

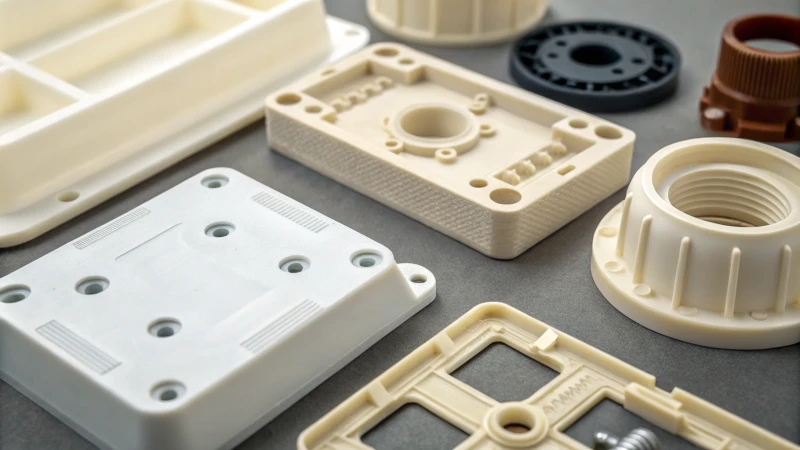
Avez-vous déjà essayé de façonner du plastique et obtenu plus de frustration que de succès ? Examinons les problèmes courants qui peuvent perturber le processus de moulage par injection.
Les problèmes les plus fréquents en moulage par injection sont les bavures, les retassures, les marques de soudure, les bulles et les injections incomplètes. Ces défauts sont souvent dus à des réglages de pression incorrects. Un refroidissement irrégulier ou une conception de moule inadéquate peuvent également entraîner des problèmes. La qualité du produit et l'efficacité de la production s'en trouvent affectées.
Ma première expérience avec les problèmes de moulage par injection m'a donné l'impression d'un puzzle auquel il manquait des pièces essentielles. Comprendre les principales causes de défauts tels que les bavures ou les bulles a été une véritable révélation. Il est nécessaire d'examiner ces défauts un par un pour trouver des solutions simples. Ainsi, vous améliorez votre processus de production et réalisez des économies de temps et d'argent.
Le flash est provoqué par une pression d'injection excessive.Vrai
Une pression excessive expulse le plastique fondu des cavités du moule, provoquant des bavures.
Les marques de retrait indiquent des conditions de refroidissement parfaites.FAUX
Des marques de retrait apparaissent lorsque le refroidissement est irrégulier ou trop rapide, et non parfait.
- 1. Que signifie le terme « bave » pour les produits moulés par injection ?
- 2. Quelles sont les causes des marques de retrait lors du moulage par injection ?
- 3. Qu’est-ce qui provoque les marques de soudure sur les composants en plastique ?
- 4. Comment éviter la formation de bulles lors du moulage ?
- 5. Quelles sont les causes des injections incomplètes dans le processus de moulage ?
- 6. Quelles modifications de conception peuvent minimiser les défauts de moulage par injection ?
- 7. Conclusion
Que signifie le terme « bave » pour les produits moulés par injection ?
Les bavures lors du moulage par injection sont aussi problématiques que la pâte à pizza qui déborde du moule. Elles ne sont pas seulement un défaut esthétique, mais affectent également la qualité de l'assemblage des pièces.
Le phénomène de bavure se produit lorsque trop de plastique déborde lors du moulage par injection. Cela est généralement dû à une pression élevée ou à de petits défauts dans le moule. Cet excédent de plastique crée des bords irréguliers, susceptibles de perturber la précision de l'assemblage.
Comprendre les causes du flash
Imaginez mes débuts dans la conception de moules. Plus jeune, je cherchais à comprendre pourquoi mes jolis modèles présentaient des bavures disgracieuses. Après de nombreux essais et des nuits blanches, j'ai découvert que ces bavures, souvent appelées « débordements », se produisent lorsque le plastique liquide s'échappe par du moule pendant l'injection. Imaginez une tarte dont la garniture déborde parce que la pâte est trop épaisse. J'ai alors compris que modifier la pression d'injection et obtenir un moule bien ajusté permet d'éviter ce problème.
| Cause | Description |
|---|---|
| Pression d'injection excessive | Provoque le débordement du plastique fondu. |
| Force de serrage insuffisante | Permet au plastique de s'échapper par les interstices. |
| Surface de séparation du moule irrégulière | Crée des chemins pour le débordement. |
Impacts sur la qualité des produits
Les bavures peuvent vraiment gâcher l'aspect d'un produit. Je l'ai constaté moi-même. À mes débuts, je me souviens que des arêtes vives sur un prototype nous ont fait passer des heures à les corriger. Non seulement les bavures créent des aspérités, mais elles compliquent aussi l'assemblage. C'est comme essayer d'emboîter des pièces de puzzle dont l'une a une languette supplémentaire.
| Impact | Description |
|---|---|
| Dégradation de l'apparence | Résultat : des bords irréguliers. |
| Traitement accru | Nécessite une découpe supplémentaire. |
| Problèmes de précision d'assemblage | Cela influe sur la façon dont les pièces s'assemblent. |
Gestion des bavures en moulage par injection
La gestion des bavures m'a appris que le réglage des paramètres machine et l'amélioration de la conception du moule sont essentiels. Diminuer la pression d'injection ou augmenter la force de fermeture change tout : par exemple, pour une étanchéité parfaite des bords de la pâte à tarte, une surface de joint de moule lisse permet d'éviter les fuites.
Les inspections régulières des moisissures sont devenues ma méthode de prédilection. Vérifier la conformité de chaque élément nous a évité bien des problèmes par la suite. En nous concentrant sur les détails, nous avons amélioré la qualité de nos produits et réduit les défauts et les coûts.
Tableau : Défauts courants du moulage par injection
Ce tableau m'a été très utile pour diagnostiquer les problèmes de moulage. Il m'a rappelé que chaque modification des paramètres ou de la conception pouvait avoir un impact considérable sur la réussite de nos produits.
| Défaut | Cause | Impact |
|---|---|---|
| Éclair | Haute pression, espaces | Bords irréguliers, problèmes d'assemblage |
Le flash résulte d'une pression d'injection excessive.Vrai
Une pression excessive provoque le débordement du plastique, ce qui entraîne un écoulement instantané.
Le flash améliore la précision des produits moulés.FAUX
Le flash affecte la précision en créant des bords irréguliers et des problèmes d'ajustement.
Quelles sont les causes des marques de retrait lors du moulage par injection ?
Avez-vous déjà remarqué ces petites bosses gênantes sur les objets en plastique ? On les appelle des marques de retrait. Ces bosses causent souvent des problèmes lors du moulage par injection.
Des marques de retrait apparaissent lorsque les pièces en plastique refroidissent de manière inégale lors du moulage par injection. Ce phénomène engendre des irrégularités de surface. Une épaisseur de paroi irrégulière contribue souvent à ces défauts. Une pression insuffisante lors du maintien en place est également source de problèmes. En réalité, ces facteurs sont déterminants.

Comprendre les marques de retrait
Les marques de retrait, souvent appelées retassures, sont des imperfections qui apparaissent sous forme de creux ou de « bosses » à la surface d'une pièce moulée par injection. Elles sont dues à la contraction du plastique lors de son refroidissement.
Causes des marques de retrait
-
Refroidissement inégal
J'ai découvert l'importance d'un refroidissement uniforme lors d'une longue séance de résolution de problèmes nocturne. Les parties les plus épaisses d'un moule restent chaudes plus longtemps que les plus fines, ce qui crée des marques de retrait indésirables.
Facteurs Impact sur le refroidissement Variation de l'épaisseur de la paroi Refroidissement plus lent dans les zones plus épaisses Conception de moules Agencement inadéquat des canaux de refroidissement -
Pression de maintien insuffisante
J'ai appris à mes dépens l'importance du maintien de la pression. Une pression insuffisante pendant cette phase entraîne presque toujours des marques de retrait. Une pression trop élevée permet au plastique liquide de remplir complètement le moule, tandis qu'une pression trop faible lui fait trop s'échapper.
- La pression de maintien élevée garantit que le plastique fondu remplit tous les interstices, réduisant ainsi le risque de retassures.
- Une pression insuffisante pourrait ne pas suffire à maintenir le matériau compact, entraînant ainsi un retrait.
-
Choix et propriétés des matériaux
Les différents plastiques se rétractent de diverses manières. Surprenant, n'est-ce pas ? Choisir un plastique qui se rétracte beaucoup sans adapter le procédé peut engendrer des problèmes. Les polymères cristallins, par exemple, se rétractent davantage que les polymères amorphes en raison de leur structure moléculaire.
Lutter contre les marques de retrait
La résolution de ces problèmes nécessite des compétences :
- Optimiser l'épaisseur des parois : une épaisseur uniforme contribue à un refroidissement homogène.
- Ajuster la pression de maintien : Trouvez la pression adaptée à votre matériau et moulez-la pour compenser le retrait.
- Choix des matériaux : Utilisez des matériaux qui rétrécissent moins ou adaptez votre procédé en conséquence.
Ces conseils m'ont permis de créer des produits non seulement fonctionnels, mais aussi esthétiques. Les concepteurs peuvent ainsi réduire les défauts et gagner du temps par la suite. Dans des secteurs comme l'électronique et l'automobile, c'est primordial.
Pour en savoir plus sur les difficultés de moulage, consultez d' autres problèmes courants comme les bavures ou les marques de soudure. La connaissance améliore la qualité et fait gagner du temps.
Un refroidissement irrégulier provoque des marques de retrait sur les pièces moulées.Vrai
Des vitesses de refroidissement différentes dans les différentes sections de la pièce entraînent des marques de retrait.
Une pression de maintien élevée augmente la formation de marques de retrait.FAUX
La haute pression réduit le retrait en comblant efficacement les interstices.
Qu’est-ce qui provoque les marques de soudure sur les composants en plastique ?
Vous êtes-vous déjà demandé pourquoi ces marques de soudure disgracieuses apparaissent sur vos pièces en plastique pourtant si bien conçues ?
Des marques de soudure apparaissent aux points de jonction des flux de plastique fondu à l'intérieur d'un moule, créant une ligne visible ou une zone potentiellement fragile. Ces marques se forment souvent près des noyaux ou des inserts lorsque le flux de plastique se divise puis se rejoint.
Comprendre les marques de soudure en moulage par injection
Des marques de soudure se forment lorsque deux ou plusieurs flux de plastique fondu se rejoignent dans le moule lors du moulage par injection. Ces lignes apparaissent car, au moment de la rencontre des flux, la liaison peut être incomplète en raison des différences de température et de vitesse, créant ainsi une ligne de soudure visible. Ce phénomène est particulièrement marqué lors du moulage de formes complexes comportant des nervures ou des inserts de renfort.
Causes courantes
- Obstacles dans le moule : Imaginez la circulation routière : un blocage soudain apparaît. Lorsque le plastique en fusion rencontre des obstacles tels que des noyaux ou des inserts, il se divise puis tente de se reformer, ce qui peut former des marques de soudure.
- Fronts d'écoulement multiples : Imaginez une rivière où se rejoignent de nombreux affluents. Dans les moules nécessitant plusieurs points d'injection, différents fronts d'écoulement peuvent fusionner, entraînant des marques de soudure s'ils ne sont pas correctement gérés.
| Cause | Description |
|---|---|
| Obstacles | Les flux divergent autour des insertions, se recombinant mal |
| Flux multiples | Convergence des flux provenant de plusieurs portes |
Impacts sur la qualité des produits
Les marques de soudure ne se contentent pas de nuire à l'esthétique ; elles peuvent aussi fragiliser votre produit. À ces endroits, la résistance à la traction et aux chocs peut être compromise. Imaginez une superbe coque en plastique pour appareils électroniques gâchée par ces marques. Des problèmes esthétiques se posent également, car les marques de soudure peuvent être visibles, notamment sur les produits exigeant une haute qualité visuelle, comme les boîtiers électroniques.
Réduction des marques de soudure
Heureusement, il existe plusieurs stratégies pour minimiser les marques de soudure :
- Réglage des paramètres d'injection : En modifiant la vitesse et la pression d'injection, vous contribuez à garantir que les flux se rencontrent à des températures et dans des conditions optimales, minimisant ainsi les joints visibles.
- Repenser la conception des moules : concevoir des moules avec moins d’obstacles ou utiliser des techniques comme la ventilation pourrait réduire les marques de soudure.
L'application de ces méthodes à la conception des moules peut considérablement améliorer la qualité et les performances des produits. L'exploration de nouvelles approches de conception pourrait être la clé de produits moulés plus résistants et plus esthétiques.
Phénomènes connexes
- Débordement (flacon) : Avez-vous déjà été surpris par un débordement de plastique dû à une pression excessive ou à un serrage insuffisant ?
- Marques de retrait : Ces marques disgracieuses dues à un refroidissement inégal ou à un manque de pression de maintien, qui gâchent une surface lisse.
Pour approfondir ces questions, l'étude des défis liés au moulage par injection ( point 6) peut fournir des conseils utiles pour optimiser les processus de production et obtenir d'excellents résultats. L'équilibre entre des aspects tels que la conception du moule et les paramètres d'injection est crucial pour une résolution efficace de ces problèmes.
| Défaut associé | Cause principale | Impact |
|---|---|---|
| Éclair | Haute pression | Bords irréguliers |
| Rétrécissement | Problèmes de refroidissement | Bosses superficielles |
Les marques de soudure se forment à la convergence des flux plastiques.Vrai
Les marques de soudure apparaissent lorsque des flux distincts de plastique fondu se rencontrent et ne parviennent pas à se lier complètement.
Les marques de soudure n'affectent que l'apparence des composants en plastique.FAUX
Les marques de soudure peuvent également compromettre la résistance à la traction et aux chocs des produits.
Comment éviter la formation de bulles lors du moulage ?
Avez-vous déjà essayé de façonner un objet en plastique impeccable et constaté que des bulles gênantes venaient gâcher tous vos efforts ?
Les matériaux doivent être parfaitement secs pour éviter la formation de bulles lors du moulage. La vitesse d'injection doit être contrôlée avec précision. Une bonne ventilation du moule est essentielle pour réduire la cavitation et ainsi améliorer la qualité du produit. La qualité est primordiale.

Comprendre les causes des bulles
Je me souviens de mes débuts dans l'industrie du moulage, avec ces fichues bulles qui apparaissaient juste au moment où tout se déroulait bien. C'était comme réussir un soufflé parfait et le voir retomber. Mais, comme pour une recette, comprendre l'origine de ces bulles a tout changé.
Les bulles, aussi appelées cavitation, posent souvent problème aux concepteurs de moules. Elles sont généralement dues à l'humidité, aux substances volatiles ou à une mauvaise évacuation des gaz du moule. Imaginez que vous vouliez mouler un bel objet, mais que les matériaux ne soient pas parfaitement secs. Que se passe-t-il alors ? L'humidité se transforme en vapeur pendant le moulage et des bulles se forment. Ou peut-être avez-vous réglé la vitesse d'injection trop élevée, emprisonnant ainsi de l'air à l'intérieur du moule.
Solutions pour prévenir la formation de bulles
-
Préparation du matériel
- Je sèche toujours tous les matériaux plastiques avant de les utiliser. C'est comme se sécher les cheveux avant de se coiffer : c'est indispensable.
- Les déshumidificateurs permettent d'éliminer l'humidité. Ce sont mes outils préférés.
-
Contrôle de la vitesse et de la pression d'injection
- Un réglage progressif de la vitesse permet d'éviter l'emprisonnement d'air ; c'est comme verser lentement du soda dans un verre pour éviter les bulles.
- Réglez correctement la pression pour éviter les bavures. Une pression excessive crée des bords irréguliers, comme du glaçage qui déborde d'un gâteau. Trop de glaçage !
-
Considérations relatives à la conception des moules
- Les systèmes de ventilation permettent à l'air emprisonné de s'échapper. Imaginez ouvrir une fenêtre pour avoir de l'air frais.
- Les moules à épaisseur de paroi uniforme assurent un refroidissement homogène et empêchent le retrait.
Tableau d'exemple : Impact des bulles dans différents produits
| Type de produit | Impact des bulles |
|---|---|
| Contenants en plastique | Étanchéité compromise |
| Boîtiers électroniques | Défauts d'apparence |
| Pièces automobiles | Résistance et durabilité réduites |
Techniques avancées de prévention des bulles
- Moulage sous vide : Le vide permet d’éliminer l’air et l’humidité emprisonnés dans la cavité du moule. Imaginez un aspirateur qui aspire toute la poussière.
- Moulage par injection assisté par gaz : le gaz pousse le plastique fondu contre les parois du moule afin de minimiser l’emprisonnement d’air.
Pour approfondir vos connaissances, je vous suggère de consulter la section 7 sur les techniques de moulage avancées permettant de réduire les défauts tels que les bulles. Ces méthodes peuvent améliorer la qualité des produits et accroître l'efficacité. Par ailleurs, des contrôles réguliers des moules et une surveillance attentive des détails de production contribuent grandement à réduire les bulles et à améliorer la qualité des produits.
L'humidité contenue dans les matériaux provoque la formation de bulles lors du moulage.Vrai
L'humidité se transforme en vapeur lorsqu'elle est chauffée, créant ainsi des bulles.
L'augmentation de la vitesse d'injection empêche la formation de bulles.FAUX
Une vitesse excessive peut emprisonner de l'air, provoquant ainsi la formation de davantage de bulles.
Quelles sont les causes des injections incomplètes dans le processus de moulage ?
Vous est-il déjà arrivé de vous retrouver dans votre atelier, face à un moule à moitié terminé, perplexe ? Qu'est-ce qui a bien pu mal tourner ?
Des injections incomplètes surviennent lors du moulage lorsque la pression ou la vitesse d'injection est trop faible. Un mauvais écoulement du matériau et un nombre insuffisant d'évents peuvent également en être la cause. Ces facteurs empêchent le plastique de remplir complètement le moule. La résolution de ces problèmes permet d'obtenir des pièces parfaitement formées. Il est important d'obtenir des pièces parfaitement formées.
Pression et vitesse d'injection
Je me souviens d'un jour où j'ai eu des problèmes avec des injections incomplètes. Les réglages de pression semblaient corrects au premier abord, mais en y regardant de plus près, j'ai constaté que la pression d'injection était légèrement trop faible pour remplir complètement le moule. Cette faible pression d'injection a bloqué tout le processus.
L'une des principales causes des injections incomplètes est une pression d'injection insuffisante. Le plastique fondu nécessite une force suffisante pour remplir entièrement la cavité du moule. Si la pression est trop faible ou si la vitesse d'injection lente , le matériau risque de ne pas atteindre toutes les parties du moule, ce qui entraîne des pièces incomplètes. L'ajustement de ces paramètres permet de réduire considérablement la fréquence des injections incomplètes.
Fluidité matérielle
J'ai déjà constaté, avec un plastique épais, que sa faible fluidité empêchait le remplissage de motifs complexes. En ajustant la température, nous avons amélioré la fluidité de ce plastique récalcitrant. Cette étape est cruciale pour les motifs exigeant un remplissage précis.
La fluidité du plastique fondu est un autre facteur important. Les matériaux à haute viscosité peuvent avoir des difficultés à s'écouler à travers des moules complexes. Dans ce cas, l'optimisation des paramètres de température peut améliorer les caractéristiques d'écoulement.
Ventilation des moisissures
Des orifices d'aération obstrués m'ont causé bien des soucis. Une bonne ventilation permet à l'air de s'échapper pendant le remplissage du moule. Si ces orifices sont obstrués ou mal conçus, l'air reste emprisonné, bloquant l'écoulement du plastique et provoquant des injections incomplètes.
Une bonne ventilation est essentielle pour permettre à l'air emprisonné de s'échapper pendant le remplissage du moule. Si les orifices de ventilation sont obstrués ou mal conçus, cela peut créer des poches d'air qui entravent l'écoulement du plastique et provoquent des injections incomplètes.
Préparation du matériel
Il est essentiel de bien préparer les matériaux pour éviter tout problème. J'ai constaté que des matériaux insuffisamment séchés laissaient passer l'humidité, ce qui nuisait à la fluidité et provoquait la formation de bulles.
Un séchage complet des granulés de plastique avant utilisation permet d'atténuer ces problèmes et d'éviter la formation de bulles d'air lors de l'injection.
| Cause | Description |
|---|---|
| Basse pression d'injection | Une force insuffisante empêche le remplissage complet du moule. |
| Vitesse d'injection lente | Les retards de remplissage entraînent des zones incomplètes. |
| Faible fluidité des matériaux | Les plastiques à haute viscosité peinent à atteindre toutes les parties du moule. |
| Ventilation insuffisante contre les moisissures | L'air emprisonné obstrue l'écoulement du matériau, provoquant des remplissages incomplets. |
| Préparation inadéquate des matériaux | L'humidité contenue dans les matériaux forme des bulles et affecte leurs caractéristiques d'écoulement. |
Solutions pratiques
L'utilisation d'une checklist pour la préparation des moules a radicalement changé la donne ; elle inclut la vérification des réglages de pression et une préparation minutieuse des matériaux afin de réduire les injections incomplètes
. La mise en place d'une telle checklist, couvrant les réglages de pression, les étalonnages de vitesse et les processus de préparation des matériaux, permet de réduire considérablement ces injections incomplètes.
Des formations régulières pour les opérateurs permettent à chacun d'être prêt à résoudre les problèmes grâce aux meilleures pratiques, ce qui améliore la vigilance et les capacités de dépannage pendant le processus de moulage.
Anticiper les problèmes grâce au logiciel de simulation 10 m'a permis de gagner un temps précieux en identifiant les problèmes potentiels avant la production ; c'est une approche proactive qui optimise véritablement mon flux de travail.
Une pression d'injection trop faible provoque des injections incomplètes.Vrai
Une pression insuffisante empêche le plastique fondu de remplir complètement le moule.
Une faible fluidité du matériau favorise le remplissage du moule.FAUX
Les matériaux à haute viscosité entravent l'écoulement, ce qui entraîne un remplissage incomplet du moule.
Quelles modifications de conception peuvent minimiser les défauts de moulage par injection ?
Tous les concepteurs connaissent les désagréments liés aux problèmes de moulage par injection. Ces défauts nuisent considérablement à la qualité et à l'efficacité des produits. Bonne nouvelle : des modifications de conception astucieuses permettent de résoudre directement ces problèmes.
Des modifications stratégiques de la conception contribuent grandement à réduire les défauts de moulage par injection. L'optimisation de la structure du moule est une étape cruciale, tout comme l'ajustement de l'épaisseur des parois. Ces ajustements permettent de réduire considérablement les problèmes tels que les bavures, les marques de retrait et les lignes de soudure.

Optimisation de la structure du moule
Je me souviens avoir été confronté à des défauts de bavure (défauts de moulage ) dans mes conceptions ; j’avais l’impression de perdre. Puis, la force de serrage et même les surfaces de séparation sont devenues mes alliées. Des réglages appropriés empêchent le plastique fondu de déborder. Cela permet de gagner du temps en post-traitement et d’obtenir un produit fini, lisse et impeccable.
| Défaut | Cause | Solution de conception |
|---|---|---|
| Éclair | Force de serrage du moule insuffisante | Augmentez la force de serrage, assurez-vous de surfaces planes |
Ajustement de l'épaisseur de la paroi
Le retrait marqué (point 12) m'a longtemps intrigué au début de ma carrière. L'utilisation d'une épaisseur de paroi constante dans la conception permet de résoudre ce problème. Ce changement assure un refroidissement uniforme, transformant ainsi l'aspect et l'homogénéité des produits. Ce fut une véritable révolution.
Amélioration du flux de matières
Les marques de soudure (n ° 13) me gênaient beaucoup : ces vilaines zones de jonction des flux de plastique. La refonte des trajectoires d’écoulement du moule a permis de réduire les obstacles comme les noyaux, améliorant ainsi la résistance et l’aspect.
Gestion de la ventilation et de l'humidité
Les bulles dues à une mauvaise ventilation ou à l'humidité étaient un véritable fléau. L'amélioration des systèmes de ventilation et l'utilisation de matériaux bien secs ont permis de minimiser ces défauts <sup>14</sup> . L'ajustement des vitesses d'injection a réduit la cavitation et les remplissages incomplets, contribuant ainsi à l'obtention de produits quasi exempts de défauts.
Des revues de conception régulières, basées sur les retours de production, permettent de gérer efficacement les défauts, d'améliorer la qualité des produits et d'accélérer la fabrication. L'exploration de stratégies de conception à l'aide d'outils avancés contribue à optimiser davantage les processus de moulage par injection.
Utilisation d'outils logiciels avancés
Les logiciels modernes de CAO et de simulation ont été une véritable révolution ; ils permettent d’anticiper les défauts potentiels et d’effectuer des ajustements qui optimisent le flux de matières et réduisent les temps de cycle. L’utilisation de ces solutions logicielles dès la conception offre un avantage certain pour la fabrication de produits de qualité.
En appliquant ces modifications de conception, les fabricants peuvent améliorer la qualité de leurs produits tout en réduisant les défauts coûteux liés aux procédés de moulage par injection. Solliciter l'avis d'experts en moulage par injection¹⁶ permet d'obtenir des informations précieuses pour optimiser les conceptions et minimiser les défauts, assurant ainsi un avantage concurrentiel.
Les surfaces uniformes préviennent les défauts d'éblouissement.Vrai
L'obtention de surfaces de séparation uniformes empêche le débordement du plastique fondu et réduit les bavures.
Un refroidissement irrégulier atténue les marques de retrait.FAUX
Un refroidissement irrégulier provoque des marques de retrait ; une épaisseur de paroi uniforme assure un refroidissement homogène.
Conclusion
Cet article explore les défauts courants de moulage par injection tels que les bavures, les marques de retrait, les marques de soudure, les bulles et les injections incomplètes, en détaillant leurs causes, leurs impacts sur la qualité du produit et les solutions pour les améliorer.
-
Découvrez comment une pression d'injection élevée et les défauts de conception du moule contribuent à la formation de bavures. ↩
-
Explorez des techniques permettant de minimiser les bavures grâce à des améliorations des réglages de la machine et de la conception du moule. ↩
-
Découvrez d'autres défauts typiques du moulage par injection et apprenez comment ils affectent la qualité du produit. ↩
-
Découvrez comment les obstacles dans la conception des moules affectent le flux de fusion et contribuent à des défauts tels que les marques de soudure. ↩
-
Découvrez les recommandations d'experts sur les stratégies de conception de moules pour minimiser la formation de marques de soudure. ↩
-
Apprenez à gérer et à résoudre les problèmes courants de moulage par injection pour une meilleure qualité de produit. ↩
-
Découvrez des méthodes innovantes qui améliorent la qualité des produits en réduisant les défauts courants comme les bulles. ↩
-
Ce lien explique comment les variations de vitesse d'injection peuvent influencer la qualité et la régularité des produits moulés. ↩
-
Découvrez comment la viscosité du plastique fondu affecte l'écoulement dans les moules et les techniques pour l'améliorer. ↩
-
Découvrez comment les outils de simulation peuvent identifier de manière préventive les problèmes liés au processus de moulage. ↩
-
Découvrez comment un serrage correct du moule empêche le débordement de matériau, garantissant ainsi la précision du produit. ↩
-
Comprendre comment une épaisseur de paroi uniforme réduit les bosses et améliore l'aspect du produit. ↩
-
Découvrez des techniques de conception qui optimisent le flux de matière pour une meilleure résistance du produit. ↩
-
Découvrez comment les systèmes de ventilation améliorés minimisent les bulles et les injections incomplètes dans les moules. ↩
-
Découvrez les fonctionnalités logicielles qui améliorent la précision et l'efficacité de la conception. ↩
-
Échangez avec des experts pour mieux comprendre les stratégies de réduction des défauts. ↩






