pour les produits à parois minces.FAUX
Les portes immergées ou ponctuelles conviennent mieux au remplissage rapide de parois minces.
Pourquoi le type de porte est-il crucial pour la conception de produits de grande taille ?
Avez-vous déjà réfléchi à la raison pour laquelle le type de porte dans le moulage par injection décide du succès ou de l'échec de votre conception ?
Le type de porte est très important dans la conception de gros produits. Cela affecte la façon dont le matériau se déplace. Cela influence la vitesse de refroidissement. L'apparence de la surface en dépend. Le bon type de portail se remplit de manière optimale. Les défauts diminuent. La qualité du produit devient vraiment bonne.

Comprendre les types de portes et leur impact
Lorsque j’ai commencé à concevoir de gros produits, j’ai rapidement compris à quel point le type de porte dans le moulage par injection était plus qu’un petit détail : il changeait tout. La porte influence la façon dont le plastique fondu entre dans le moule, ce qui affecte la qualité finale du produit. Choisir le bon portail est crucial.
Caractéristiques des matières plastiques
Une fois, j'ai travaillé avec du polycarbonate (PC). C'est un plastique à haute viscosité. Les portes à épingles étaient vraiment importantes. Ils ont augmenté le taux de cisaillement, ce qui a augmenté la température de fusion et abaissé la viscosité. Cela était très important lors de la création de formes complexes comme des lentilles optiques. Dans un autre projet, l'utilisation du polypropylène (PP) pour les grands conteneurs était différente. C'est un plastique à faible viscosité. Les portes latérales ou en éventail sont proposées en plastique fluide, se remplissant uniformément sans défauts.
| Type de plastique | Type de porte suggéré |
|---|---|
| Haute viscosité | Porte à épingles |
| Faible viscosité | Porte latérale/ventilatrice |
Considérations sur la forme et la taille
Produits à parois minces : Les produits à parois minces nécessitent un refroidissement et un remplissage rapides. J'ai déjà conçu des étuis pour téléphones portables où les portes immergées étaient idéales, car elles arrêtaient la solidification lors de l'ouverture du moule.
Gros produits : pour les articles plus gros tels que les palettes, il était important de répartir la matière fondue uniformément, grâce à plusieurs portes latérales.
Formes complexes : Les formes complexes nécessitent des soins supplémentaires. Les portes ponctuelles à canaux chauds se sont révélées excellentes dans les pièces automobiles avec des conceptions détaillées. Ces portes contrôlaient le flux avec précision.
Normes d’apparence et de qualité
J'ai manipulé des produits très esthétiques comme des emballages cosmétiques de luxe. Les portails latents se sont avérés salvateurs en minimisant les marques visibles et en améliorant l’attrait visuel.
Pour les composants exigeant une qualité élevée, un écoulement de matière fondu constant est essentiel. Les portes à ventilateur ou les portes ponctuelles à canaux chauds ont contribué à réduire les contraintes internes et les marques de soudure.
| Critères | Portes recommandées |
|---|---|
| Apparence | Porte latente |
| Normes de qualité | Portail Pin-Point pour ventilateur/canal chaud |
Implications et stratégies de conception
En réfléchissant à des projets antérieurs, je vois l'importance de comprendre l'impact des différents types de portes sur l'efficacité et la qualité de la production. L'utilisation de systèmes à canaux chauds 6 , par exemple, a amélioré la productivité en réduisant les temps de cycle et les déchets.
Les choix concernant les types de portails doivent correspondre aux besoins de conception du produit 7 , en tenant compte de la complexité et des objectifs visuels. Une planification minutieuse de la conception du portail m'a permis d'éviter des problèmes potentiels lors de la production de masse.
Les portes à broches augmentent la température de fusion pour les plastiques à haute viscosité.Vrai
Les portes à broches génèrent de la chaleur de cisaillement, augmentant la température de fusion pour réduire la viscosité.
Les vannes à ventilateur ne conviennent pas aux produits à parois minces.FAUX
Les portes en éventail peuvent répartir la fonte uniformément, mais les portes immergées ou ponctuelles sont meilleures.
Comment les types de portes affectent-ils l’apparence du produit et les normes de qualité ?
Avez-vous déjà réfléchi à la façon dont le choix du bon point d'entrée dans le moulage par injection affecte la qualité et l'apparence de votre produit ?
Différents types de portes, telles que les portes à broches et les portes à ventilateur, jouent un rôle important dans le moulage. Ils dirigent la manière dont le matériau se déplace. Ce contrôle du flux a un impact sur la surface et la résistance du produit. Le bon choix de porte répartit le matériau uniformément. Ce choix réduit les marques visibles. Les normes de qualité élevées restent intactes.

Comprendre les différents types de portes
J'ai passé de nombreuses heures dans l'atelier, observant comment de minuscules ajustements dans le processus de moulage par injection modifient considérablement le produit final. Le type de portail choisi est très important. Pour les plastiques épais comme le polycarbonate (PC) et le polyamide (PA), je préfère les portes à broches ou les portes à broches à canaux chauds. Ils provoquent un taux de cisaillement plus élevé, permettant au plastique de se déplacer en douceur. C'était comme lorsque je fabriquais des verres en polycarbonate pour des lunettes de luxe. Chaque objectif était parfait.
Pour les plastiques plus souples comme le polyéthylène (PE) et le polypropylène (PP), les portes latérales ou les portes en éventail conviennent. C'est comme si vous versiez du sirop : s'il est trop rapide, il se renverse. Les vannes à ventilateur aident à gérer le flux, garantissant que chaque grand conteneur en polypropylène se remplit uniformément sans problème.
Considérations sur la forme et la taille
La conception de produits à parois minces nécessite de la rapidité. Imaginez remplir une fine coque de téléphone portable avec du plastique chaud ; le temps est limité avant le refroidissement. Les portes immergées ou les portes ponctuelles sont fiables pour garantir un remplissage rapide et efficace.
Pour les objets plus gros comme les grandes palettes en plastique, les portes en éventail ou les portes latérales multiples sont efficaces. J'ai été confronté à un grand projet où chaque recoin devait être parfait. Ces portes ont été une bouée de sauvetage, remplissant chaque partie de manière égale.
Répondre aux exigences d’apparence et de qualité
Je ne fais jamais de compromis sur l’apparence dans mon travail. J'ai découvert que pour les besoins hautement esthétiques, comme les bouteilles de cosmétiques de luxe, les portes latentes ou les portes ponctuelles à canaux chauds sont les meilleures – elles minimisent les marques de porte visibles.
La précision est très importante, en particulier pour les boîtiers électroniques où les moindres détails comptent. Les vannes à ventilateur ou les vannes ponctuelles à canaux chauds maintiennent un débit constant. Cela réduit les contraintes internes et évite les défauts tels que les marques de soudure, gardant ainsi les produits excellents.
Tableau de référence rapide : types de portes
| Type de produit | Porte recommandée |
|---|---|
| Plastiques à haute viscosité | Portes à broches |
| Plastiques à faible viscosité | Portails latéraux/ventilateurs |
| Produits à parois minces | Portes immergées/pin-point |
| Gros produits | Ventilateur/portes latérales multiples |
| Produits de forme complexe | Point d'épingle/anneau à canaux chauds |
| Exigences d'apparence élevées | Point d'identification latent/canal chaud |
Choisir le bon portail n'est pas seulement technique, c'est comme de l'art. Il s'agit d'équilibrer l'apparence et la fonctionnalité. Chaque choix que je fais façonne un produit qui répond à des normes élevées et qui est attrayant.
Les portes à broches réduisent la viscosité des plastiques à haute viscosité.Vrai
Les portes à broches augmentent la chaleur de cisaillement, réduisant ainsi la viscosité pour une entrée plus douce dans la cavité.
Les portes à ventilateur sont idéales pour les produits à parois minces.FAUX
Les portes immergées ou ponctuelles conviennent mieux au remplissage rapide de parois minces.
Conclusion
Choisir le bon type de porte dans le moulage par injection est crucial pour optimiser la fluidité de la fonte du plastique, affectant la qualité et l'efficacité du produit en fonction de la viscosité du matériau et des exigences de conception.
-
Découvrez comment les portes à broches améliorent la fluidité dans la production de lentilles en polycarbonate. ↩
-
Découvrez comment les systèmes à canaux chauds gèrent un débit précis dans des moules complexes. ↩
-
Explorez des stratégies complètes pour optimiser les processus de moulage par injection. ↩
-
Découvrez des informations détaillées sur l'utilisation de portes ponctuelles pour le moulage de lentilles optiques, améliorant ainsi votre compréhension de la sélection efficace des portes. ↩
-
Obtenez une compréhension plus approfondie des diverses techniques de moulage par injection qui peuvent optimiser la fabrication de produits à parois minces. ↩
-
L'exploration des systèmes à canaux chauds offre des informations sur l'amélioration de l'efficacité de la production en réduisant le temps de cycle. ↩
-
La connaissance des exigences de conception aide à choisir les types de portes adaptés à la complexité et à l’esthétique du produit. ↩




