![]()
Dans le monde en évolution rapide de la fabrication, la perfection est l'objectif, mais les imperfections comme les lignes de tricot peuvent jeter une clé dans vos plans. Connues sous le nom de lignes de soudure ou de lignes d'écoulement, les lignes en tricot 1 sont les coutures visibles embêtantes qui apparaissent sur des pièces moulées par injection où deux flux de plastique fondu se rencontrent mais ne se lient pas complètement. Ces lignes ne sont pas seulement des défauts cosmétiques - ils peuvent affaiblir vos pièces, en particulier dans des conceptions complexes avec des trous, plusieurs portes ou des géométries délicates. La bonne nouvelle? Avec des stratégies intelligentes, vous pouvez minimiser ou même éliminer les lignes de tricot. Plongeons dans les lignes en tricot, pourquoi elles se produisent et comment les garder à distance avec des ajustements de conception, des choix de matériaux et des ajustements de processus.
Les lignes en tricot peuvent réduire considérablement la résistance des pièces moulées par injection.Vrai
Des études montrent que les lignes en tricot peuvent réduire la résistance à la traction jusqu'à 50%, en particulier dans les zones de charge critique.
- 1. Que sont les lignes en tricot dans le moulage par injection?
- 2. Qu'est-ce qui cause des lignes en tricot?
- 3. Comment empêcher les lignes en tricot?
- 4. Quelles sont les meilleures pratiques pour la sélection des matériaux?
- 5. Comment ajuster les paramètres de processus pour minimiser les lignes de tricot?
- 6. Quelles stratégies de conception aident à éviter les lignes de tricot?
- 7. Y a-t-il des techniques avancées pour éliminer les lignes de tricot?
- 8. Conclusion
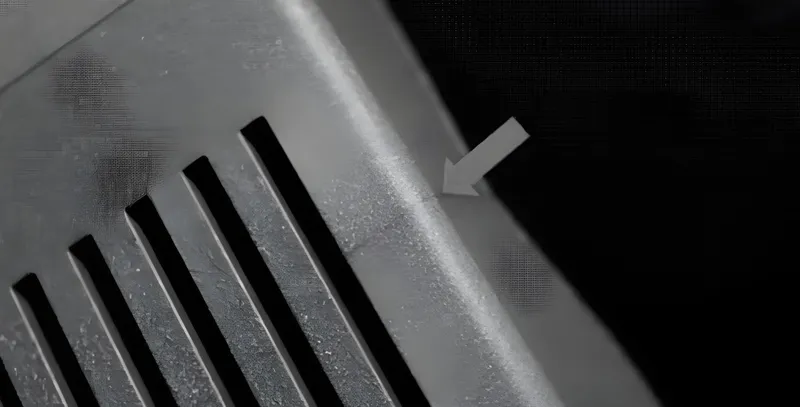
Que sont les lignes en tricot dans le moulage par injection?
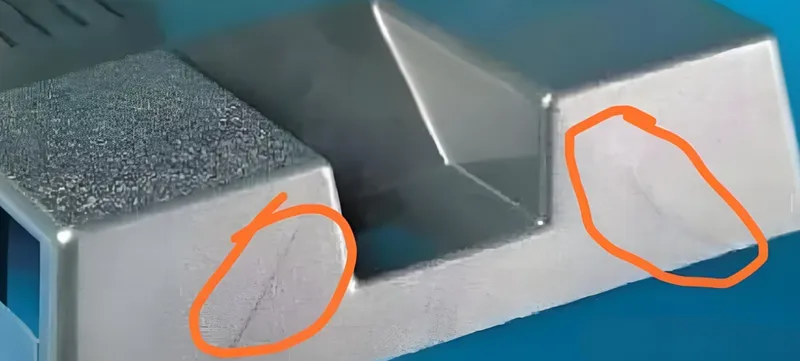
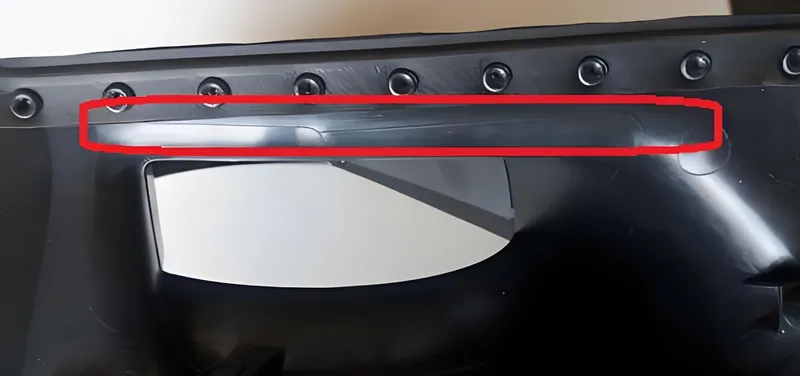
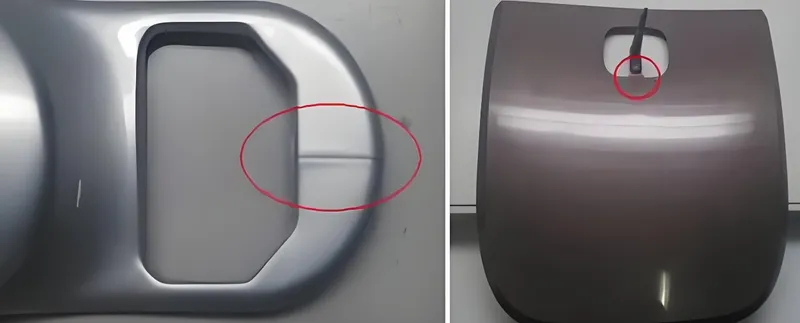
Les lignes en tricot se forment lorsque deux ou plusieurs fronts d'écoulement de plastique fondu convergent dans la cavité du moule mais ne fusionnent pas complètement. Cela laisse une couture visible sur la surface de la pièce, qui peut compromettre à la fois son apparence et sa force. Vous les verrez souvent dans des parties avec des fonctionnalités qui divisent le flux plastique - comme les trous, les boss ou plusieurs portes, ce qui en fait un mal de tête commun dans des conceptions complexes.
Qu'est-ce qui cause des lignes en tricot?
Les lignes en tricot n'apparaissent pas de nulle part. Voici ce qui leur prépare le terrain:
-
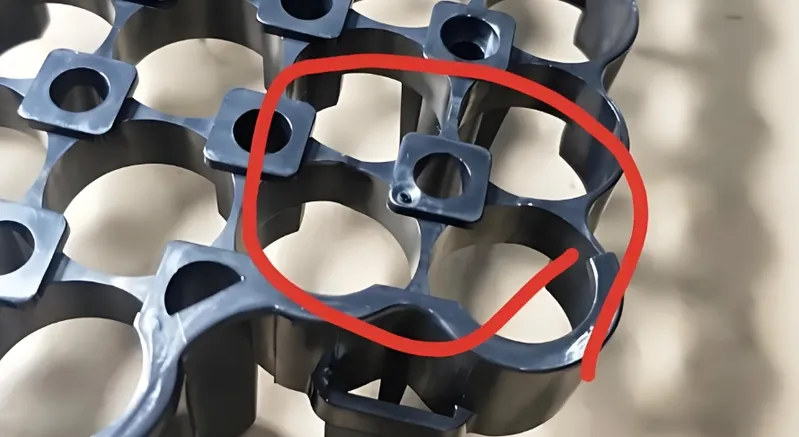
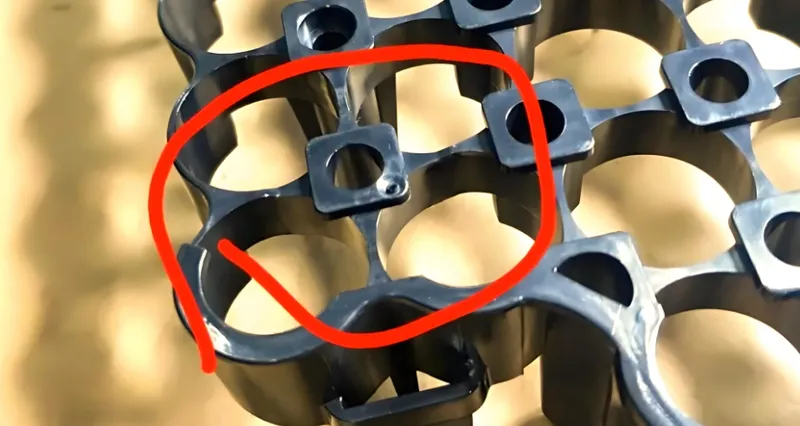
Plusieurs portes 2 : Lorsqu'un moule a plus d'un point d'entrée, les flux en plastique de chaque porte peuvent entrer en collision, créant des lignes en tricot.
-
Les obstacles dans le moule: trous, inserts ou noyaux divisent l'écoulement, le forçant à se reconnecter et à former des coutures.
-
Basse pression d'injection ou vitesse 3 : Si le plastique n'est pas injecté rapidement ou assez fort, les fronts de débit se refroidissent trop tôt pour se lier correctement.
-
Température à basse moisissure ou à matériau: les conditions plus fraîches provoquent une solidification du plastique avant de pouvoir fusionner.
-
Mauvaises propriétés d'écoulement des matériaux: certains plastiques, en raison d'une viscosité élevée ou d'un refroidissement rapide, sont plus sujettes à la ligne des tricots.
| Cause | Description |
|---|---|
| Plusieurs portes | Les coulées de différentes portes se rencontrent, formant des lignes en tricot. |
| Obstacles (trous, inserts) | Les caractéristiques divisent le flux, conduisant à une reconvergence et à des coutures. |
| Basse pression / vitesse d'injection | L'injection lente ou faible provoque un refroidissement prématuré. |
| Basses températures | La moisissure froide ou le matériau se solidifie trop tôt. |
| Propriétés des matériaux4 | Un mauvais flux ou un refroidissement rapide augmente le risque de tronc. |
Comment empêcher les lignes en tricot?
La prévention des lignes de tricot prend un effort d'équipe - concevoir, processus et matériaux jouent tous un rôle. Voici comment les aborder:
Optimiser la conception des pièces
-
Placement des portes: Positionnez les portes pour éloigner les zones critiques ou assurer des coutures dans des endroits moins visibles.
-
Épaisseur de paroi: Gardez-le uniforme pour éviter les perturbations du débit du refroidissement inégal.
-
Relocalisation des caractéristiques: déplacez les trous ou les boss vers les zones où les lignes en tricot ne nuiront pas à la force ou à l'apparence.
Ajuster les paramètres du processus
-
Vitesse d'injection 5 : Cranchez-le pour que les fronts de débit se rencontrent tout en étant chaud et fluide.
-
Pression d'injection: augmenter la pression pour forcer une meilleure fusion à la couture.
-
Contrôle de la température: augmenter les températures de moisissure et de matériau pour retarder le refroidissement et améliorer la liaison.
Choisissez des matériaux appropriés
- Choisissez des plastiques avec un bon débit, comme le polypropylène, qui cache mieux les lignes en tricot que les abdos.

- Évitez les additifs qui gâchent le débit ou la fusion.
Utiliser le logiciel de simulation
- Des outils comme Moldflow prédisent les modèles d'écoulement, vous permettant de modifier la conception ou les réglages avant le début du moulage.
Employer des techniques avancées
-
Systèmes de coureurs chauds: Gardez le plastique chaud et coulez régulièrement.
-
Portes de soupape: Contrôlez le synchronisation du débit pour minimiser la formation de coutures.
L'augmentation de la vitesse d'injection peut éliminer complètement les lignes de tricot.FAUX
Une vitesse plus élevée aide, mais elle n'éliminera pas complètement les lignes de tricot, en particulier dans des parties complexes avec plusieurs flux.
Quelles sont les meilleures pratiques pour la sélection des matériaux?
Votre choix de matériel peut faire ou casser la prévention des lignes en tricot:

-
MATÉRIAUX INFANTS 6 : Flux mieux et fusionnez plus (par exemple, le polypropylène).
-
Matériaux remplis: les fibres (comme dans les abdos remplis de verre) peuvent affaiblir les lignes en tricot en perturbant la fusion.
-
Additifs: Les retardateurs de flamme ou les lubrifiants peuvent aggraver les coutures en modifiant le flux.
| Type de matériau | Impact sur les lignes en tricot | Exemple |
|---|---|---|
| Thermoplastique non remplie | Lignes en tricot plus fortes, meilleure fusion | Polypropylène (PP) |
| Rempli de fibres courtes | Liaison décente, moins faible que les fibres longues | PP rempli de perles de verre |
| Rempli de longues fibres | Lignes de tricot plus faibles dues au désalignement des fibres | Abs en fibre de verre |
| Additifs (par exemple, fr) | Peut aggraver les lignes tricotées | Abs ignifuges à la flamme |
Le polypropylène est moins sujet aux lignes tricotées que les ABS.Vrai
Grâce à son débit supérieur et à son refroidissement plus lent, le polypropylène forme des lignes en tricot moins visibles.
Comment ajuster les paramètres de processus pour minimiser les lignes de tricot?
Situer votre processus de moulage peut faire des merveilles:
-
Vitesse et pression d'injection: des valeurs plus élevées garantissent que les fronts de débit entrent en collision avec suffisamment de chaleur et de force pour se lier.
-
Température du moule 7 : Moules plus chauds du refroidissement lent, donnant au plastique plus de temps pour fusionner.
- Température du matériau: le plastique plus chaud reste fondu plus longtemps, améliorant la résistance des coutures.
| Paramètre | Effet sur les lignes en tricot | Action recommandée |
|---|---|---|
| Vitesse d'injection | Une vitesse plus rapide améliore la fusion | Augmenter pour une meilleure fusion |
| Pression d'injection8 | Plus de pression de la pression du liaison avant d'écoulement | Ajuster pour éviter le suremballage |
| Température du moule | Les moules plus chauds retardent le refroidissement | Augmenter pour améliorer la fusion |
| Température du matériau | Les coulées en plastique plus chauds sont mieux | Augmenter pour le garder fondu plus longtemps |
Quelles stratégies de conception aident à éviter les lignes de tricot?
Concevoir plus intelligemment pour contourner les lignes de tricot:
-
Minimiser les portes: moins de portes signifient moins de collisions de flux.
-
Placement des portes: mettez les portes où les flux se réunissent dans les zones non critiques.
-
Épaisseur de paroi uniforme: empêche les taches minces de refroidissement rapide qui perturbent l'écoulement.
-
Transitions lisses: les rayons sur les coins pointus restent stables.
-
Déplacer les fonctionnalités: déplacer les éléments de flux de débit comme les trous loin des zones clés.
Liste de contrôle de conception:
-
Utilisez le moins de portes possibles.
-
Maintenir une épaisseur de paroi uniforme.
-
Ajouter des rayons pour éviter les coins pointus.
-
Optimiser les emplacements des portes.
-
Les caractéristiques de décalage provoquant des divisions de flux.
Y a-t-il des techniques avancées pour éliminer les lignes de tricot?
Pour les cas difficiles, les solutions de haute technologie brillent:

-
Logiciel de simulation 9 : Moldflow Autodesk Flux vers des conceptions et des paramètres affinés.
-
Systèmes de coureurs chauds 10 : Gardez le plastique chaud, réduisant les coutures liées au refroidissement.

- Gates de soupape 11 : temps le débit pour le remplissage transparent.
Ces outils coûtent plus cher mais payant en pièces de précision.
Conclusion
Les lignes en tricot peuvent être une épine dans votre côté, mais elles ne sont pas imbattables. En mélangeant une conception nette, des choix de matériaux avertis, des ajustements de processus composés et des technologies de pointe, vous pouvez réduire leur impact - ou les bannir entièrement. Il n'est pas toujours possible d'effacer toutes les traces en parties complexes, mais ces meilleures pratiques vous rapprocheront, offrant des produits plus forts et plus beaux qui résistent à l'examen.
Le logiciel de simulation est essentiel pour prévenir les lignes de tricot.FAUX
C'est un excellent outil, mais les correctifs de conception et de processus de base peuvent souvent faire l'affaire sans elle.
-
Comprendre les lignes en tricot est cruciale pour améliorer la qualité des produits dans la fabrication. Explorez ce lien pour apprendre des stratégies efficaces pour les minimiser. ↩
-
Découvrez comment plusieurs portes peuvent conduire à des lignes à tricot et apprendre des stratégies de conception pour les éviter. Ces connaissances peuvent améliorer votre processus de fabrication. ↩
-
Explorez les effets de la pression et de la vitesse d'injection sur les lignes de tricot pour optimiser votre processus de moulage par injection et améliorer la qualité des pièces. ↩
-
Le choix des bons matériaux est la clé pour prévenir les lignes en tricot. Découvrez quels matériaux fonctionnent le mieux pour vos applications. ↩
-
Découvrez comment l'ajustement de la vitesse d'injection peut améliorer la fusion et réduire les défauts dans les pièces moulées. Cette ressource fournit des techniques précieuses. ↩
-
Apprendre des matériaux non remplis peut vous aider à choisir les bons plastiques pour un meilleur débit et fusion, améliorant votre efficacité de production. ↩
-
L'exploration des effets de la température des moisissures peut entraîner une meilleure fusion et des produits plus forts dans votre processus de fabrication. ↩
-
La compréhension de la pression d'injection peut améliorer considérablement vos techniques de moulage et améliorer la qualité du produit. ↩
-
Explorez comment les logiciels de simulation peuvent améliorer votre processus de conception et améliorer la qualité des produits. ↩
-
Découvrez comment les systèmes de coureurs chauds peuvent optimiser votre moulage par injection et réduire les défauts. ↩
-
Découvrez les avantages des portes de soupape pour obtenir un remplissage transparent dans vos moules. ↩



