

Le moulage par injection façonne notre quotidien de manières souvent négligées – explorons son impact sur l'épaisseur du plastique !
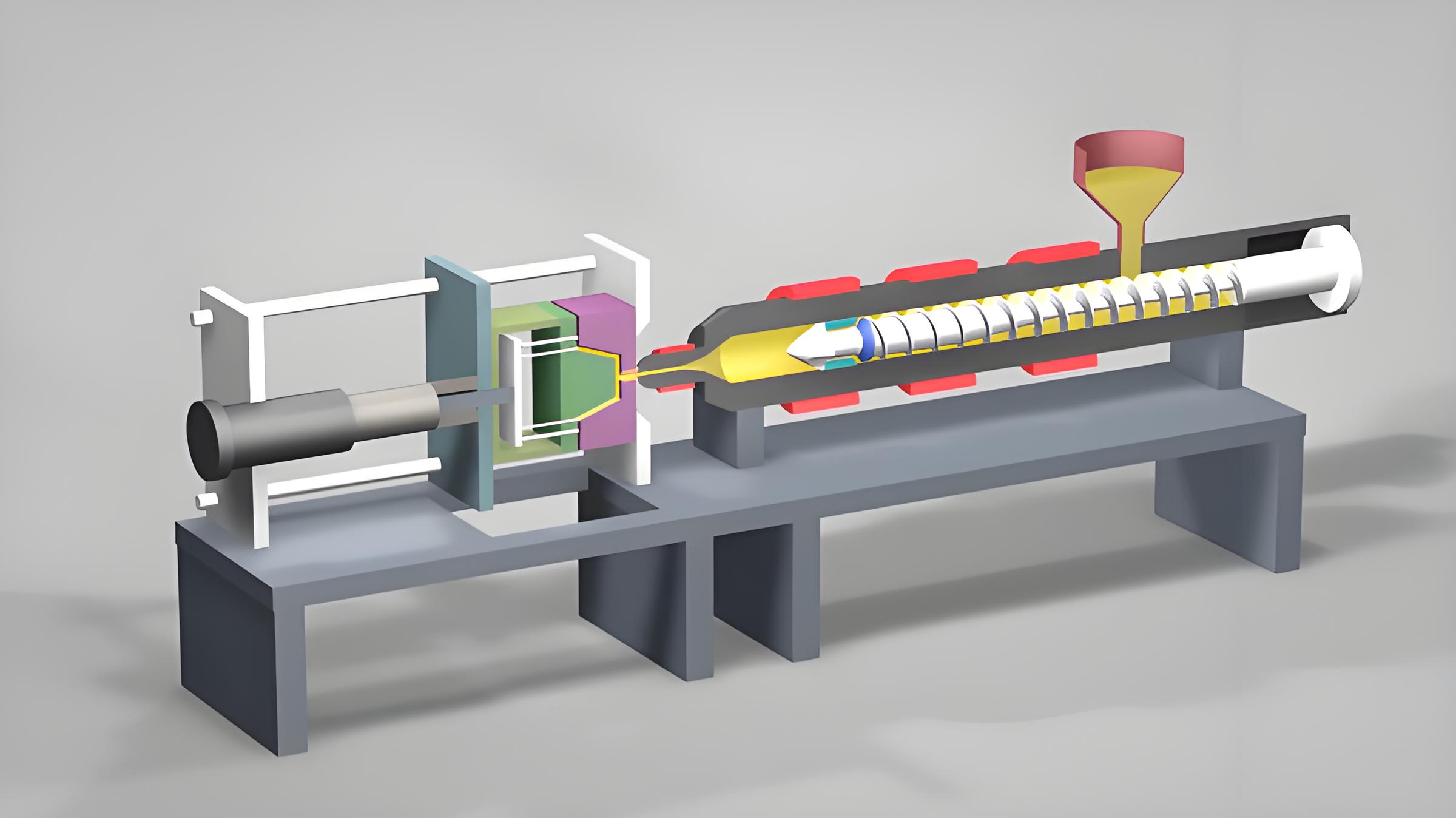
Le procédé de moulage par injection influe considérablement sur l'épaisseur des pièces en plastique, notamment par le biais de variables telles que la pression d'injection, la durée, la pression de maintien, la température du moule, la température de fusion et la conception du point d'injection. Ces facteurs influent sur le taux de remplissage, le retrait et l'uniformité, éléments essentiels pour respecter les spécifications de conception.
Mais il y a bien plus à découvrir ! Rejoignez-moi pour explorer en détail chaque facteur qui peut contribuer à optimiser vos conceptions et vos processus.
Une pression d'injection insuffisante entraîne la production de pièces en plastique plus fines.Vrai
Une pression trop faible entraîne un remplissage incomplet de la cavité, réduisant ainsi l'épaisseur de la pièce.
- 1. Quel rôle joue la pression d'injection dans l'épaisseur de la pièce ?
- 2. Comment la pression de maintien et le temps influencent-ils l'épaisseur ?
- 3. Pourquoi la température du moule est-elle essentielle pour le contrôle de l'épaisseur ?
- 4. Comment la conception de la grille affecte-t-elle l'uniformité de l'épaisseur ?
- 5. Conclusion
Quel rôle joue la pression d'injection dans l'épaisseur de la pièce ?
La pression d'injection est un paramètre crucial qui influence l'épaisseur et la qualité des pièces en plastique moulées par injection.
La pression d'injection influe directement sur l'épaisseur des pièces en plastique en contrôlant le flux de matière fondue dans le moule. Une pression insuffisante entraîne des pièces plus fines, notamment dans les zones complexes, tandis qu'une pression excessive peut provoquer des défauts tels qu'un amincissement localisé ou des bavures, affectant la précision dimensionnelle de la pièce.

Comprendre la pression d'injection
La pression d'injection désigne la force appliquée au plastique fondu lors de son injection dans la cavité du moule. Cette pression détermine le degré de remplissage de la cavité et, par conséquent, l'épaisseur finale de la pièce moulée.
Pression d'injection insuffisante
Lorsque la pression d'injection est trop faible, le plastique fondu peine à remplir entièrement la cavité du moule. Ce problème est particulièrement visible loin du point d'injection ou dans les moules aux formes complexes. Par exemple, la fabrication de grandes pièces à faible pression d'injection peut entraîner une épaisseur insuffisante sur les bords ou au centre, due à un remplissage incomplet. Il peut en résulter des pièces non conformes aux spécifications, ce qui affecte leurs performances et leur fiabilité.
Effets d'une pression d'injection excessive
À l'inverse, une pression d'injection excessive peut entraîner une diffusion trop rapide du plastique fondu dans la cavité. Ce mouvement rapide peut provoquer des problèmes tels que la rupture des zones les plus fragiles de la pièce, entraînant un amincissement localisé ou des défauts comme des bavures sur les bords. De tels problèmes peuvent compromettre la précision dimensionnelle globale de la pièce en plastique.
Équilibrage de la pression d'injection pour une épaisseur optimale
L'obtention d'un équilibre optimal de la pression d'injection est essentielle. Cela nécessite une analyse approfondie de facteurs tels que la conception du moule , le type de matériau et la complexité de la pièce. Les ingénieurs doivent réaliser des simulations et des essais rigoureux afin de déterminer les paramètres de pression optimaux garantissant une épaisseur uniforme et exempte de défauts.
La pression d'injection joue un rôle essentiel pour garantir la conformité des pièces aux spécifications prévues, en influençant le remplissage complet et uniforme du moule. En comprenant et en ajustant correctement ce paramètre, les fabricants peuvent produire des pièces de haute qualité, d'épaisseur constante et présentant un minimum de défauts.
Une pression d'injection élevée provoque des défauts d'injection.Vrai
Une pression excessive peut entraîner des bavures, affectant la précision des pièces.
Une faible pression d'injection garantit une épaisseur uniforme.FAUX
Une pression insuffisante entraîne un remplissage incomplet et une épaisseur irrégulière.
Comment la pression de maintien et le temps influencent-ils l'épaisseur ?
Comprendre le rôle de la pression de maintien et du temps est crucial pour obtenir l'épaisseur de pièce souhaitée lors du moulage par injection.
La pression et la durée de maintien sont essentielles pour déterminer l'épaisseur des pièces en plastique. Une pression adéquate compacte la matière fondue, réduisant ainsi le retrait et garantissant la précision dimensionnelle. De même, une durée de maintien appropriée permet une solidification complète, évitant le retrait et les défauts tels que les creux. Ces deux facteurs nécessitent un étalonnage précis afin d'optimiser la qualité et l'efficacité.
Le rôle de la pression de maintien
Une pression de maintien est appliquée une fois que la cavité du moule est remplie par la phase d'injection initiale. Cette pression garantit que le plastique fondu reste compacté à l'intérieur du moule, compensant ainsi tout retrait de matière qui se produit lors du refroidissement et de la solidification de la pièce.
-
Pression de maintien insuffisante : Une pression de maintien trop faible peut entraîner un retrait excessif du plastique lors du refroidissement, ce qui produit des pièces plus fines non conformes aux spécifications. Ce problème est particulièrement préoccupant dans les zones éloignées du point d’injection, où la perte de pression est plus importante. Par exemple, les grandes pièces automobiles nécessitent une pression constante pour éviter des variations d’épaisseur.
-
Pression de maintien excessive : À l’inverse, une pression trop forte peut engendrer des problèmes tels que des bavures (une fine couche de matière en excès le long de la ligne de joint du moule) dues à une force excessive exercée sur celui-ci. Cela peut également provoquer des contraintes internes dans le plastique, entraînant des déformations ou des fissures après production.
Importance du temps d'attente
Le temps de maintien détermine la durée d'application de la pression après le remplissage du moule. Il garantit que la pièce conserve sa forme et son épaisseur jusqu'à ce qu'elle refroidisse suffisamment pour être démoulée.
-
Temps de maintien insuffisant : si le temps de maintien est insuffisant, le plastique peut commencer à se rétracter avant d’être complètement solidifié, ce qui entraîne des défauts tels que des retassures ou des vides, compromettant à la fois l’apparence et l’intégrité structurelle.
-
Temps de maintien prolongé : Bien qu’un temps de maintien plus long puisse améliorer la stabilité dimensionnelle et minimiser les variations d’épaisseur, il peut également réduire l’efficacité de la production en augmentant le temps de cycle. De plus, un maintien prolongé peut induire des contraintes résiduelles susceptibles d’entraîner des déformations après moulage.
Concilier qualité et efficacité
Pour obtenir des résultats optimaux, les fabricants doivent trouver un équilibre entre la pression de maintien la durée, et d'autres paramètres tels que les températures du moule et de la matière fondue. Par exemple, des températures plus élevées peuvent nécessiter des ajustements de la pression et de la durée afin de maintenir la qualité sans compromettre l'efficacité.
Tableau d'exemple : Influence des paramètres de maintien sur la qualité des pièces
| Paramètre | Impact de réglage faible | Impact de réglage élevé |
|---|---|---|
| Maintenir la pression | Retrait, parties minces | Éclair, stress interne |
| Temps de maintien | marques de retrait, vides | Augmentation du temps de cycle, contrainte résiduelle |
En conclusion, l'ajustement précis de ces paramètres en fonction des propriétés spécifiques des matériaux et de la conception des pièces est essentiel pour produire des composants plastiques de haute qualité par moulage par injection. La compréhension de ces nuances permet aux fabricants de mieux prévoir les résultats et d'adapter les procédés en conséquence.
La pression de maintien réduit le retrait de la pièce.Vrai
Une pression de maintien adéquate compacte la matière fondue, réduisant ainsi le retrait.
Un temps de maintien prolongé diminue l'efficacité de la production.Vrai
Un temps de maintien plus long augmente le temps de cycle, réduisant ainsi l'efficacité.
Pourquoi la température du moule est-elle essentielle pour le contrôle de l'épaisseur ?
La température du moule est un facteur crucial dans le moulage par injection, ayant un impact direct sur l'épaisseur et la qualité des pièces en plastique.
La température du moule influe sur l'épaisseur des pièces en plastique en agissant sur la vitesse de refroidissement du matériau fondu, sa fluidité et son retrait. Une température optimale du moule garantit une épaisseur constante, évitant ainsi les défauts tels qu'un remplissage irrégulier ou un retrait excessif, qui peuvent compromettre les spécifications de conception et les performances de la pièce.
Le rôle de la température du moule dans le refroidissement et la fluidité
La température du moule 3 joue un rôle crucial dans la vitesse de refroidissement du plastique fondu après son injection dans la cavité. Si cette température est trop basse, le plastique se refroidit rapidement, ce qui augmente sa viscosité et réduit sa fluidité. Il devient alors difficile pour le plastique de remplir complètement la cavité, ce qui entraîne des zones plus fines, notamment dans les parties complexes ou éloignées du moule.
À l'inverse, une température trop élevée dans le moule ralentit le refroidissement. Si cela peut sembler avantageux pour le remplissage, cela peut entraîner un retrait excessif lors du refroidissement de la pièce hors du moule. Ce retrait conduit souvent à des pièces dont l'épaisseur dépasse celle prévue, ce qui nuit à l'esthétique et à la fonctionnalité.
Équilibrer la température du moule pour des résultats optimaux
Trouver le bon équilibre pour la température du moule est crucial pour garantir une épaisseur uniforme sur une pièce en plastique. Idéalement, la température du moule doit être suffisamment élevée pour permettre un remplissage complet de la cavité, mais suffisamment basse pour éviter un retrait excessif et un allongement du temps de cycle. Cet équilibre garantit que la pièce respecte scrupuleusement ses spécifications de conception, sans gaspillage de matière ni augmentation des coûts de production.
| Température du moisissure | Effet sur l'épaisseur de la pièce | Problèmes potentiels |
|---|---|---|
| Trop bas | Sections plus fines; remplissage insuffisant | Pénurie de matériaux, irrégularités |
| Optimal | Épaisseur constante | Dimensions stables |
| Trop haut | Épaisseur/retrait excessif | Cycles prolongés, coûts élevés |
Impact sur le cycle de production et les coûts
Le maintien d'une température optimale du moule influe non seulement sur la qualité des pièces, mais aussi sur l'efficacité de la production. Une température trop élevée allonge les temps de cycle en raison de périodes de refroidissement prolongées, ce qui augmente la consommation d'énergie et les coûts de production. À l'inverse, une température trop basse peut nécessiter des étapes de traitement supplémentaires pour corriger les défauts, ce qui impacte négativement la rentabilité.
Comprendre ces nuances aide les fabricants à optimiser leurs processus de moulage par injection 4 pour obtenir les résultats souhaités avec un minimum de déchets et de coûts.
Une température optimale du moule empêche un retrait excessif.Vrai
Une température de moule correcte garantit que les pièces adhèrent au design sans retrait excessif.
Une température de moule élevée réduit les coûts de production.FAUX
Des températures plus élevées augmentent la durée des cycles, ce qui accroît la consommation d'énergie et les coûts.
Comment la conception de la grille affecte-t-elle l'uniformité de l'épaisseur ?
La conception du point d'injection est cruciale pour garantir une épaisseur uniforme des pièces en plastique produites par moulage par injection. Un point d'injection bien conçu permet d'optimiser le flux et le remplissage.
La conception de l'orifice d'injection influe sur l'uniformité de l'épaisseur en déterminant le débit et la répartition du plastique fondu dans la cavité du moule. Des dimensions et un positionnement appropriés de l'orifice garantissent un flux régulier, évitant ainsi les variations d'épaisseur du produit final.

L'influence de la taille de la vanne sur le débit
Lors du moulage par injection, la taille de l'orifice d'injection joue un rôle crucial dans le contrôle du flux de matière fondue dans la cavité du moule. Un orifice trop petit restreint le flux, ralentissant l'entrée de la matière fondue et pouvant entraîner des zones plus fines de la pièce, notamment loin de l'orifice ou dans les géométries complexes. À l'inverse, un orifice plus large permet un flux plus important, améliorant le remplissage et potentiellement l'uniformité de l'épaisseur.
| Taille de la porte | Impact |
|---|---|
| Petit | Débit restreint; sections plus minces |
| Grand | Débit robuste ; uniformité améliorée |
Placement optimal des portes pour l'uniformité
La position de l'orifice d'injection est tout aussi importante. Un mauvais positionnement, par exemple trop près d'un bord ou d'un angle, peut entraîner une répartition irrégulière du fluide dans la cavité du moule. Cette irrégularité se traduit souvent par des différences d'épaisseur sur la pièce. Idéalement, les orifices d'injection doivent être positionnés de manière à favoriser un remplissage symétrique, garantissant ainsi une pression et une température constantes sur toute la pièce.
Par exemple, des points d'injection centraux permettent d'obtenir un flux radial uniforme, réduisant ainsi les variations d'épaisseur de paroi. Pour les pièces complexes, on peut utiliser plusieurs points d'injection ou des systèmes à canaux chauds afin de garantir un remplissage équilibré.
Équilibrer plusieurs facteurs
Bien que la conception du point d'injection soit essentielle, elle doit être considérée en parallèle avec d'autres facteurs tels que la pression d'injection et la température du moule. Une température de fusion élevée , par exemple, peut compenser des points d'injection plus petits en améliorant la fluidité, mais elle risque également de dégrader le matériau si elle n'est pas correctement maîtrisée. Inversement, des températures plus basses peuvent nécessiter des points d'injection plus larges pour obtenir des résultats similaires sans compromettre la qualité des pièces.
Étude de cas : Moulage par injection de grandes pièces
Prenons l'exemple de la fabrication d'une grande pièce en plastique avec un point d'injection de petite taille. Le flux restreint risque d'entraîner un remplissage insuffisant, ce qui se traduira par des zones plus fines aux extrémités. En agrandissant le point d'injection ou en le repositionnant au centre, les fabricants peuvent obtenir une meilleure uniformité d'épaisseur sur toute la pièce.
En conclusion, le choix judicieux de la taille et de l'emplacement des points d'injection est essentiel pour obtenir une épaisseur uniforme des pièces moulées par injection. L'optimisation de ces facteurs permet un meilleur contrôle de la dynamique des fluides et améliore la qualité du produit fini.
Une grande taille de porte améliore l'uniformité de l'épaisseur.Vrai
Une plus grande taille de vanne permet un débit important, améliorant le remplissage et l'uniformité.
Un mauvais positionnement des vannes entraîne des flux uniformes.FAUX
Un positionnement incorrect provoque un flux irrégulier, entraînant des différences d'épaisseur.
Conclusion
La maîtrise de ces aspects du moulage par injection peut considérablement améliorer la qualité de vos pièces en plastique. Mettez à profit ces connaissances pour donner une nouvelle dimension à vos créations !
-
La complexité de la conception du moule influe sur la qualité du remplissage et, par conséquent, sur l'épaisseur finale de la pièce. La qualité et la fabrication du moule permettent aux mouleurs par injection de garantir une tolérance élevée, d'identifier les défauts, de maintenir la précision, de choisir les matières premières appropriées, etc ↩
-
Découvrez comment la pression de maintien influence la consistance des pièces en plastique : la pression de maintien signifie que la vis ne se rétracte pas immédiatement après l’injection, mais continue d’exercer une pression sur le matériau fondu… ↩
-
Découvrez comment optimiser la température pour un moulage de précision : un réglage optimal à 50 °C garantit un écoulement et une solidification équilibrés. … Le PPS résiste aux hautes températures, ce qui le rend adapté aux applications exigeantes. Le POM, … ↩
-
Explorez des méthodes pour réduire les coûts tout en maintenant la qualité : 9 conseils pour réduire les coûts du moulage par injection… L’utilisation d’une cavité centrale, comme illustré, peut être une méthode rentable pour mouler des parois hautes et des surfaces nervurées. ↩
-
Découvrez comment la taille de la buse influe directement sur le flux de plastique et l'uniformité des pièces : en effet, la taille de la buse détermine la contrainte de cisaillement que subira le plastique fondu lorsqu'il remplira votre pièce. ↩
-
Découvrez comment équilibrer la température de fusion et la conception de la porte d'injection pour des résultats optimaux : un rapport élevé entre la température de fusion et la température basse du moule entraîne souvent une instabilité des pièces et des propriétés compromises. ↩






