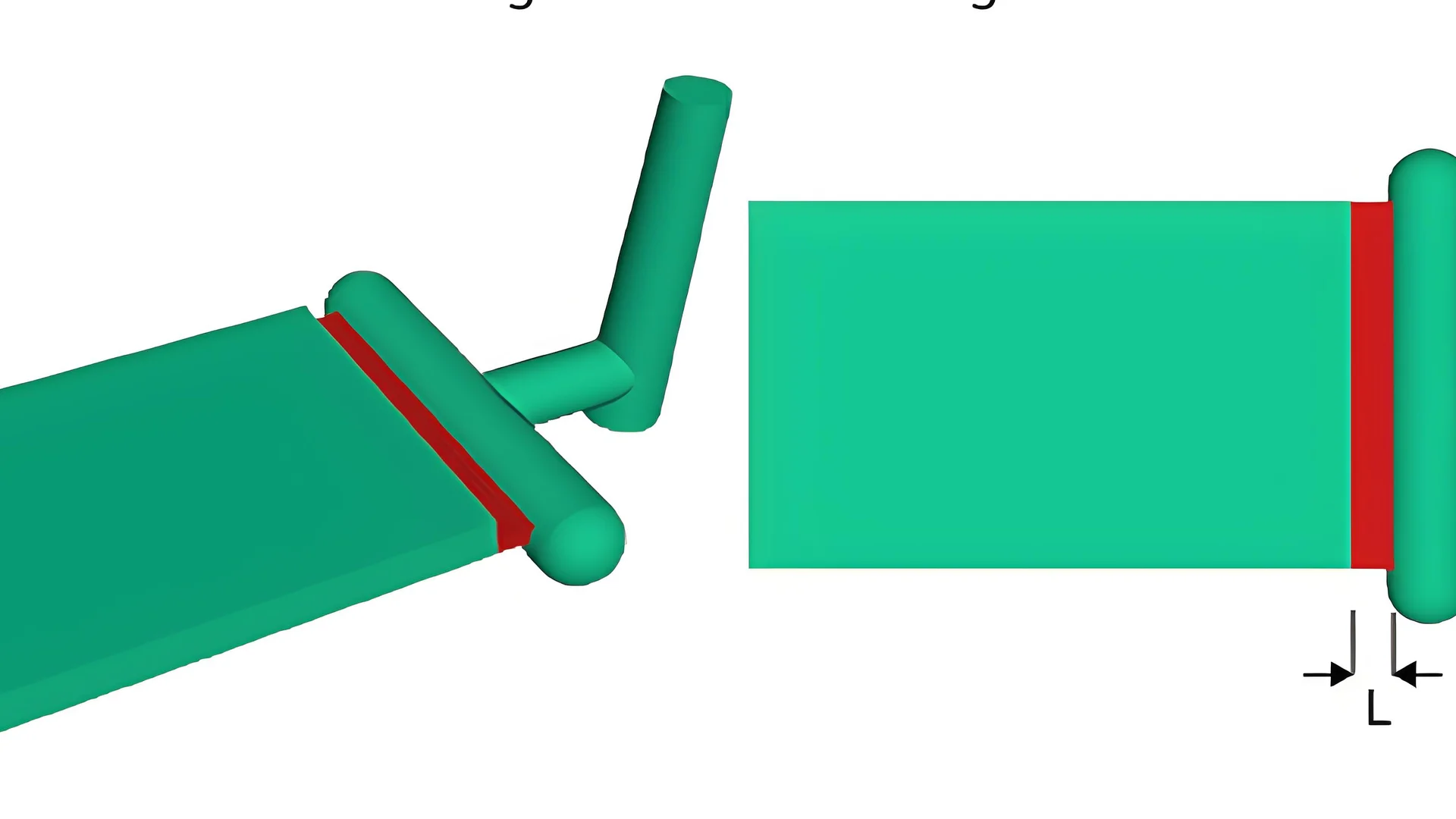
Dans le domaine du moulage par injection, j'ai appris que la largeur d'injection du film a un impact considérable sur la qualité et l'efficacité du produit. Une largeur correcte est primordiale.
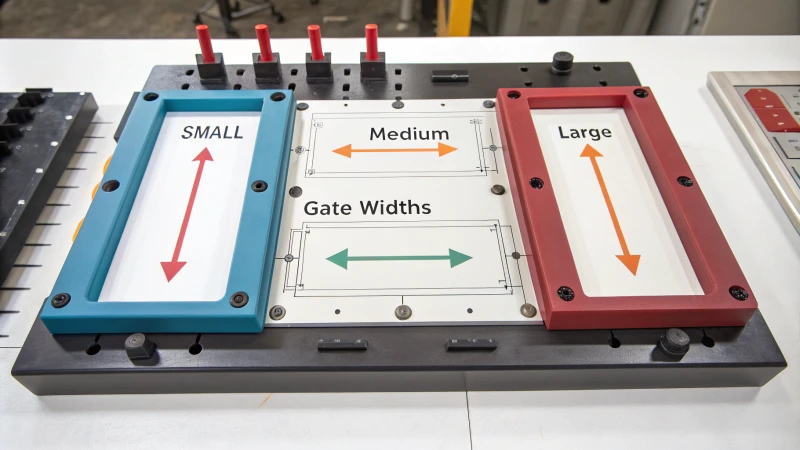
Pour déterminer la largeur d'entrée du film, il est essentiel de prendre en compte la taille du produit et l'épaisseur de sa paroi. Les petits produits nécessitent une largeur d'entrée représentant 50 % à 100 % de leur largeur. Les produits moyens requièrent une largeur comprise entre 30 % et 70 %. Enfin, les grands produits requièrent généralement une largeur de 20 % à 50 %. Cette valeur dépend de l'épaisseur de la paroi, qui est un facteur important.
Comprendre ces directives a transformé ma façon d'améliorer la conception des moules et les résultats de production. Je souhaite partager ces points importants et les idées supplémentaires que j'ai acquises au fil du temps. Elles vous aideront à perfectionner votre méthode. Les paramètres doivent être ajustés, que vous travailliez avec une petite carte en plastique ou une grande pièce automobile. Un réglage précis de ces paramètres permet d'éviter les problèmes ultérieurs. Ces connaissances sont précieuses. Ces plages de valeurs sont essentielles. Elles m'ont été utiles. Elles vous aideront probablement aussi à obtenir une production plus fluide.
Les petits produits nécessitent une largeur de porte représentant 50 % à 100 % de leur largeur.Vrai
Pour les petits produits, la largeur de porte recommandée est de 50 % à 100 %.
Les produits de grande taille nécessitent une largeur de porte de 70 % à 100 %.FAUX
Les produits de grande taille nécessitent une largeur de porte de 20 % à 50 %, et non de 70 % à 100 %.
- 1. Comment la taille du produit influence-t-elle la largeur du portail ?
- 2. Pourquoi l'épaisseur des parois est-elle cruciale dans la conception des portails ?
- 3. Quelles sont les erreurs courantes dans le choix de la largeur du portail ?
- 4. Comment les outils de conception de moules peuvent-ils contribuer à optimiser la largeur de la porte d'injection ?
- 5. Conclusion
Comment la taille du produit influence-t-elle la largeur du portail ?
Je me souviens de ma première expérience avec le moulage par injection. J'avais l'impression d'être dans un labyrinthe de détails techniques et de choix importants. En creusant un peu, j'ai compris quelque chose : la taille de la pièce détermine entièrement la largeur de l'orifice d'injection. C'est vraiment le secret d'un moulage parfait.
La taille du produit joue un rôle primordial dans le moulage par injection. Les pièces moulées nécessitent des largeurs d'injection spécifiques. Les petites pièces peuvent nécessiter une largeur d'injection égale à la moitié, voire à la totalité, de leur taille. Les pièces de taille moyenne bénéficient généralement d'une largeur d'injection comprise entre 30 % et 70 % de leur largeur. Les grandes pièces requièrent une largeur d'injection plus étroite, généralement de 20 % à 50 %, afin de favoriser un flux équilibré. La résistance structurelle est absolument essentielle.
Influence de la taille du produit sur la largeur du portail
Quand j'ai commencé à travailler avec les moules d'injection, j'avais l'impression de résoudre un casse-tête. Un jour, j'ai compris l'importance de la taille du produit pour déterminer la largeur des points d'injection des cartes en plastique. Pour les petits objets, une largeur comprise entre 50 % et 100 % de la largeur du produit donnait d'excellents résultats. Ce simple changement permettait une répartition homogène et régulière de la matière. C'était incroyable !
| Taille du produit | Largeur de portail recommandée |
|---|---|
| Petit | 50% – 100% |
| Moyen | 30% – 70% |
| Grand | 20% – 50% |
Les pièces de taille moyenne, comme les panneaux, nécessitaient des largeurs de coulée différentes. Une largeur de coulée de 30 % à 70 % s'avérait très efficace, en équilibrant le flux de matière fondue. Le flux n'était ni trop rapide ni trop lent, ce qui réduisait les défauts tels que les marques de retrait¹ . Les grandes pièces automobiles exigeaient une approche différente : une largeur de coulée réduite, d'environ 20 % à 50 %, était optimale. Une planification rigoureuse était indispensable pour maîtriser les coûts et la complexité du moule.
Impact sur la conception des moules
Le choix de la largeur de l'entrée de coulée influe sur la conception et le fonctionnement du moule. Des entrées plus petites simplifient le moule et sont idéales lorsque le temps est compté. À l'inverse, des entrées plus larges nécessitent une structure de moule plus robuste pour supporter un débit plus important.
Les techniques de moulage par injection 2 aident les concepteurs à maintenir une qualité élevée et à réduire les coûts de production.
Considérations relatives à l'épaisseur des parois
J'ai déjà conçu des produits à parois minces nécessitant une entrée de fluide plus large pour un remplissage rapide des cavités. Les parois minces exigent une action rapide, voire instantanée, pour éviter les marques de soudure ou un remplissage insuffisant. À l'inverse, les parois épaisses requièrent une entrée de fluide plus étroite ; une vitesse d'entrée lente prévient les défauts tels que les vides internes.
En moulage par injection, les calculateurs de conception de points d'injection 3 offrent des dimensions précises pour de bons résultats.
Les petits produits nécessitent une largeur de porte de 50 % à 100 %.Vrai
Les produits de petite taille nécessitent des buses plus larges pour une répartition uniforme de la matière fondue.
Les produits de grande taille utilisent des portails représentant plus de 70 % de leur largeur.FAUX
Les produits de grande taille nécessitent des portes ne représentant que 20 % à 50 % de leur largeur.
Pourquoi l'épaisseur des parois est-elle cruciale dans la conception des portails ?
Imaginez la création d'un produit où quelques millimètres suffisent à déterminer son succès ou son échec. L'épaisseur des parois dans la conception des portails est extrêmement importante. Elle compte vraiment.
L'épaisseur de paroi est un paramètre crucial dans la conception de la zone d'injection. Elle détermine le débit de matière fondue, le temps de refroidissement et la résistance du produit. Une épaisseur adéquate assure une répartition uniforme du matériau et réduit les défauts. C'est un facteur déterminant.
Comprendre l'épaisseur des parois en moulage par injection
Dès mes débuts dans le moulage par injection, l'épaisseur des parois m'est apparue comme un facteur primordial. Elle constitue la base de tout le processus, influençant tout, de la fluidité de la matière fondue à la qualité finale du produit.
Impact sur l'écoulement de fusion
L'un des projets consistait à concevoir des produits à parois minces . Leur fabrication était complexe, avec une épaisseur inférieure à 1,5 mm. L'absence d'une large entrée d'air posait problème. Remplir rapidement et uniformément le 4 s'avérait très difficile. C'est par tâtonnements que nous avons trouvé la solution, réduisant ainsi les défauts tels que les marques de soudure.
Considérations relatives au temps de refroidissement
Les produits à paroi moyenne ont une épaisseur de 1,5 à 3 mm. Ils représentent un compromis idéal en moulage par injection : ni trop fins, ni trop épais. Le réglage de la largeur du point d'injection est crucial pour maîtriser le flux de matière fondue et éviter les problèmes de retrait ou de déformation ; un équilibre est donc nécessaire. Cela requiert à la fois de l'expérience et parfois de l'intuition.
| Type de produit | Épaisseur de paroi | Largeur de portail recommandée |
|---|---|---|
| Paroi mince | < 1,5 mm | 40 % à 80 % de la largeur du produit |
| Mur moyen | 1,5-3 mm | 30 % à 60 % de la largeur du produit |
| Paroi épaisse | > 3 mm | 20 % à 50 % de la largeur du produit |
Intégrité structurelle
Les produits à parois épaisses nécessitent une répartition précise des contraintes. Une porte étroite permet de contrôler la vitesse d'entrée, un facteur essentiel pour éviter les cavités internes susceptibles de nuire à la résistance structurelle.
Corrélation entre la taille du produit et la largeur du portail
La taille est importante lors de la conception de petits objets comme des pièces en plastique compactes ; une large entrée d'injection permet de remplir rapidement les petits espaces. Mais pour les grandes pièces comme les pièces automobiles, la largeur de l'entrée d'injection devient cruciale pour un équilibre parfait entre la structure du moule et le flux d'injection.
Ces leçons m'ont permis de comprendre l'importance de l'épaisseur des parois et de constater comment cette compréhension peut réellement améliorer la fonctionnalité de la conception et l'efficacité de la production. Grâce à ces connaissances, j'ai pu optimiser avec succès les processus de moulage par injection à chaque fois.
Des parois plus épaisses réduisent le risque de marques de soudure.FAUX
Des parois plus épaisses ne réduisent pas forcément directement les marques de soudure ; des parois minces avec des points d’entrée plus larges y contribuent.
Les produits à paroi moyenne présentent des taux de refroidissement équilibrés.Vrai
L'épaisseur moyenne des parois assure un équilibre entre fluidité et refroidissement, réduisant ainsi les défauts.
Quelles sont les erreurs courantes dans le choix de la largeur du portail ?
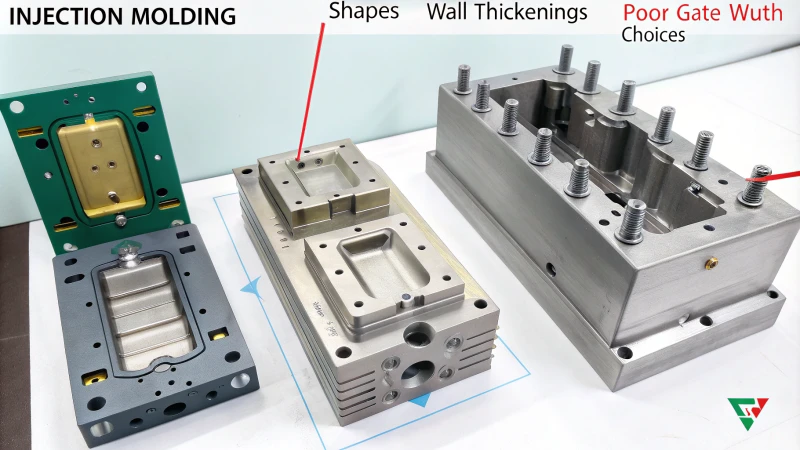
Vous êtes-vous déjà demandé pourquoi certains produits présentent des défauts malgré une planification minutieuse ? L’une des raisons pourrait être le choix de la largeur du point d’injection. Ce paramètre est crucial.
Les erreurs fréquentes lors du choix de la largeur de la buse sont souvent dues à la négligence des dimensions du produit, de l'épaisseur de paroi et des propriétés du matériau. Une buse de largeur appropriée favorise un écoulement régulier du polymère fondu, réduisant ainsi les problèmes de déformation et de remplissage incomplet.
Négliger la taille du produit
On oublie souvent l'influence de la taille du produit sur le choix de la largeur d'injection. Au début de ma carrière, j'ai fait cette erreur avec un petit boîtier électronique. La largeur d'injection était insuffisante, ce qui a entraîné un remplissage irrégulier et des retards. Pour les petits produits, de moins de 50 mm de large, la largeur d'injection doit représenter environ 50 % à 100 % de la largeur du produit pour un remplissage efficace. Les produits de taille moyenne, d'environ 100 mm de large, nécessitent généralement une largeur d'injection de 30 % à 70 % pour un flux équilibré et une conception de moule adaptée. Les grands produits, de plus de 200 mm de large, requièrent généralement une largeur d'injection de 20 % à 50 % pour une bonne circulation de la matière fondue. N'oubliez pas : la taille du produit est primordiale.
| Taille du produit | Largeur de portail recommandée |
|---|---|
| Petit (<50 mm) | 50%-100% |
| Moyen (50-200 mm) | 30%-70% |
| Grand (>200 mm) | 20%-50% |
Épaisseur du mur négligée
J'ai déjà eu des problèmes avec des parois fines à cause d'une erreur de largeur d'injection. Ce fut une erreur coûteuse. Les parois fines, de moins de 1,5 mm, nécessitent des injections plus larges, environ 40 à 80 % de la largeur de la pièce, pour un remplissage uniforme. Les parois d'épaisseur moyenne, de 1,5 à 3 mm, requièrent des injections de 30 à 60 % pour éviter le gauchissement et le retrait. Les parois épaisses, quant à elles, se comportent mieux avec des injections plus étroites, environ 20 à 50 %, afin de réguler la vitesse de fusion et d'éviter les bulles d'air.
En négligeant les propriétés des matériaux
Les propriétés des matériaux peuvent vous surprendre si vous n'y prêtez pas attention. Je me souviens avoir utilisé un polymère épais sans ajuster la largeur du point d'injection ; des défauts sont apparus, défauts qui auraient pu être évités. Chaque matériau possède des caractéristiques d'écoulement différentes ; une méconnaissance de ces caractéristiques peut entraîner des déformations, voire pire.
Considérations relatives aux matériaux6
Les matériaux à haute viscosité nécessitent souvent des points d'injection plus larges en raison de leurs propriétés d'écoulement uniques lors du moulage.
Erreur d'appréciation de l'impact de la conception du moule
La conception de moules peut s'avérer complexe. J'ai déjà manipulé un moule complexe et j'ai constaté que des réglages précis de la largeur du point d'injection étaient essentiels pour une distribution homogène.
Les conceptions complexes exigent un choix judicieux de la largeur du point d'injection afin de garantir une bonne qualité et de minimiser les erreurs.
Facteurs de conception du moule7
La compréhension des caractéristiques spécifiques du moule est cruciale car elle nécessite des calculs précis de la largeur de la porte d'injection pour obtenir des produits sans défaut.
Données de simulation non utilisées
Les simulations changent véritablement la donne ; s’en passer est coûteux et entraîne de nombreux essais et erreurs.
Elles fournissent des données permettant d’optimiser le dimensionnement des points d’injection, ce qui améliore l’efficacité et la qualité des produits.
L’intégration des données de simulation contribue à prédire et à affiner efficacement ces dimensions.
Éviter ces erreurs courantes facilitera vos projets de moulage par injection. Vos produits atteindront probablement les objectifs de qualité de manière plus constante ; il est donc essentiel de prêter attention à ces facteurs.
Les petits produits nécessitent des portes représentant 10 % à 30 % de leur largeur.FAUX
Les petits produits nécessitent des ouvertures représentant 50 % à 100 % de leur largeur pour un remplissage correct.
Négliger l'épaisseur des parois peut entraîner la formation de vides internes dans les produits.Vrai
Ne pas adapter la largeur de la porte à l'épaisseur de la paroi peut entraîner des défauts tels que des vides.
Comment les outils de conception de moules peuvent-ils contribuer à optimiser la largeur de la porte d'injection ?
Vous est-il déjà arrivé d'être absorbé par un projet où chaque détail, même le plus infime, influe sur le résultat final ? Le réglage de la largeur du point d'injection en moulage par injection est comparable à cela. C'est une étape cruciale. La précision est primordiale.
Les outils de conception de moules aident à déterminer la largeur optimale de l'orifice d'injection grâce à des simulations. Ces prédictions montrent le comportement du matériau fondu. Les concepteurs ajustent ensuite les dimensions de l'orifice pour un remplissage optimal et une réduction des défauts. La qualité du produit s'en trouve améliorée.
Importance de l'optimisation de la largeur de la grille
Les pièces en plastique parfaitement moulées impressionnent par leur précision. La perfection repose souvent sur un détail simple : l’optimisation de la largeur d’injection. Un flux optimal de matière dans la cavité du moule est essentiel. Un flux parfait garantit l’absence de défauts et de gaspillage dans le produit final. J’ai travaillé sur un projet où chaque millimètre comptait. Une infime modification de la largeur d’injection a fait toute la différence. C’était comme découvrir un secret.
| Taille du produit | Largeur du portail % de la largeur du produit |
|---|---|
| Petit (<50 mm) | 50% – 100% |
| Moyen (50-200 mm) | 30% – 70% |
| Grand (>200 mm) | 20% – 50% |
Rôle des outils de conception de moules
Les outils de conception de moules sont de précieux alliés. Ils révèlent des informations cruciales qui pourraient vous échapper. Les logiciels de CAO et les outils de simulation permettent de visualiser l'impact des variations de largeur de la porte d'injection sur les produits. Ma première simulation m'a donné l'impression d'assister à un film : chaque scène était essentielle à l'histoire.
Perspectives de simulation
Ces outils offrent des informations inestimables. Ils révèlent les pertes de charge et la répartition de la température, des paramètres essentiels. Par exemple, pour les produits à parois minces, un simple ajustement de la largeur du point d'injection permet d'éliminer les marques de soudure. C'est comme avoir un guide direct vers un trésor.
Études de cas : Application des outils de conception
- Petits produits : Les petites cartes en plastique illustrent parfaitement ce principe. Un réglage de la largeur de la porte d’alimentation entre 15 et 30 mm permet un remplissage rapide et uniforme d’un produit de 30 mm de large. Ce petit ajustement a un impact considérable.
- Produits moyens : Un panneau de 100 mm de large peut nécessiter une largeur de passage de 30 à 70 mm, assurant ainsi un bon équilibre entre la distribution de la matière fondue et le débit.
- Produits de grande taille : Pour les produits de plus de 200 mm de large, les simulations permettent de déterminer une largeur d’entrée qui équilibre le flux sans engendrer des coûts de moule élevés.
Exploration de divers outils
Lors du choix d'outils de conception de moules, privilégiez ceux qui offrent de nombreuses fonctionnalités de simulation du moulage par injection. Certains outils proposent des solutions intégrées de conception et d'analyse ainsi vos tâches.
Considérations supplémentaires
Tenez compte de l'épaisseur de la paroi pour choisir la largeur de l'orifice de coulée. Les produits à paroi mince nécessitent des orifices plus larges pour un remplissage rapide, tandis que les produits à paroi épaisse fonctionnent mieux avec des orifices étroits afin de contrôler la vitesse de fusion et d'éviter les marques de retrait.
Grâce à ces outils modernes, produisez des produits de haute qualité avec peu de défauts – c'est comme être un artiste utilisant la technologie comme un pinceau, pour une précision optimale dans chaque pièce.
La largeur de l'orifice d'entrée influe sur le flux de matière fondue dans les cavités du moule.Vrai
La largeur de l'orifice contrôle la façon dont le matériau fondu s'écoule dans la cavité, influençant ainsi le remplissage.
Les outils de simulation permettent de prédire l'impact de la largeur de la porte sur le produit.Vrai
Les outils de simulation permettent de prédire comment les variations de largeur de la porte affectent la qualité du produit.
Conclusion
La détermination de la largeur de la buse d'injection est cruciale pour la qualité du produit, car elle varie en fonction de la taille du produit et de l'épaisseur de la paroi, assurant ainsi un flux de matière fondue efficace et minimisant les défauts.
-
Découvrez comment une largeur de point d'injection appropriée peut minimiser les marques de retrait dans les produits moulés par injection. ↩
-
Découvrez de nouvelles techniques de moulage par injection qui permettent de s'adapter à des produits de tailles variées et d'améliorer leur qualité. ↩
-
Utilisez des calculateurs pour déterminer les dimensions précises des portails pour différents modèles de produits. ↩
-
Découvrez pourquoi une ouverture plus large est essentielle pour les produits à parois minces afin de garantir un remplissage uniforme de la cavité et de réduire les défauts. ↩
-
Découvrez en quoi la largeur de la porte d'injection est essentielle pour équilibrer la structure du moule et l'écoulement dans les produits de grande taille. ↩
-
Découvrez comment les différents matériaux influencent le choix de la largeur de l'orifice, garantissant ainsi un flux optimal et minimisant les défauts. ↩
-
Découvrez comment les subtilités de la conception des moules exigent des ajustements précis de la largeur de la buse pour une distribution uniforme de la matière fondue. ↩
-
Explorez les meilleurs outils de simulation pour améliorer l'efficacité et la précision de la conception de vos moules. ↩
-
Découvrez des solutions logicielles intégrées pour une conception et une analyse simplifiées des moules. ↩