

Une estimation précise du cycle de moulage par injection peut transformer votre efficacité de production et réduire considérablement vos coûts.
Pour estimer précisément le cycle de moulage par injection, il est essentiel de prendre en compte des facteurs clés tels que le temps de refroidissement, le temps d'injection et les opérations sur le moule. Le temps de refroidissement est crucial et peut être calculé à l'aide de la formule t = (6s)×(δ²/χ²). Le temps d'injection dépend du volume de produit et de la vitesse d'injection, tandis que le temps de maintien compense le retrait.
Bien que ces formules constituent une base, la maîtrise complète du processus d'estimation implique l'intégration de multiples variables telles que la complexité du moule et les spécifications de la machine. Examinons ces facteurs plus en détail.
Le temps de refroidissement est calculé comme t = (6s)×(δ²/χ²).Vrai
Le temps de refroidissement dépend de l'épaisseur de la paroi et de la diffusion thermique.
- 1. Quel rôle joue le temps de refroidissement dans l'estimation du cycle ?
- 2. Comment le temps d'injection affecte-t-il l'efficacité globale ?
- 3. Pourquoi le temps de maintien est-il essentiel dans le processus de moulage ?
- 4. Quels sont les principaux éléments à prendre en compte pour les opérations de moulage ?
- 5. Conclusion
Quel rôle joue le temps de refroidissement dans l'estimation du cycle ?
Le temps de refroidissement est un élément essentiel dans l'estimation du cycle de moulage par injection, influençant à la fois l'efficacité et la qualité du produit.
Le temps de refroidissement est crucial dans l'estimation du cycle, car il influe sur la durée totale du cycle et la qualité de la pièce moulée. Calculé à l'aide de la formule t = (6s)×(δ²/χ²), où s représente l'épaisseur de paroi et χ le coefficient de diffusion thermique, il prend en compte des facteurs tels que la température du moule et le type de plastique.
Comprendre l'importance du temps de refroidissement
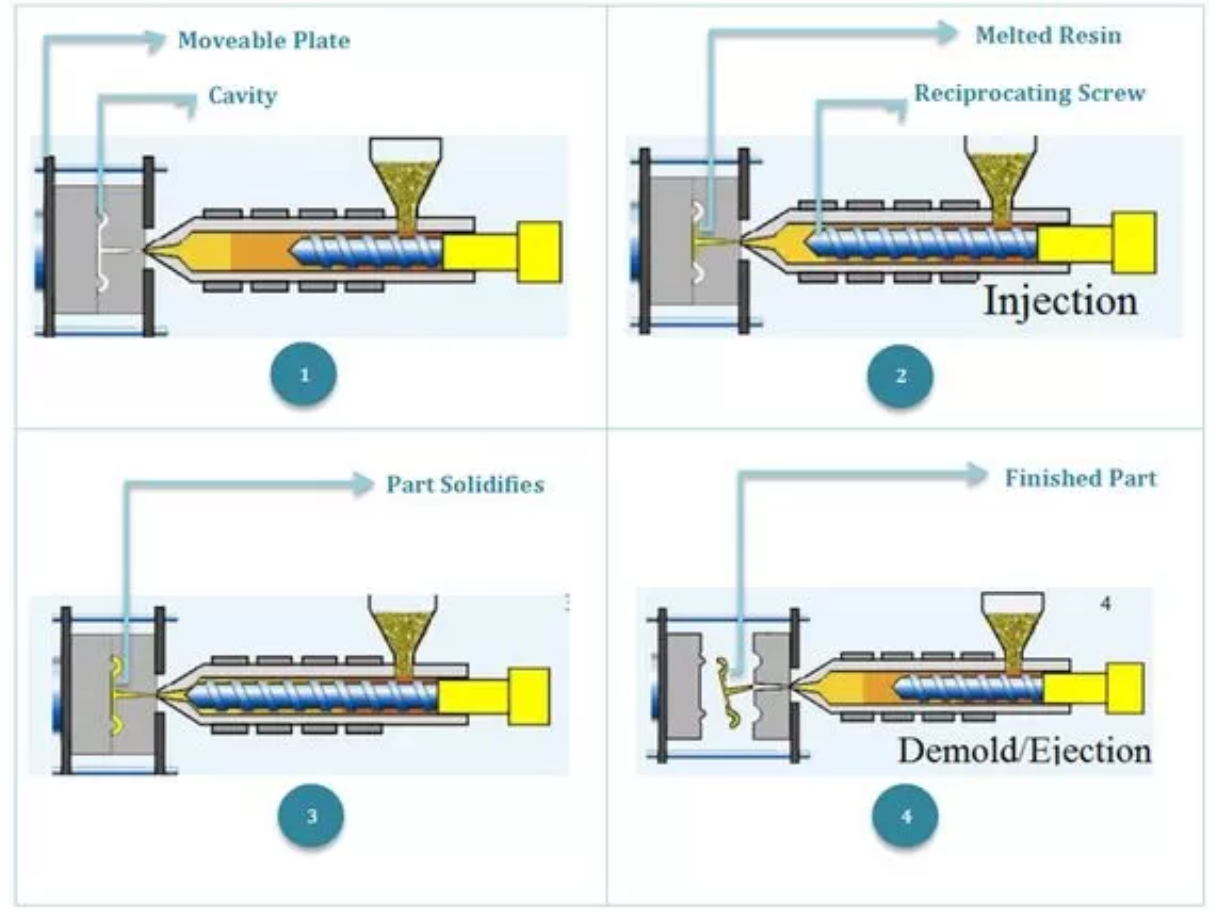
Dans le contexte du moulage par injection, le temps de refroidissement n'est pas une simple étape ; c'est un facteur déterminant pour l'efficacité et la qualité du produit. Cette période permet au plastique fondu de se solidifier dans le moule, donnant ainsi au produit final sa forme et son intégrité structurelle. Le temps de refroidissement peut être calculé avec précision à l'aide de :
[ t = (6s)×(δ²/χ²) ]
Où:
- t représente le temps de refroidissement en secondes.
- s représente l'épaisseur de la paroi du produit en millimètres.
- χ est le coefficient de diffusion thermique du plastique en mm²/s.
Cette formule souligne comment la variation de l'épaisseur de la paroi et des propriétés des matériaux peut modifier considérablement le temps de refroidissement, affectant ainsi l'estimation de l'ensemble du cycle.
Facteurs influençant le temps de refroidissement
-
Température du moule : Des températures de moule plus basses réduisent généralement les temps de refroidissement, mais peuvent aussi affecter la qualité du produit. Il est donc nécessaire de trouver un juste milieu pour garantir un refroidissement rapide sans compromettre la résistance ni l’aspect du produit.
-
Conductivité thermique du plastique : Les plastiques à conductivité thermique élevée refroidissent plus rapidement. Il convient de tenir compte de cette propriété lors du choix des matériaux pour des applications spécifiques.
-
Forme et taille du produit : Les produits plus complexes ou plus volumineux peuvent nécessiter des périodes de refroidissement prolongées afin d’assurer une solidification uniforme, réduisant ainsi le risque de défauts tels que des déformations ou des imperfections de surface.
Conseils pratiques pour optimiser le temps de refroidissement
-
Sélection des matériaux : Choisissez des matériaux aux propriétés thermiques adaptées à vos objectifs de production.
-
Ajustements de la conception du moule : Envisagez des améliorations de la conception du moule, comme l’ajout de canaux de refroidissement pour accélérer la dissipation de la chaleur.
-
Surveillance des processus : Mettre en œuvre des capteurs pour surveiller en continu la température du moule et les vitesses de refroidissement afin d'ajuster les paramètres de manière dynamique.
En se concentrant sur ces facteurs, les fabricants peuvent optimiser leurs stratégies 1 pour une efficacité et une qualité de produit accrues.
Le temps de refroidissement influe sur la qualité des produits moulés par injection.Vrai
Un refroidissement adéquat garantit l'intégrité structurelle et la finition de surface.
Les plastiques à conductivité thermique plus élevée refroidissent plus lentement.FAUX
Les plastiques à conductivité thermique plus élevée refroidissent plus rapidement.
Comment le temps d'injection affecte-t-il l'efficacité globale ?
Le temps d'injection est un paramètre crucial du processus de moulage par injection, qui a un impact significatif sur l'efficacité globale et la qualité du produit.
Le temps d'injection influe sur l'efficacité globale en agissant sur la durée du cycle et la consommation d'énergie. Un temps d'injection précis garantit un remplissage optimal du moule, réduisant ainsi les déchets et les défauts. Il se calcule à l'aide de la formule t_injection = V/S × 60, où V représente le volume et S la vitesse.

Comprendre le temps d'injection
Le temps d'injection correspond à la durée nécessaire pour remplir la cavité du moule avec du plastique fondu. Il est déterminé par la vitesse d'injection et le volume du produit, et joue un rôle essentiel dans la définition du temps de cycle du processus de moulage par injection.
Formule pour le temps d'injection
La formule utilisée pour calculer le temps d'injection est :
$$t_{injection} = \frac{V}{S} \times 60$$
- V : Volume du produit en centimètres cubes.
- S : Vitesse d'injection en centimètres cubes par seconde.
Impact sur l'efficacité
Temps de cycle
Réduire le temps d'injection sans compromettre la qualité du produit permet de diminuer considérablement le temps de cycle, et donc de produire davantage d'unités dans un laps de temps donné. Cette réduction améliore directement l'efficacité de la production.
Consommation d'énergie
Des temps d'injection plus courts permettent souvent de réduire la consommation d'énergie, car les machines fonctionnent moins souvent par cycle. Cette réduction diminue non seulement les coûts d'exploitation, mais contribue également à des pratiques de production plus durables.
Facteurs influençant le moment de l'injection
- Complexité du produit : Les formes complexes peuvent nécessiter des temps d’injection plus longs pour assurer un remplissage correct et éviter les défauts.
- Propriétés des matériaux : La viscosité et les propriétés thermiques des plastiques peuvent modifier la vitesse d'injection requise.
- Spécifications de la machine : Les capacités de la machine de moulage par injection, telles que la pression et la vitesse d'injection maximales, sont essentielles.
Stratégies d'optimisation
- Équilibre entre vitesse et pression : le réglage de ces paramètres permet d’obtenir un remplissage efficace du moule sans introduire de défauts tels que des bavures ou un remplissage incomplet.
- Surveillance et ajustement : La surveillance continue des variables de processus et leur ajustement en fonction des données en temps réel peuvent améliorer la cohérence.
Conclusion
Comprendre et optimiser le temps d'injection est essentiel pour améliorer l'efficacité globale des opérations de moulage par injection. En tenant compte de facteurs tels que les propriétés des matériaux et les spécifications de la machine, les fabricants peuvent améliorer à la fois la productivité et la qualité des produits.
Des temps d'injection plus courts réduisent la consommation d'énergie.Vrai
Des temps de fonctionnement plus courts signifient que les machines fonctionnent moins, ce qui réduit la consommation d'énergie.
Le temps d'injection n'affecte pas le temps de cycle en moulage.FAUX
Le temps d'injection a un impact direct sur le temps de cycle en influençant la vitesse de remplissage du moule.
Pourquoi le temps de maintien est-il essentiel dans le processus de moulage ?
Découvrez le rôle crucial que joue le temps de maintien pour garantir la qualité et la précision des produits moulés.
Le temps de maintien est crucial dans le processus de moulage car il compense le retrait volumique du plastique lors du refroidissement. Il représente généralement entre un tiers et deux tiers du temps d'injection, selon des facteurs tels que la taille et la forme du produit, ainsi que le taux de retrait du matériau. Un temps de maintien précis garantit la stabilité dimensionnelle et minimise les défauts.

Comprendre le temps de maintien en moulage par injection
Le temps de maintien en pression lors du moulage par injection est crucial pour maîtriser le retrait qui se produit lorsque le plastique passe de l'état liquide à l'état solide. En refroidissant, le plastique à l'intérieur du moule se rétracte, ce qui peut engendrer des défauts tels que des retassures ou des bulles d'air.
Pour pallier ce problème, une pression de maintien est appliquée après la phase d'injection initiale, afin de maintenir la pression sur le plastique fondu jusqu'à sa solidification suffisante. Ce procédé est essentiel pour garantir que le produit fini conserve ses dimensions et son intégrité structurelle.
Facteurs influençant le temps de détention
-
Taux de retrait du matériau : Les taux de retrait varient selon les plastiques. Par exemple, les matériaux cristallins comme le polyéthylène peuvent nécessiter un temps de maintien plus long que les matériaux amorphes comme le polystyrène, en raison de leur taux de retrait plus élevé.
-
Taille et forme du produit : Les produits plus grands ou plus complexes nécessitent souvent des temps de maintien plus longs afin de garantir une répartition uniforme de la pression et un refroidissement homogène du produit.
-
Rapport temps d'injection/temps de maintien : Généralement, le temps de maintien est calculé comme une fraction (1/3 à 2/3) du temps d'injection. Cependant, ce rapport peut varier en fonction des caractéristiques spécifiques du matériau et des exigences du produit.
| Facteur | Impact sur le temps de détention |
|---|---|
| Retrait du matériau | Un retrait important nécessite un temps de maintien plus long |
| Complexité du produit | Les formes complexes peuvent nécessiter un maintien prolongé |
| Rapport de temps d'injection | Généralement, 1/3 à 2/3 du temps d'injection |
Optimisation du temps de conservation pour des produits de qualité
Pour optimiser le temps de maintien, envisagez de réaliser des essais de moulage (3) afin de déterminer la pression et la durée idéales pour votre produit et votre matériau. Des ajustements peuvent être effectués en surveillant attentivement tout défaut ou variation dimensionnelle du produit.
De plus, l'utilisation d'une approche de moulage scientifique 4 peut aider à affiner les paramètres en fonction d'informations basées sur les données, permettant ainsi une précision et une cohérence dans la production.
Garantir un temps de maintien correct permet non seulement de maintenir la précision dimensionnelle, mais aussi d'améliorer la qualité globale du produit en minimisant les défauts liés à un refroidissement et à un retrait inadéquats.
Le temps de maintien est de 1/3 à 2/3 du temps d'injection.Vrai
Le temps de maintien varie généralement de 1/3 à 2/3 du temps d'injection.
Les matériaux amorphes nécessitent des temps de maintien plus longs.FAUX
Les matériaux cristallins nécessitent des temps de maintien plus longs en raison d'un retrait plus important.
Quels sont les principaux éléments à prendre en compte pour les opérations de moulage ?
Les opérations de moulage sont essentielles dans le processus de moulage par injection, influençant à la fois l'efficacité et la qualité du produit.
Les principaux éléments à prendre en compte lors des opérations de moulage sont le temps de refroidissement, la vitesse d'injection et la conception des mécanismes de démoulage. Chaque aspect joue un rôle essentiel dans la détermination du temps de cycle et de l'intégrité du produit.
Temps de refroidissement : un élément essentiel
Le temps de refroidissement représente la plus grande partie du cycle de moulage par injection et influe considérablement sur l'efficacité. Il peut être calculé à l'aide de la formule suivante :
t = (6s)×(δ²/χ²),
où t représente le temps de refroidissement, s l'épaisseur de la paroi et χ le coefficient de diffusion thermique. Un refroidissement plus rapide peut être obtenu en optimisant des facteurs tels que la température du moule et la conductivité thermique.
Exemple : Pour un produit dont l'épaisseur de paroi est de 2 mm et le coefficient de diffusion thermique de 0,2 mm²/s, le temps de refroidissement serait d'environ 120 secondes.
Temps d'injection : influence sur la vitesse du cycle
Le temps d'injection dépend à la fois de la vitesse et du volume de plastique moulé. Il peut être estimé comme suit :
t_injection = V/S×60,
où V représente le volume de produit et S la vitesse d'injection. Des vitesses d'injection plus élevées permettent de réduire les temps de cycle, mais peuvent nécessiter un équipement plus sophistiqué.
Durée de conservation : Garantir la qualité du produit
Le temps de maintien compense le retrait du plastique lors du refroidissement, et représente généralement un tiers à deux tiers du temps d'injection. Il est essentiel pour préserver les dimensions du produit et éviter les défauts.
À prendre en compte : Pour les produits plus volumineux ou ceux présentant un taux de rétrécissement élevé, il peut être bénéfique de prolonger le temps de stockage.
Opérations de moulage : ouverture, démoulage, fermeture
- Temps d'ouverture du moule : dépend de la complexité du moule et de la vitesse de la machine. Les moules simples s'ouvrent plus rapidement.
- Temps de démoulage : dépend de la forme du produit ; les modèles complexes peuvent nécessiter un temps de démoulage plus long.
- Temps de fermeture : Similaire à l’ouverture, influencé par la complexité du moule et les capacités de la machine.
Ces éléments influent collectivement sur l'efficacité du cycle et la qualité du produit. L'ajustement de ces paramètres permet d'optimiser les performances, ce qui nécessite un équilibre précis de tous les facteurs impliqués.
Explorez l'estimation du temps de refroidissement 5 Apprenez-en davantage sur la vitesse d'injection 6
Le temps de refroidissement est la partie la plus courte du cycle de moulage.FAUX
Le temps de refroidissement est la phase la plus longue du cycle de moulage par injection.
Des vitesses d'injection plus rapides peuvent réduire les temps de cycle.Vrai
L'augmentation de la vitesse d'injection diminue le temps nécessaire au moulage.
Conclusion
La maîtrise de l'estimation du cycle de moulage par injection peut considérablement améliorer votre efficacité de production et la qualité de vos produits. Mettez en pratique ces connaissances pour optimiser vos méthodes de fabrication.
-
Découvrez des techniques avancées pour améliorer l'efficacité du refroidissement : Optimisation du temps de refroidissement · Minimisation du temps de remplissage · Temps de pause approprié · Optimisation du temps dans la phase d'injection · Réduction des mouvements excessifs. ↩
-
Découvrez comment la vitesse d'injection influence l'efficacité du remplissage du moule : en général, à vitesse d'injection égale, une pression d'injection plus élevée améliore la fluidité du plastique, ce qui accroît la précision dimensionnelle… ↩
-
Découvrez comment le moulage d'essai permet d'optimiser le temps de maintien pour de meilleurs résultats : Le processus d'essai de moule est une étape cruciale pour garantir qu'un moule peut produire des produits conformes, fonctionner dans des conditions de production normales et répondre aux exigences… ↩
-
Découvrez comment le moulage scientifique optimise les processus de production : Le moulage scientifique est une approche systématique du moulage par injection qui repose en grande partie sur les principes de la méthode scientifique (développement et essais d’une méthode scientifique) ↩
-
Obtenez des informations sur les calculs précis du temps de refroidissement : une bonne règle générale consiste à ajouter 20 % au temps de refroidissement pour tenir compte des variations du matériau entrant et des légères variations des performances de la machine. ↩
-
Comprendre l'impact de la vitesse d'injection sur l'efficacité du cycle : l'augmentation de la vitesse d'injection réduit le temps d'injection, ce qui permet de produire des produits de haute qualité avec un coût de moule nettement inférieur… ↩






