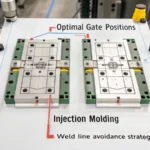
Les lignes de soudure sont un véritable casse-tête pour tous les concepteurs de moules. Elles nuisent à l'esthétique et à la solidité des pièces. Le secret pour les éviter réside dans le positionnement précis du point d'injection.
Optimisez la position des points d'injection pour éviter les lignes de soudure en assurant un flux de matière équilibré et en les plaçant près des sections épaisses ou des zones sensibles à la soudure. Un positionnement adéquat minimise les perturbations du flux, renforce la pièce et améliore son aspect.
Je me souviens avoir vu des lignes de soudure pour la première fois. Elles sont apparues sur une maquette qui se devait d'être impeccable. Mon travail acharné, gâché par ces lignes tenaces, était vraiment rageant. Mais, en tant que concepteur déterminé, j'ai commencé à me renseigner sur les points d'injection.
Bien positionner la buse de fusion change tout. Par exemple, la placer sur un axe de symétrie d'un objet rond a permis à la fusion de se répartir uniformément. Fini les lignes disgracieuses ! Éviter les zones importantes était essentiel. Cette astuce m'a sauvé la mise lors de la réalisation d'un couvercle transparent pour un projet. La buse placée sur le bord a permis de conserver une vue dégagée, sans lignes disgracieuses.
Pour les conceptions plus complexes, l'utilisation de plusieurs points d'injection successifs s'avérait extrêmement utile. C'était comme une musique de fond. Le réglage des angles et de l'espacement des points d'injection est également crucial : il empêche le matériau chaud de refroidir ou de s'écouler de manière anarchique.
Voici un conseil : maintenez une épaisseur de paroi uniforme autant que possible. Cela facilite le refroidissement et le raccordement, masquant ainsi les lignes de soudure. Les angles vifs dans la conception impliquent à nouveau la présence de lignes de soudure disgracieuses.
Ces méthodes ont transformé ma façon de travailler sur chaque projet. J'espère qu'elles vous aideront aussi à améliorer vos créations.
Le positionnement symétrique des points d'entrée réduit les lignes de soudure.Vrai
Le positionnement de la buse sur l'axe de symétrie assure un flux de fusion uniforme, minimisant ainsi les lignes de soudure.
Les portes séquentielles augmentent la formation de la ligne de soudure.FAUX
Le contrôle séquentiel de l'alimentation en métal fondu réduit le désordre et minimise les lignes de soudure.
- 1. Pourquoi le positionnement symétrique des points d'injection est-il important dans la conception des moules ?
- 2. Comment le procédé de soudage séquentiel permet-il de réduire les lignes de soudure dans les conceptions multi-portes ?
- 3. Comment l'épaisseur de la paroi influence-t-elle le positionnement de la porte ?
- 4. Comment le réglage des angles d'entrée peut-il prévenir les lignes de soudure ?
- 5. Conclusion
Pourquoi le positionnement symétrique des points d'injection est-il important dans la conception des moules ?
Avez-vous déjà réfléchi à la façon dont le placement des points d'injection dans les moules transforme votre processus de fabrication ? Explorons cela !
Le positionnement symétrique des points d'injection dans la conception du moule joue un rôle essentiel dans la répartition homogène du matériau fondu. Cette répartition uniforme réduit les défauts tels que les lignes de soudure, ce qui permet d'obtenir des produits plus réguliers. Une dynamique d'écoulement optimale est primordiale pour un moulage par injection de haute qualité, garantissant ainsi un niveau de qualité élevé.

Améliorer le flux grâce à un positionnement équilibré des vannes
Au fil des années passées à concevoir des moules, j'ai constaté que l'emplacement des points d'injection influence considérablement la circulation du matériau fondu. Imaginez verser de l'eau dans une baignoire avec des robinets placés de façon aléatoire : ce serait chaotique ! En revanche, un système d'injection symétrique agit comme un robinet bien positionné, répartissant le matériau fondu de manière uniforme.
Stratégies d'aménagement des portails
- Point d'injection unique : Pour les produits aux formes identiques, le placement d'un point d'injection unique le long de l'axe de symétrie favorise une fonte fluide. C'est comme placer un poids exactement au centre d'une balançoire.
- Zones à éviter : Ne placez pas les portiques à proximité de zones qui doivent être esthétiques, comme les parties transparentes d’objets en plastique. C’est crucial, car les lignes de soudure sont très visibles, comme des taches de café sur une chemise blanche.
Gestion des portails multipoints
Pour les moules complexes, il peut être nécessaire d'utiliser plusieurs points d'injection. Le choix de l'ordre d'injection est primordial :
- Injection séquentielle : démarrer le flux à partir de la porte la plus éloignée afin que les flux fusionnent correctement.
- Espacement et angles des vannes : Un espacement correct évite un refroidissement trop rapide. Modifier les angles permet un flux plus régulier, un peu comme manœuvrer un bateau avec précaution.
| Paramètre | Approche idéale |
|---|---|
| Forme symétrique | Placement centré de la porte |
| Agencement à plusieurs portes | Ouverture séquentielle en fonction de la distance |
| Domaines critiques | Évitez la proximité des portes avec les sections à hautes performances |
Importance de l'épaisseur de la paroi
Une épaisseur de paroi uniforme masque les lignes de soudure. Je privilégie toujours les endroits où les parois sont régulières pour une fusion optimale. Un refroidissement uniforme prévient les défauts d'aspect. Cette méthode m'a permis d'éviter les problèmes de clients qui remarquent des marques après la production.
Éviter les virages brusques
Les changements brusques du flux de fusion sont comparables à des virages serrés dans la circulation. Ils augmentent les risques et créent des lignes de soudure. Le positionnement précis des points d'injection lors des virages doux assure un flux régulier, ce qui est essentiel pour les structures complexes.
Découvrez plus d'informations sur la configuration séquentielle des portes (1) pour les éléments complexes. Le concept de centre géométrique (2) contribue également à optimiser les flux.
En conclusion, le positionnement symétrique des points d'injection améliore considérablement l'écoulement du matériau fondu et réduit les défauts, garantissant ainsi une excellente qualité de produit. En évitant les zones critiques et en tenant compte de l'épaisseur des parois, l'efficacité de cette méthode est encore accrue.
Le positionnement symétrique des points d'entrée réduit les lignes de soudure.Vrai
Le positionnement symétrique des points d'injection permet une répartition uniforme du métal en fusion, réduisant ainsi les lignes de soudure.
Les portes séquentielles augmentent la fréquence d'apparition des lignes de soudure.FAUX
Les vannes séquentielles contrôlent l'ordre d'écoulement du métal en fusion, réduisant ainsi la formation de lignes de soudure.
Comment le procédé de soudage séquentiel permet-il de réduire les lignes de soudure dans les conceptions multi-portes ?
Avez-vous déjà réfléchi à la manière dont le système d'alimentation séquentielle modifie votre processus de moulage par injection ?
Le système d'injection séquentielle réduit les lignes de soudure dans le moulage par injection multipoints en contrôlant l'ouverture des points d'injection. Cette technique guide plus précisément l'écoulement du plastique fondu et empêche les fronts de fusion de se rejoindre prématurément. Il en résulte des produits plus résistants et plus esthétiques.

Le principe du contrôle séquentiel
Imaginez-vous en train de diriger un ballet de plastique chaud et fluide remplissant un moule, chaque mouvement étant réfléchi et précis. Le système d'injection séquentielle permet ce contrôle. En gérant l'ouverture de chaque point d'injection, on guide le matériau en douceur dans le moule. Ce processus ordonné réduit le risque de collision prématurée du matériau, souvent à l'origine de ces lignes de soudure .
Conception de systèmes multi-portes
Concevoir un système à plusieurs points d'injection s'apparente à la résolution d'un puzzle. Chaque point d'injection doit être positionné avec précision pour assurer un écoulement régulier du plastique. Par exemple, placer un point d'injection au centre d'un objet rond favorise une répartition uniforme du matériau, réduisant ainsi les risques d'imperfections. Il est essentiel d'éloigner les points d'injection des zones où l'esthétique ou la résistance sont primordiales.
| Facteur de conception | Considération |
|---|---|
| Symétrie | Alignez les points d'injection avec les axes de symétrie pour un flux de matière fondue uniforme. |
| Domaines critiques | Évitez de placer le portail à proximité de pièces visibles ou porteuses. |
Optimisation de la dynamique des fluides
Imaginez que le rythme d'une performance musicale s'ajuste – chaque porte s'ouvre en synchronisation avec les autres pour gérer le flux. En modifiant l'ordre et le timing, on peut planifier des points de jonction précis où les lignes de soudure sont moins visibles et moins dommageables. Cette technique est particulièrement efficace pour les pièces aux formes complexes ou aux épaisseurs de paroi variables.
Applications et avantages concrets
Dans des secteurs comme l'automobile et l'électronique, où l'esthétique et la robustesse sont primordiales, le contrôle séquentiel de l'alimentation s'avère extrêmement utile. En n'ouvrant les points d'injection secondaires qu'en cas de besoin, les lignes de soudure sont considérablement réduites, ce qui permet d'obtenir des pièces non seulement plus belles, mais aussi beaucoup plus durables.
L’étude de ces techniques permet de mieux comprendre comment minimiser les défauts des composants en plastique⁴ , améliorant ainsi l’efficacité de la production et la qualité des produits. Des séquences de fabrication optimisées contribuent à l’obtention de produits de haute qualité tout en réduisant les déchets et les coûts.
La disposition symétrique des points d'entrée réduit les lignes de soudure.Vrai
Le positionnement symétrique des points d'injection permet une répartition uniforme du métal en fusion, minimisant ainsi les lignes de soudure.
L'injection séquentielle augmente le nombre de lignes de soudure dans le moulage par injection.FAUX
Le contrôle séquentiel de l'alimentation en métal fondu réduit la formation de lignes de soudure.
Comment l'épaisseur de la paroi influence-t-elle le positionnement de la porte ?
Avez-vous déjà réfléchi à la façon dont l'épaisseur des parois d'un produit pouvait déterminer le succès ou l'échec du processus de moulage par injection ?
L'épaisseur de paroi du produit joue un rôle important dans le positionnement de la buse d'injection. Une épaisseur uniforme favorise un refroidissement homogène, optimisant ainsi le flux de matière et réduisant les défauts tels que les lignes de soudure. En cas d'épaisseur variable, le remplissage peut être inefficace et irrégulier, ce qui peut engendrer des défauts.

Influence de l'épaisseur de paroi sur l'écoulement des matériaux
Je me souviens de mes débuts dans le moulage par injection : l’épaisseur des parois me paraissait insignifiante. Mais en apprenant davantage, j’ai constaté son impact considérable sur la fluidité du matériau. Une épaisseur de paroi uniforme garantit une performance optimale, permettant au matériau de s’écouler de manière fluide et régulière dans le moule. Cet équilibre réduit les problèmes tels que les déformations ou les remplissages incomplets. Or, il est essentiel d’éviter ces défauts dans le produit fini.
Importance de l'épaisseur uniforme des parois
Concevoir les points d'injection dans des zones d'épaisseur de paroi uniforme change tout. Ce positionnement judicieux favorise une répartition homogène du matériau, réduisant ainsi les lignes de soudure disgracieuses. Ces lignes peuvent nuire à l'esthétique et à la solidité d'une pièce. En clair : si vous contrôlez la fusion pour qu'elle se concentre d'abord aux endroits où la paroi est fine, vous augmentez considérablement vos chances de réussite. C'est une stratégie judicieuse.
| Épaisseur de paroi | Impact sur la position de la porte |
|---|---|
| Uniforme | Flux de matériaux constant, lignes de soudure réduites |
| Inégal | Vitesses de refroidissement variables, défauts potentiels |
Gestion de plusieurs portes logiques dans des conceptions complexes
La gestion de conceptions complexes à plusieurs points d'injection était autrefois intimidante, mais les réglages séquentiels des points d'injection sont extrêmement efficaces. En ajustant l'espacement et les angles pour s'adapter aux différentes épaisseurs de paroi, le flux de matière est parfaitement maîtrisé. Il s'agit essentiellement de contrôler la fusion, réduisant ainsi les lignes de soudure. C'est très efficace.
Éviter les virages brusques dans l'écoulement de la matière fondue
Imaginez conduire sur une route sinueuse : les virages serrés peuvent facilement vous déstabiliser. Le flux de matière fondue en moulage par injection est similaire. Si les points d'injection sont placés dans des virages serrés, le flux peut être perturbé, augmentant ainsi le risque de lignes de soudure. À l'inverse, un parcours lisse permet à la matière fondue de s'écouler régulièrement dans ces zones, sans changements brusques de direction.
La compréhension de ces détails permet non seulement d'accroître l'efficacité, mais aussi d'améliorer la qualité des produits plastiques, en réduisant les erreurs et en optimisant leurs performances. La prise en compte conjointe de l'épaisseur des parois et du positionnement des points d'injection permet d'optimiser les résultats de fabrication.
Pour plus d'informations sur les conceptions multi-portes et les stratégies de déclenchement séquentiel, consultez cette ressource sur le déclenchement séquentiel 5 .
Le positionnement symétrique des points d'entrée réduit les lignes de soudure.Vrai
Le positionnement des points d'injection sur les axes de symétrie assure un flux de fusion uniforme, réduisant ainsi les lignes de soudure.
L'espacement des points d'injection n'affecte pas la formation de la ligne de soudure.FAUX
Un espacement incorrect des points d'injection peut provoquer un refroidissement excessif ou des troubles d'écoulement, entraînant l'apparition de lignes de soudure.
Comment le réglage des angles d'entrée peut-il prévenir les lignes de soudure ?
Vous arrive-t-il de voir une pièce en plastique et de penser qu'elle a une allure bizarre ? Ces vilaines lignes de soudure en sont la cause.
En modifiant l'angle d'injection, on réduit probablement les lignes de soudure en orientant le flux de plastique fondu. Cela permet un assemblage plus homogène. Cette méthode renforce non seulement le produit, mais améliore aussi très souvent son aspect.

Le rôle des angles d'entrée dans la conception des moules
Je me souviens avoir repéré des lignes de soudure sur un projet pour la première fois. Il s'agissait d'une pièce lisse et transparente pour un produit coûteux, et ces lignes étaient très visibles. Cette expérience m'a appris l'importance des angles d'injection pour guider le plastique en fusion lors du moulage par injection. Ajuster ces angles permet de diriger le matériau et de réduire les intersections indésirables.
-
Agencement symétrique : Les produits symétriques nécessitent des points d’injection sur l’axe de symétrie pour une répartition uniforme du matériau. Cela réduit les risques liés aux lignes de soudure aux points de jonction. J’ai travaillé une fois sur une pièce ronde où cette technique s’est avérée cruciale.
-
Éviter les zones critiques : Les produits nécessitant un aspect esthétique ou une grande robustesse requièrent un positionnement précis des points d’injection afin de masquer les lignes de soudure. Dans les phares de voiture, par exemple, placer les points d’injection dans des zones invisibles garantit leur netteté et leur solidité.
Optimisation des portes multipoints
La gestion de plusieurs portes implique de les séquencer et de les orienter correctement.
| Considération | Description |
|---|---|
| Réglage séquentiel des portes | Ouvrir les vannes selon un ordre précis afin de contrôler la convergence des flux. |
| Espacement et angle des portes | Ajustez l'espacement et les angles pour assurer une fusion homogène. |
Dans le cadre d'un projet, j'ai constaté que la fusion tangentielle des couches de métal en fusion réduit considérablement les lignes de soudure. L'alignement des angles d'entrée avec le sens d'écoulement améliore significativement la qualité.
Intégration du positionnement de la porte à la conception du produit
-
Épaisseur de paroi uniforme : le guidage de la fusion dans des zones d’épaisseur uniforme permet un refroidissement homogène et des jonctions plus lisses. Cela réduit considérablement les lignes de soudure.
-
Éviter les virages brusques : Prévenez les virages brusques du flux de fusion en ajustant la position des points d’injection. Un flux rectiligne réduit la formation de lignes de soudure.
Dans les conceptions complexes présentant des épaisseurs de paroi variables, il est très utile de diriger la fusion vers les sections les plus fines en premier. L'homogénéisation des vitesses de fusion sur toute l'épaisseur permet une jonction nette et réduit les défauts.
Explorez comment l'ajustement des angles de porte 8 peut améliorer la conception en comprenant leur effet sur le mouvement de fusion et la fusion.
Le positionnement symétrique des points d'entrée réduit les lignes de soudure.Vrai
Le positionnement symétrique des points d'injection favorise une diffusion uniforme du métal en fusion, réduisant ainsi les risques liés aux lignes de soudure.
Une épaisseur de paroi irrégulière augmente la visibilité de la ligne de soudure.Vrai
Les différences de vitesse de refroidissement dans les parois irrégulières rendent les lignes de soudure plus visibles.
Conclusion
L'optimisation du positionnement des points d'injection en moulage par injection minimise les lignes de soudure et améliore la qualité du produit. Les techniques utilisées comprennent le positionnement symétrique, l'injection séquentielle et le maintien d'une épaisseur de paroi uniforme pour un flux de matière efficace.
-
Découvrez comment le réglage séquentiel des points d'injection contrôle le flux de fusion pour les produits complexes, améliorant ainsi la qualité du produit en réduisant les lignes de soudure. ↩
-
Découvrez comment l'utilisation du centre géométrique dans le positionnement de la porte d'injection améliore la répartition de la matière fondue et réduit les défauts. ↩
-
Découvrez comment le contrôle séquentiel de l'alimentation en matière de fusion permet de réguler précisément le flux de matière fondue afin d'améliorer la qualité des produits en réduisant les lignes de soudure. ↩
-
Découvrez comment les industries bénéficient du contrôle séquentiel en produisant efficacement des composants en plastique sans défaut. ↩
-
Le contrôle séquentiel de la chaîne de production permet de gérer efficacement le flux de matériaux dans les conceptions complexes, réduisant ainsi les défauts. ↩
-
Comprendre comment les configurations de grilles symétriques contribuent à prévenir les défauts en assurant un flux de fusion uniforme. ↩
-
Découvrez comment le réglage des angles d'entrée influe sur le flux de fusion et minimise les lignes de soudure. ↩
-
Découvrez comment le réglage de l'angle de la grille améliore la conception des produits en réduisant les défauts. ↩