

Je me souviens de la première fois où j'ai entendu parler du traitement de nitruration. Cela a vraiment changé ma façon d'entretenir mes moules.
Le traitement de nitruration accroît la durabilité des moules. Ce procédé consiste à déposer de l'azote sur la couche superficielle du moule. La surface devient ainsi plus dure et plus résistante à l'usure. La nitruration réduit le frottement et renforce la résistance à la fatigue. Cette méthode contribue à prolonger la durée de vie des moules et trouve des applications dans de nombreux secteurs industriels.
Comprendre la nitruration a tout changé pour moi. Imaginez un moule usé qui a besoin d'une seconde vie. La nitruration le sauve. Je commence par préparer le moule avec soin. Il ne doit présenter aucune aspérité, aucune rayure. Des mesures précises me permettent de travailler avec exactitude. Le nettoyage est essentiel. Chaque étape est importante. La précision est primordiale et la patience est toujours récompensée.
Le procédé de nitruration commence par un chauffage progressif du moule, ce qui évite les contraintes mécaniques. La température doit être optimale pour que l'azote agisse correctement. Au refroidissement du moule, j'observe un résultat robuste et durable. Redonner vie à de vieux moules est une sensation formidable. Ils ne sont plus destinés à la poubelle. Le contrôle des dimensions et de la dureté après traitement confirme l'efficacité de la nitruration. Ce procédé transforme à la fois les moules et ma façon d'aborder les problèmes. Le souci du détail est primordial.
L'inspection visuelle vérifie l'état des moisissures et détecte les dommages et les fissures.Vrai
L'inspection visuelle garantit l'intégrité du moule en identifiant les défauts visibles.
Le gaz nitrurant comprend de l'azote, de l'ammoniac et du dioxyde de carbone.Vrai
Ces gaz se décomposent pour former des atomes d'azote actifs destinés à la nitruration.
Comment le traitement de nitruration transforme-t-il les matériaux ?
Vous êtes-vous déjà demandé pourquoi les moules et les outils deviennent si durs et résistants ? Le traitement de nitruration leur confère ces qualités exceptionnelles. Découvrons ensemble ce procédé fascinant, étape par étape.
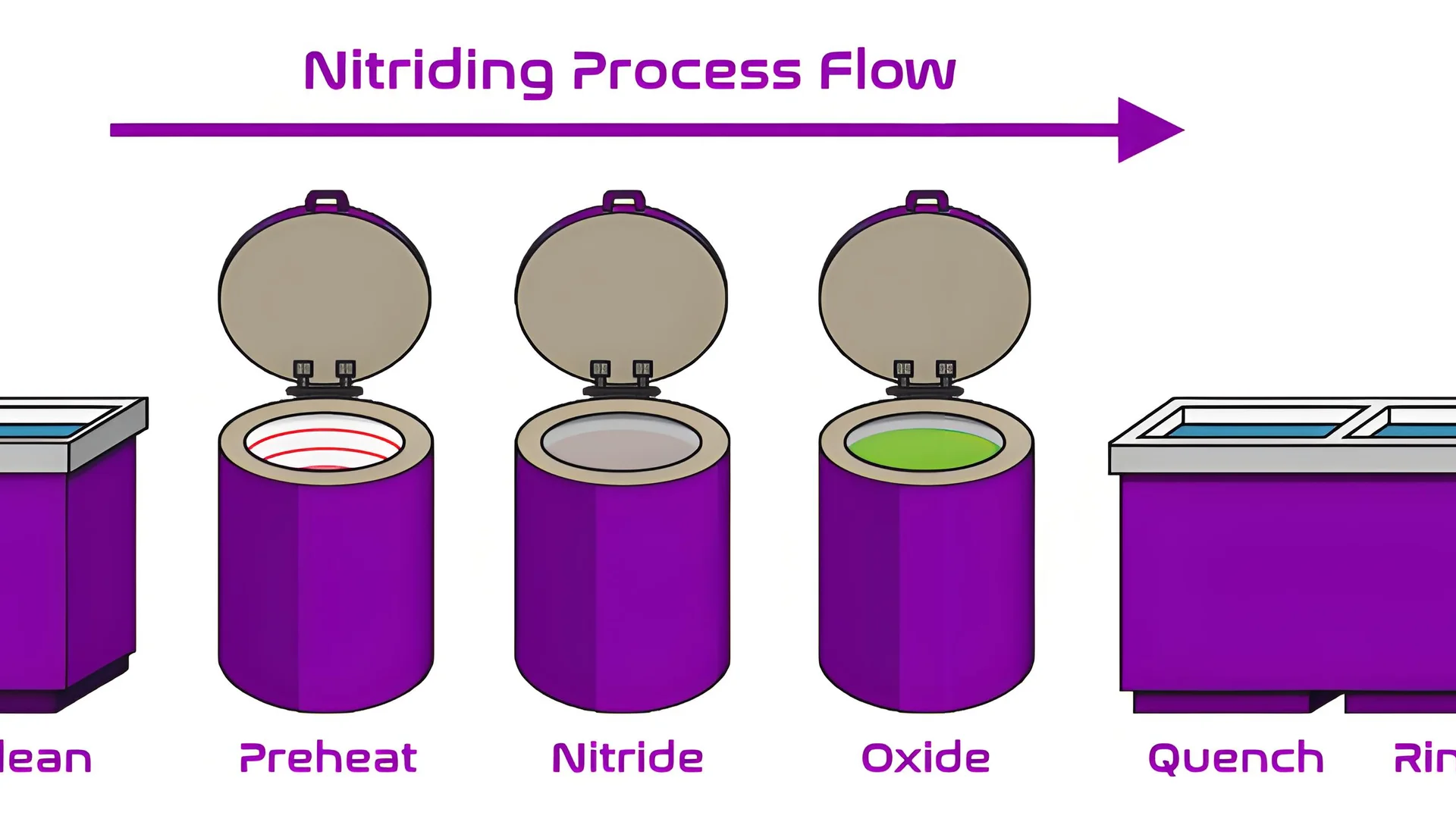
Le traitement de nitruration comprend des étapes importantes : réception du moule, prétraitement, application d'un agent anti-infiltration, chargement du four, nitruration, refroidissement et contrôle final. Chaque étape est cruciale pour la qualité du moule. Ce procédé confère aux moules une meilleure dureté, une résistance accrue à l'usure et, par conséquent, une durabilité et des performances améliorées.

Acceptation et préparation des moules
Imaginez démarrer un projet neuf, sans aucun problème antérieur. C'est ainsi que je commence la nitruration : en examinant minutieusement l'ensemble du moule. C'est un peu comme vérifier sa voiture avant un long trajet. On vérifie tout. Même une petite rayure pourrait fragiliser le moule. Réussir cette étape est la clé du succès.
L'étape suivante consiste à mesurer la moisissure. La précision est essentielle, un peu comme lorsqu'on fait passer des meubles par une porte étroite. Nous mesurons chaque élément important et notons toutes les mesures avec précision. Ensuite, nous nettoyons la moisissure à l'aide de traitements comme les ultrasons ou des solutions alcalines pour éliminer les contaminants ; c'est un peu comme une séance de spa pour la moisissure.
Pour plus d'informations sur l'inspection d'apparence 1 , une exploration plus approfondie des processus individuels est recommandée.
Phase de prétraitement
Certains moules nécessitent un traitement particulier avant la nitruration. Le revenu, par chauffage et refroidissement successifs, prépare le moule afin d'améliorer ses propriétés, une étape essentielle pour les moules exigeant des performances optimales. Le traitement de relaxation des contraintes contribue à minimiser les risques de déformation lors de la nitruration en relâchant les contraintes internes et en évitant ainsi toute modification imprévue.
Traitement anti-infiltration
Imaginez une crème protectrice pour le moule. Les pièces à ne pas nitrurer sont recouvertes d'un produit anti-infiltration, comme de la poudre de graphite. Il est essentiel de l'appliquer soigneusement afin que seules les zones concernées soient traitées.
Chargement du four
L'introduction des moules dans le four s'apparente à la résolution d'un puzzle : chaque élément doit s'emboîter parfaitement grâce à des fixations adaptées qui garantissent la stabilité et un chauffage uniforme. La disposition doit permettre une circulation optimale des gaz, essentielle à une nitruration homogène.
Procédé de traitement de nitruration
On chauffe le moule comme on préchauffe un four avant la cuisson, en augmentant progressivement la température pour éviter les contraintes thermiques. Le maintien de cette chaleur permet aux atomes d'azote de pénétrer complètement dans la surface du moule, créant ainsi une finition résistante.
Le type et la composition des gaz introduits, comme l'azote et l'ammoniac, sont des facteurs critiques qui influencent la profondeur et la qualité de la couche nitrurée.
Techniques de refroidissement
Le refroidissement est crucial après la nitruration ; c'est comme laisser refroidir un gâteau avant de le couper. Les moules sont refroidis à l'intérieur du four pour un résultat homogène, ce qui réduit les contraintes internes. Des méthodes de refroidissement rapide peuvent être utilisées selon la dureté souhaitée, mais elles risquent d'accroître les contraintes internes si elles ne sont pas maîtrisées.
Inspection finale
Nous vérifions minutieusement le moule à la fin de chaque étape du processus – à l’instar d’un joaillier examinant une pierre précieuse – afin de garantir sa conformité aux spécifications grâce à des mesures comparées aux données avant nitruration.
Un test de dureté vérifie l’obtention des propriétés souhaitées, tandis qu’une analyse métallographique optionnelle peut être réalisée pour une évaluation détaillée de la microstructure.
Chaque étape exige précision et attention — c'est comme créer quelque chose de nouveau dans votre atelier — et explorer davantage la façon dont chaque étape contribue peut apporter une compréhension plus approfondie .
L'inspection visuelle vérifie la présence de fissures et de défauts dans le moule.Vrai
L'inspection visuelle garantit l'intégrité structurelle du moule en vérifiant l'absence de fissures et de défauts.
La température de nitruration est toujours supérieure à 600℃.FAUX
La température de nitruration se situe généralement entre 500 et 580 °C, et ne dépasse pas 600 °C.
Pourquoi le prétraitement est-il crucial pour la nitruration ?
Je me souviens de ma première expérience avec le procédé de nitruration. Cela m'a montré à quel point il est crucial de maîtriser parfaitement le prétraitement.
Le prétraitement est essentiel avant la nitruration. Il élimine les impuretés des moules, ce qui stabilise leurs dimensions. Des surfaces propres favorisent une bonne diffusion de l'azote, réduisant ainsi les défauts et augmentant probablement la durabilité des moules.
Comprendre le rôle du prétraitement
De petits détails peuvent parfois faire toute la différence. Le prétraitement en nitruration est crucial. Nous commençons par une inspection visuelle moule afin de déceler tout dommage ou défaut. J'ai déjà remarqué une petite entaille qui aurait pu causer des problèmes majeurs par la suite. Cette inspection permet de détecter les problèmes au plus tôt.
Préparation de la surface du moule
Ensuite, nous nettoyons le moule. Ma grand-mère disait toujours : « On ne peut pas cuisiner dans une casserole sale ! » C’est tout à fait vrai pour les moules. Nous éliminons l’huile et la rouille à l’aide de solvants organiques ou par nettoyage aux ultrasons . Cela permet au moule de repartir à neuf pour une bonne nitruration.
Stabilité dimensionnelle
Après le nettoyage, nous mesurons les dimensions clés. C'est comme un contrôle rapide avant une opération importante. Nous vérifions que les variations après nitruration sont minimes et acceptables. Ceci est essentiel pour obtenir des résultats précis dans des applications exigeantes.
Gestion du stress par la relaxation et la décompression
Le trempage et la décompression permettent de gérer le stress. C'est comme se détendre après une semaine difficile pour éviter l'épuisement professionnel. Le moule doit être trempé pour éviter les fissures lors de la nitruration.
Mesures anti-infiltration
Nous protégeons les zones qui ne doivent pas être nitrurées en appliquant des agents comme la poudre de graphite — c'est comme appliquer une crème solaire sur une peau sensible, en bloquant toute exposition indésirable.
Chargement stratégique du four
Enfin, nous chargeons soigneusement le four pour assurer une chauffe uniforme, un peu comme on range une valise avec soin : chaque élément doit être à sa place. Chaque détail compte, garantissant une nitruration réussie et une meilleure durabilité du moule.
Chaque étape peut paraître insignifiante, mais elles constituent une base solide pour la nitruration.
Les variations dimensionnelles restent dans les limites admissibles après nitruration.Vrai
Les mesures dimensionnelles avant et après nitruration confirment des changements acceptables.
Un refroidissement rapide réduit toujours les contraintes dans le moule.FAUX
Un refroidissement rapide peut augmenter le stress, contrairement à ce qui pourrait être observé lorsqu'il est réduit, selon les conditions.
Comment la nitruration se compare-t-elle aux autres méthodes de durcissement ?
Choisir la meilleure technique de durcissement de surface revient à choisir la tenue idéale pour un grand événement.
La nitruration accroît considérablement la résistance à l'usure et à la fatigue, tout en préservant les propriétés intrinsèques du noyau. La cémentation, quant à elle, peut altérer le noyau. La trempe par induction cible avec précision des zones spécifiques et convient parfaitement aux formes complexes.
Nitruration vs. carburation
Je me souviens de la première fois où j'ai dû choisir entre la nitruration et la cémentation pour un projet. C'était comme choisir entre deux délicieux desserts ! Chacune a ses avantages.
La nitruration consiste à ajouter de l'azote au métal, formant ainsi une couche de nitrure. Cette couche accroît la résistance à l'usure et à la fatigue, tout en laissant le cœur intact. C'est le procédé idéal pour obtenir une surface dure et un cœur tendre, à l'image d'une crème brûlée avec un intérieur onctueux.
À l'inverse, la cémentation consiste à diffuser du carbone à la surface de l'acier. Ce procédé augmente la dureté et la profondeur de la couche, mais peut altérer le cœur de l'acier s'il n'est pas réalisé avec précaution. Il est idéal pour les surfaces soumises à de fortes charges, mais déconseillé lorsque la préservation de la résistance du cœur est primordiale. On peut le comparer à une tarte savoureuse et généreuse, mais délicate à préparer.
Nitruration vs trempe par induction
Le durcissement par induction me fait penser à mon ami artiste qui utilise un chalumeau. Tout est question de précision.
Le durcissement par induction utilise l'induction électromagnétique pour chauffer des zones spécifiques, suivie d'un refroidissement rapide, généralement par trempe. Cette méthode excelle dans le traitement de zones localisées, ce qui la rend avantageuse pour les géométries complexes ou les pièces nécessitant un durcissement sélectif ; à l'instar d'un artiste qui travaille les rehauts, elle durcit uniquement là où c'est nécessaire.
Bien que le durcissement par induction , à l'instar de la nitruration, augmente la dureté superficielle, il ne modifie pas la composition chimique de la couche superficielle. Ceci limite sa résistance à l'usure par rapport à la nitruration.
Considérations relatives aux coûts et à l'efficacité
Trouver le juste équilibre entre coûts et efficacité est délicat, un peu comme organiser un voyage en famille.
-
La nitruration est souvent efficace car elle utilise une température plus basse et des cycles plus courts. Il en résulte une consommation d'énergie réduite et une moindre déformation thermique ; cependant, les coûts d'installation peuvent être élevés en raison de l'équipement spécifique nécessaire – c'est un peu comme choisir entre un voyage économique et des vacances onéreuses.
-
Le durcissement par induction , en revanche, consomme plus d'énergie en raison des exigences de chauffage rapide, mais offre précision et rapidité sur les chaînes de production – un peu comme une visite guidée rapide d'une ville où chaque arrêt est soigneusement planifié.
Si vous êtes curieux de savoir comment ces procédés s'inscrivent dans un contexte plus large, l'exploration des comparaisons de traitement de surface 7 fournit plus de détails sur leur utilisation dans différentes industries.
Inspection visuelle des moules : vérification de l'absence de fissures et de déformations.Vrai
L'inspection visuelle garantit l'intégrité structurelle du moule en vérifiant l'absence de défauts.
La température de nitruration est toujours supérieure à 600 °C.FAUX
Les températures de nitruration courantes se situent entre 500 et 580 °C, sans dépasser 600 °C.
Quels sont les défis courants du traitement de nitruration ?
Avez-vous déjà essayé de faire un soufflé parfait et l'avez-vous vu retomber ? La nitruration du métal procure une sensation similaire.
Le traitement de nitruration présente plusieurs défis communs. Obtenir une dureté uniforme est difficile. La contamination de surface est un autre problème. La maîtrise des variables de procédé telles que la température et le débit de gaz est essentielle. Ces tâches s'apparentent à de véritables aventures culinaires.
Obtention d'une dureté uniforme
Je me souviens de mon premier essai de nitruration et je l'ai comparé à la préparation d'un gâteau. Les métaux et les gaz remplaçaient la farine et les œufs. Obtenir une dureté uniforme était comparable à la réussite d'un soufflé. L'uniformité est essentielle ; elle permet de préserver la robustesse et les performances des pièces traitées. Une distribution inégale des gaz ou un chauffage irrégulier sont souvent à l'origine de variations. J'ai compris qu'optimiser la charge du four et maintenir une circulation de gaz constante est vraiment bénéfique.
Gestion de la contamination des surfaces
Imaginez : vous nettoyez votre cuisine, et voilà que de la boue s'y introduit. La contamination de surface lors de la nitruration donne la même impression. Avant la nitruration, il est essentiel de nettoyer les moules pour éliminer l'huile, la rouille et la poussière. Des techniques comme le sablage ou le nettoyage par ultrasons sont extrêmement efficaces. Elles permettent d'obtenir une surface exempte de contaminants, garantissant ainsi une nitruration plus homogène.
Contrôle des variables de processus
Réussir un rôti parfait pour le dimanche exige une maîtrise parfaite du temps et de la température. La nitruration requiert également de la précision. Le temps, la température et la composition du gaz sont des variables cruciales. Tout écart peut entraîner un résultat médiocre, comme un rôti trop cuit. Maintenir une température entre 500 et 580 °C est essentiel pour une nitruration gazeuse réussie.
Compatibilité des matériaux
Les matériaux réagissent différemment à la nitruration, tout comme certains ingrédients ne conviennent qu'à certaines recettes. Certains alliages nécessitent des ajustements spécifiques du procédé. La compréhension des caractéristiques du matériau est essentielle pour obtenir la dureté et la profondeur souhaitées sans altérer sa structure.
Gestion des contraintes et des déformations
Les contraintes internes lors de la transformation peuvent provoquer des fissures ou des déformations, comme lors d'un pétrissage excessif de la pâte. Les traitements de relaxation des contraintes, tels que le recuit ou le revenu, contribuent à réduire ces problèmes en diminuant les contraintes internes et en minimisant les risques de déformation pendant ou après la nitruration.
Comprendre les difficultés et appliquer des stratégies efficaces permet d'accroître la fiabilité et l'efficacité de la nitruration ; c'est un peu comme maîtriser un plat complexe : la pratique et l'attention facilitent la tâche.
Les moisissures doivent être éliminées avant le traitement de nitruration.Vrai
Le nettoyage élimine les impuretés comme l'huile et la rouille, assurant ainsi une nitruration efficace.
Un refroidissement rapide réduit toujours les contraintes liées aux moisissures.FAUX
Un refroidissement rapide peut augmenter les contraintes, risquant de provoquer des déformations ou des fissures.
Conclusion
Le traitement de nitruration améliore la durabilité du moule en durcissant la surface, en réduisant l'usure et le frottement, et en améliorant la résistance à la fatigue grâce à un processus précis en plusieurs étapes comprenant le chauffage, l'exposition aux gaz et le refroidissement.
-
Pour comprendre comment l'inspection des moisissures permet de prévenir les défauts après nitruration. ↩
-
Analyse l'impact de chaque étape sur les performances des matériaux. ↩
-
Découvrez comment l'inspection visuelle permet de prévenir les défauts de nitruration. ↩
-
Découvrez pourquoi le nettoyage par ultrasons est crucial pour la préparation des moules. ↩
-
Découvrez comment la cémentation modifie les propriétés de surface et de cœur. ↩
-
Découvrez pourquoi le durcissement par induction convient aux géométries complexes. ↩
-
Explorez des comparaisons approfondies de différents traitements de surface. ↩
-
Découvrez comment le sablage améliore la préparation des surfaces avant la nitruration. ↩
-
Découvrez quels matériaux sont les mieux adaptés à la nitruration pour des résultats optimaux. ↩






