
Le moulage par injection de bureau permet une production à petite échelle de pièces en plastique rentable et économique, idéale pour le prototypage et la fabrication à faible volume.
Le moulage par injection de bureau est un processus de fabrication compact qui utilise de petites machines de banctop pour créer des pièces en plastique précises. C'est un excellent choix pour le prototypage, les objectifs éducatifs et la production de petits lots, offrant un équilibre d'abordabilité et de fonctionnalité. Cet article plonge dans les matériaux utilisés, le processus étape par étape, les facteurs clés influençant les résultats, les applications pratiques et comment il s'accumule avec d'autres méthodes de fabrication comme l'impression 3D et l'usinage CNC.
Le moulage par injection de bureau permet une production à petite échelle de pièces en plastique rentable et économique, idéale pour le prototypage et la fabrication à faible volume.Vrai
En utilisant des machines compactes, il réduit les coûts d'investissement initiaux et opérationnels par rapport au moulage par injection industrielle.
- 1. Quels sont les matériaux communs utilisés dans le moulage par injection de bureau?
- 2. Quelles sont les étapes du processus de moulage par injection de bureau?
- 3. Quels sont les facteurs clés affectant le processus de moulage par injection de bureau?
- 4. Quelles sont les applications de moulage par injection de bureau?
- 5. Comment le moulage par injection de bureau se compare-t-il aux autres processus de fabrication?
- 6. Conclusion
Quels sont les matériaux communs utilisés dans le moulage par injection de bureau?
Le moulage par injection de bureau repose sur des thermoplastiques 1 - des polymères qui se ramollissent lorsqu'ils sont chauffés et durcissent lors du refroidissement. Le choix du matériau affecte directement la résistance, la flexibilité et la pertinence de la pièce pour des utilisations spécifiques.

Les matériaux communs comprennent le polypropylène (PP), le polyéthylène (PE), le nylon, le polycarbonate (PC), l'acétal, l'ABS et le PC / ABS, avec une préférence pour ceux qui ont des débits de fusion élevés (MFR> 3 g / 10min) pour assurer un débit optimal et une qualité de pièce.
| Matériel | Propriétés | Applications courantes |
|---|---|---|
| Polypropylène (PP)2 | Léger, résistant aux produits chimiques | Conteneurs, pièces automobiles |
| Polyéthylène (PE) | Souple, résistant | Emballages, jouets |
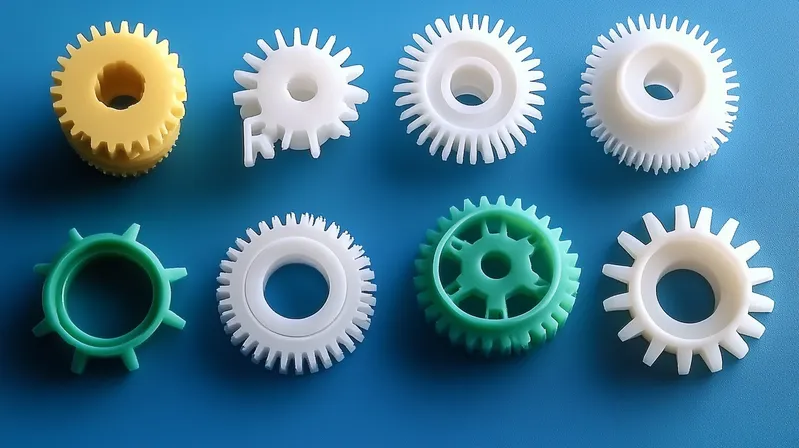
| Nylon | Solide, résistant à l'usure | Engrenages, roulements |
| Polycarbonate (PC) | Transparent, résistant à l'impact | Lentilles, composants électroniques |
| Acétal | Faible frottement, dimensionnellement stable | Pièces mécaniques, composants de précision |
| ABS | Robuste, résistant aux chocs | Biens de consommation, pièces automobiles |
| PC / ABS | Combine la résistance et la résistance à la chaleur | Logements électroniques, intérieurs automobiles |
Seuls les plastiques coûteux et hautes performances peuvent être utilisés dans le moulage par injection de bureau.FAUX
Bien que les plastiques à haute performance puissent être utilisés, les thermoplastiques courants comme PP et PE sont également appropriés et plus rentables.
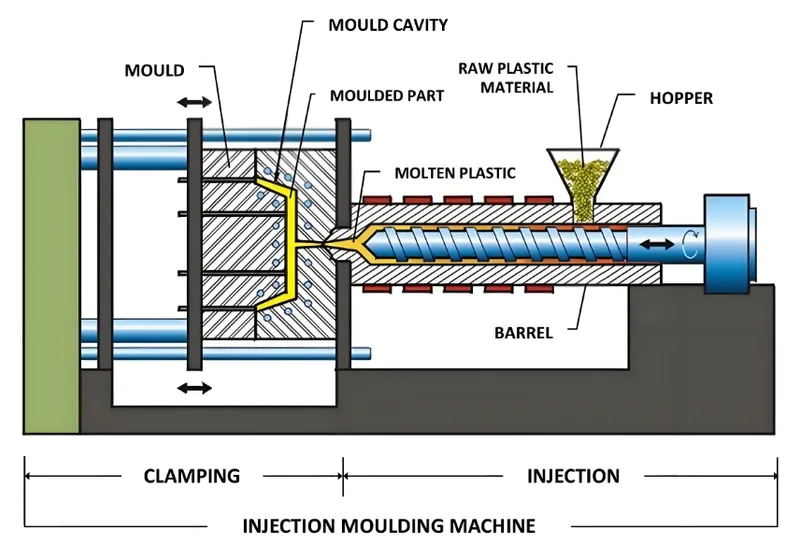
Quelles sont les étapes du processus de moulage par injection de bureau?
La moulure d'injection de bureau 3 processus transforme les granulés en plastique en pièces finies à travers une séquence d'étapes rationalisée, ce qui la rend accessible même pour les opérations à petite échelle.
Le processus comprend la configuration, la préparation des matériaux, le chauffage et l'injection, le refroidissement et l'éjection et l'itération pour la production continue.
-
Configuration : débordez et configurez la machine (environ 30 minutes), puis installez le moule (15 minutes supplémentaires).
-
Préparation du matériau : Choisissez des granulés thermoplastiques avec des propriétés appropriées (par exemple, MFR> 3 g / 10min) et chargez-les dans la trémie.
-
Chauffage et injection : Faire fondre les pastilles dans le canon (jusqu'à 330 ° C) et injecter le plastique fondu dans le moule sous haute pression (environ 5000 psi).
-
Refroidissement et éjection : permettez au moule de refroidir, solidifiant la pièce, puis éjectez-le. Les temps de cycle sont généralement d'environ 60 secondes.
- Itération : répétez le processus, en utilisant souvent des modes automatiques pour la production continue.
Le moulage par injection de bureau nécessite une intervention manuelle approfondie.FAUX
Bien que la configuration soit manuelle, le processus peut s'exécuter automatiquement en mode multi-run pour la production continue.
Quels sont les facteurs clés affectant le processus de moulage par injection de bureau?
Le succès de la moulage par injection de bureau charnise sur plusieurs variables qui influencent la qualité des pièces et l'efficacité de la production.
Les facteurs clés comprennent le contrôle de la température, la pression et la vitesse d'injection, le temps de refroidissement, les propriétés du matériau 4 et la conception de moisissure 5 .

-
Contrôle de la température : La température du baril détermine la viscosité de la fusion, tandis que la température du moule affecte le refroidissement et la finition des pièces.
-
Pression et vitesse d'injection : Celles-ci garantissent que le moule se remplit complètement, en évitant les défauts comme le flash (excès de matériau) ou les coups courts (remplissage incomplet).
-
Temps de refroidissement 6 : Le refroidissement adéquat garantit que la pièce se solidifie correctement, en maintenant la forme et la force.
-
Propriétés des matériaux : Matériaux de débit de fusion élevé (MFR) 7 Améliorez le débit, réduisant les défauts et accélérant les cycles.

- Conception de moisissure : des caractéristiques telles que les angles de tirage (> 3 degrés), l'épaisseur de paroi uniforme (1-3,5 mm) et les déclencheurs appropriés sont essentiels pour le succès.
La conception de moisissure n'est pas pertinente dans le moulage par injection de bureau.FAUX
Une bonne conception de moisissure est cruciale pour éviter les défauts et garantir la qualité des pièces, similaire à la moulure industrielle industrielle.
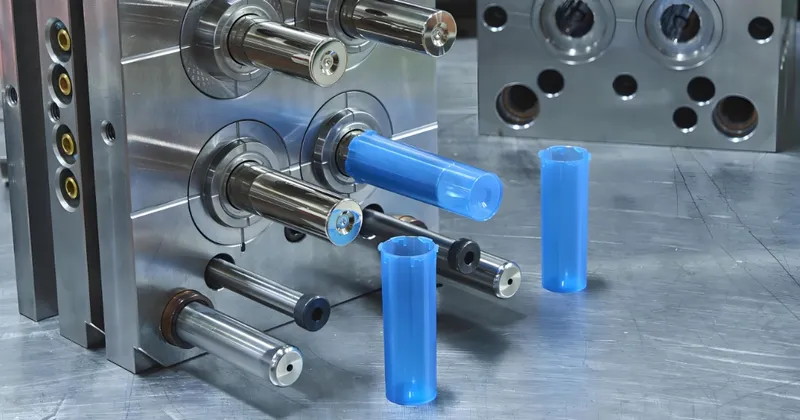
Quelles sont les applications de moulage par injection de bureau?
Le moulage par injection de bureau brille dans des scénarios nécessitant une production rapide et rentable de pièces en plastique fonctionnelles.
Il est utilisé pour le prototypage, les objectifs éducatifs, la production de petits lots et la R&D, en particulier pour les pièces en plastique personnalisées dans l'électronique grand public, les dispositifs médicaux et les composants automobiles.

-
Prototypage 8 : Créez rapidement des prototypes fonctionnels pour tester les conceptions.
-
Éducation : Fournir un apprentissage pratique sur les processus de fabrication.
-
PRODUCTION DE LA PETITE LA LOCT : Produisez économiquement des séries limitées de pièces.
-
R&D : Expérimentez de nouveaux modèles et matériaux dans un cadre contrôlé.
Le moulage par injection de bureau ne convient qu'aux pièces simples.FAUX
Avec une conception de moisissure appropriée, il peut produire des géométries complexes, y compris des pièces avec des contre-dépouilles et des murs minces.
Comment le moulage par injection de bureau se compare-t-il aux autres processus de fabrication?
Le choix de la bonne méthode de fabrication dépend de la compréhension de la façon dont le moulage par injection de bureau diffère des alternatives comme l'impression 3D et l'usinage CNC.
Le moulage par injection de bureau excelle dans la production de pièces en plastique à volume élevé, mais a des coûts d'outillage initiaux plus élevés et moins de flexibilité pour les modifications de conception par rapport à l'impression 3D et à l'usinage CNC.
| Aspect | Moulure d'injection de bureau | Impression 3D9 | Usinage CNC10 |
|---|---|---|---|
| Volume de production | Meilleur pour les volumes moyens à élevés | Idéal pour les faibles volumes et prototypes | Convient aux volumes bas à moyens |
| Rentabilité | Économique pour de grandes quantités | Faible coût initial, coût élevé par partie | Coût initial modéré, coût variable par partie |
| Flexibilité de conception | Limité par la conception de moisissure | Flexibilité élevée, changements faciles | Flexibilité modérée, dépend de l'outillage |
| Vitesse | Cycles de production rapides (60 secondes) | Plus lent pour les pièces complexes | Rapide pour les pièces simples, plus lentement pour complexe |
| Options matérielles | Large gamme de thermoplastiques | Limité à des plastiques spécifiques | Large gamme, y compris les métaux |
| Outillage | Nécessite des moules, un coût initial élevé | Aucun outillage requis | Outils requis, coût modéré |
Le moulage par injection de bureau est toujours l'option la moins chère.FAUX
Bien que rentable pour les volumes élevés, les coûts d'outillage initiaux le rendent moins économique pour les petites pistes par rapport à l'impression 3D.
Conclusion
Le moulage par injection de bureau offre un moyen pratique et abordable de produire des pièces en plastique précises, ce qui en fait un incontournable pour le prototypage et la fabrication à petite échelle. En maîtrisant les matériaux, les étapes de processus, les facteurs d'influence et les applications, les utilisateurs peuvent maximiser ses avantages. Bien qu'il surpasse l'impression 3D et l'usinage CNC en vitesse et en coût pour des volumes plus élevés, sa dépendance à l'égard des moules signifie qu'elle est moins adaptable aux ajustements de conception fréquents. Choisissez-le lorsque vous avez besoin de parties cohérentes et fonctionnelles rapidement - et cela ne vous dérange pas d'investir à l'avance dans l'outillage.
-
Comprendre les thermoplastiques est crucial pour optimiser vos projets de moulage par injection de bureau. Explorez ce lien pour des informations approfondies. ↩
-
Découvrez les applications polyvalentes du polypropylène (PP) dans la fabrication, améliorant vos connaissances pour une meilleure sélection de matériaux. ↩
-
Découvrez comment le moulage par injection de bureau se distingue contre les méthodes traditionnelles, vous aidant à faire des choix de production éclairés. ↩
-
Apprenez comment différentes propriétés des matériaux influencent la qualité et l'efficacité du moulage par injection, cruciale pour une production réussie. ↩
-
Découvrez des pratiques de conception de moisissures essentielles qui assurent une production de haute qualité et minimisez les défauts de moulage par injection. ↩
-
L'exploration de l'impact du temps de refroidissement peut aider à améliorer la qualité des pièces et l'efficacité de la production dans le moulage par injection. ↩
-
Apprenez comment les matériaux MFR améliorent le débit et réduisent les défauts, crucial pour réussir le moulage par injection. ↩
-
Découvrez comment le prototypage peut accélérer les tests de conception et l'innovation dans les processus de fabrication. ↩
-
Découvrez les avantages uniques de l'impression 3D, en particulier pour la production et le prototypage à faible volume, en vérifiant cette ressource. ↩
-
Découvrez les forces et les faiblesses de CNC Maching par rapport aux moulures d'injection de bureau pour prendre des décisions de fabrication éclairées. ↩



