

Le moulage par injection ne consiste pas seulement à remplir un moule ; il s'agit de créer la perfection malgré des défis imprévus.
Les contraintes internes dans les produits moulés par injection résultent d'un écoulement, d'un refroidissement et d'un retrait irréguliers lors du processus de moulage. Ces contraintes peuvent entraîner des variations dimensionnelles, des défaillances mécaniques et des défauts esthétiques, affectant ainsi la qualité et les performances du produit.
Comprendre les principes fondamentaux des contraintes internes est essentiel, mais approfondir leurs causes et leurs effets peut apporter des informations précieuses pour atténuer les problèmes potentiels. Examinons ces aspects plus en détail afin d'améliorer la fiabilité des produits et l'efficacité de la production.
Un déséquilibre du flux provoque des contraintes internes lors du moulage par injection.Vrai
Un déséquilibre du flux entraîne une vitesse et une pression inégales, provoquant des contraintes.
- 1. Quelles sont les principales causes de contraintes internes dans le moulage par injection ?
- 2. Comment les contraintes internes affectent-elles les propriétés mécaniques des produits ?
- 3. Quels défauts d'apparence peuvent résulter de contraintes internes ?
- 4. Comment minimiser les contraintes internes lors du moulage par injection ?
- 5. Conclusion
Quelles sont les principales causes de contraintes internes dans le moulage par injection ?
Les contraintes internes dans le moulage par injection proviennent de facteurs tels que le déséquilibre du flux, le refroidissement inégal et l'orientation moléculaire.
Les principales causes de contraintes internes en moulage par injection sont les déséquilibres d'écoulement, le refroidissement irrégulier et l'orientation moléculaire, qui résultent d'incohérences de procédé et de conception. Ces contraintes peuvent compromettre l'intégrité structurelle et l'aspect des produits moulés.
Déséquilibre du flux
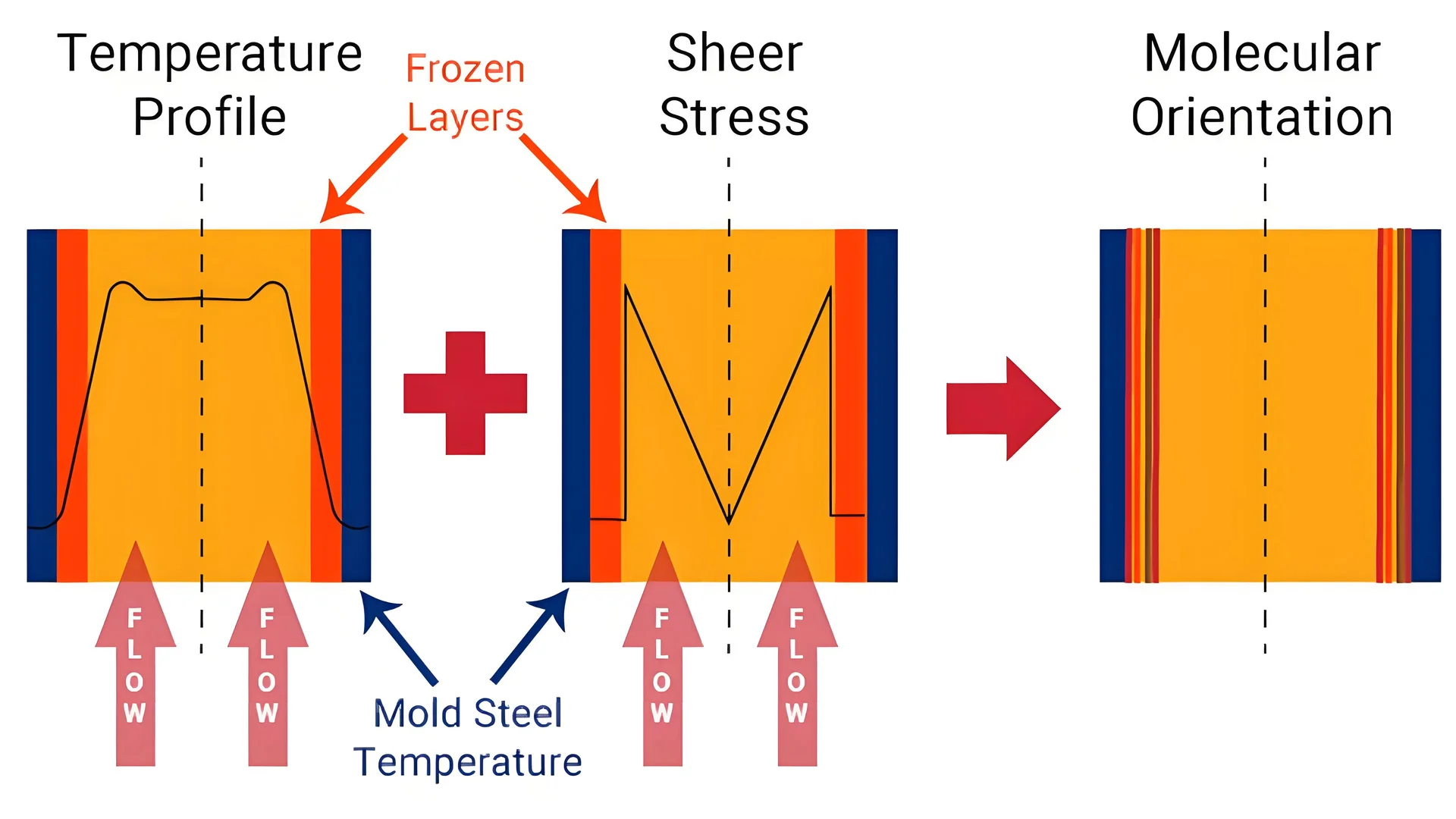
Lors du moulage par injection, la matière plastique fondue ne s'écoule pas toujours de manière uniforme dans la cavité du moule. Cet écart est principalement dû aux variations de vitesse d'écoulement et de distribution de pression. Par exemple, près de l'orifice d'injection, la matière plastique fondue s'écoule plus rapidement qu'à des endroits plus éloignés. Ce déséquilibre génère des contraintes de cisaillement au sein de la pièce.
Des conceptions de moules inadéquates, comme des points d'injection mal positionnés ou des canaux d'alimentation sous-dimensionnés, aggravent ce déséquilibre. En optimisant ces éléments de conception, les contraintes induites par les irrégularités d'écoulement peuvent être considérablement réduites.
Refroidissement inégal
La phase de refroidissement est cruciale pour déterminer les propriétés finales d'une pièce moulée par injection. Si certaines zones refroidissent plus vite que d'autres, des contraintes thermiques apparaissent. Des facteurs tels qu'une température de moule non homogène et des canaux de refroidissement mal conçus y contribuent.
L'épaisseur irrégulière des parois joue également un rôle. Les sections plus épaisses refroidissent plus lentement que les sections plus fines, ce qui crée des contraintes internes. Une conception stratégique, axée sur une épaisseur de paroi uniforme, permet d'atténuer ce problème.
Orientation moléculaire
Lorsque le plastique fondu s'écoule dans le moule, ses molécules s'alignent dans le sens de l'écoulement. Cet alignement peut engendrer des contraintes d'orientation, principalement présentes dans le sens de l'écoulement et moins marquées perpendiculairement à celui-ci.
Les paramètres du procédé, tels que la vitesse d'injection et la pression de maintien, influent directement sur l'orientation moléculaire. Par exemple, une vitesse d'injection ou une pression de maintien excessivement élevées peuvent amplifier les contraintes d'orientation. L'ajustement de ces paramètres permet de contrôler efficacement le degré d'orientation moléculaire.
Analyse comparative : Causes du stress interne
| Cause | Description | Stratégie d'atténuation |
|---|---|---|
| Déséquilibre du flux | Répartition inégale de la vitesse et de la pression à l'intérieur de la cavité du moule. | Optimisez la position du portail et la taille du rail. |
| Refroidissement inégal | Des vitesses de refroidissement différentielles entraînant des contraintes thermiques. | Température uniforme du moule ; meilleure disposition des canaux. |
| Orientation moléculaire | Alignement des molécules provoquant des contraintes dans le sens de l'écoulement. | Contrôler la vitesse d'injection et la pression de maintien. |
Comprendre ces causes profondes est essentiel pour toute personne impliquée dans l'optimisation du moulage par injection1.En identifiant et en traitant ces facteurs, les fabricants peuvent améliorer la qualité des produits et prolonger leur cycle de vie.
Un déséquilibre d'écoulement provoque des contraintes de cisaillement dans les produits moulés.Vrai
Un déséquilibre du flux crée une pression inégale, entraînant des contraintes de cisaillement.
Une épaisseur de paroi uniforme augmente les contraintes internes lors du moulage.FAUX
Une épaisseur de paroi uniforme réduit les contraintes thermiques, au lieu de les augmenter.
Comment les contraintes internes affectent-elles les propriétés mécaniques des produits ?
Les contraintes internes dans les produits peuvent gravement compromettre leurs propriétés mécaniques, influençant leur résistance et leur durabilité.
Les contraintes internes peuvent dégrader les propriétés mécaniques des produits en provoquant des changements dimensionnels, en réduisant la résistance et en favorisant la rupture sous contrainte.

Comprendre le rôle des stress internes
Les contraintes internes présentes dans les produits moulés par injection sont générées par des déséquilibres d'écoulement, un refroidissement non uniforme et l'orientation moléculaire lors du processus de fabrication. Ces contraintes peuvent se manifester sous différentes formes, notamment des contraintes de cisaillement, des contraintes thermiques et des contraintes d'orientation. Chaque type contribue de manière spécifique à modifier les caractéristiques mécaniques du produit.
Défis liés à la stabilité dimensionnelle
Les contraintes internes entraînent souvent des variations dimensionnelles après fabrication. Avec le temps, ces contraintes se dissipent, ce qui peut provoquer des déformations ou un retrait des produits, affectant non seulement leur apparence, mais aussi leur fonctionnalité. Par exemple, mauvais ajustementlors même de légères variations dimensionnelles peuvent entraîner
| Facteur | Impact sur les dimensions |
|---|---|
| Déséquilibre du flux | Retrait irrégulier, déformation |
| Refroidissement inégal | Expansion ou contraction localisée |
| Orientation moléculaire | Rétrécissement différentiel dans le sens de l'écoulement |
Dégradation des propriétés mécaniques
Les contraintes internes influent directement sur les propriétés mécaniques telles que la résistance, la ténacité et la résistance à la fatigue. Lorsqu'elles se concentrent en des zones spécifiques, elles peuvent constituer des points de faiblesse. Par conséquent, les produits peuvent se rompre prématurément sous l'effet de charges mécaniques, notamment s'ils sont soumis à des forces répétitives ou dynamiques.
Par exemple, les composants automobiles fabriqués par moulage par injection doivent résister à des contraintes importantes dans le temps. Les concentrations de contraintes internes peuvent entraîner fissuresdes ou des fractures sous charge, compromettant ainsi la sécurité et les performances.
Facteurs influençant les propriétés mécaniques
- Caractéristiques des matériaux: Les différents plastiques présentent des degrés de sensibilité variables aux contraintes internes. Par exemple, les plastiques amorphes peuvent réagir différemment des plastiques cristallins lorsqu’ils sont exposés à des contraintes internes.
- Paramètres de fabrication: Le choix de la vitesse d’injection, des réglages de pression et des vitesses de refroidissement influe considérablement sur le degré de formation de contraintes internes. L’optimisation de ces paramètres permet d’atténuer les effets indésirables.
Stratégies d'atténuation
Pour préserver les propriétés mécaniques des produits moulés par injection, les fabricants peuvent :
- Optimisation de la conception du moule: Cela comprend le placement stratégique des points d’injection et des canaux de refroidissement afin de favoriser un flux et un refroidissement uniformes.
- Ajustements du procédé: Un réglage précis de la vitesse et de la pression d’injection permet de réduire les contraintes d’orientation moléculaire. La mise en œuvre d’une injection multi-étapes peut également atténuer les contraintes induites par l’écoulement.
- Techniques de post-traitement: Des techniques comme le recuit permettent de relâcher les contraintes internes, améliorant ainsi la stabilité mécanique au fil du temps.
Comprendre ces stratégies est essentiel pour améliorer la durée de vie et la fiabilité des produits tout en minimisant les défaillances potentielles dues aux contraintes internes.
Les contraintes internes provoquent une déformation du produit au fil du temps.Vrai
Les tensions internes se relâchent, entraînant des changements dimensionnels tels que la déformation.
Tous les plastiques sont affectés de la même manière par les contraintes internes.FAUX
Les différents plastiques présentent des sensibilités variables aux contraintes internes.
Quels défauts d'apparence peuvent résulter de contraintes internes ?
Les contraintes internes dans les produits moulés par injection peuvent entraîner des défauts inesthétiques qui compromettent à la fois l'esthétique et la fonctionnalité.
Les contraintes internes peuvent engendrer divers défauts d'aspect sur les produits moulés par injection, tels que des fissures, des stries argentées et des bulles. Ces problèmes nuisent non seulement à l'esthétique du produit, mais peuvent également compromettre son intégrité structurelle.
Comprendre le stress interne
Des contraintes internes apparaissent lors du moulage par injection lorsque la matière plastique en fusion subit un écoulement, un refroidissement et un retrait irréguliers. Ces contraintes se manifestent par des défauts qui affectent l'aspect visuel du produit.
Défauts d'aspect courants
-
Fissures :
- Les fissures apparaissent souvent en raison de fortes contraintes internes concentrées dans des zones spécifiques. Elles peuvent survenir pendant ou après le démoulage.
- Des facteurs tels qu'une conception de moule inadéquate ou des vitesses de refroidissement trop rapides exacerbent la formation de fissures.
-
Rayures d'argent :
- Ce sont des lignes ondulées et argentées visibles à la surface, causées par l'humidité ou l'air emprisonné dans le matériau lors du moulage.
- Les stries argentées sont particulièrement visibles sur les produits transparents, ce qui affecte leur clarté et leur aspect esthétique.
-
Bulles :
- Elles se produisent lorsque des poches de gaz ou d'air se forment à l'intérieur du produit, généralement en raison d'un refroidissement rapide ou d'une forte teneur en humidité dans le plastique.
- Les bulles altèrent à la fois l'apparence et potentiellement les propriétés mécaniques du produit.
Facteurs contribuant aux défauts d'apparence
Conception du moule et paramètres de processus
- Déséquilibre du flux : Une répartition inégale du flux de fusion du plastique peut entraîner des défauts tels que des fissures et des bulles4.
- Vitesse de refroidissement : Un refroidissement irrégulier provoque des contraintes thermiques, contribuant à des défauts tels que des déformations et des stries argentées.
- Orientation moléculaire : des niveaux d’orientation élevés lors de vitesses d’injection rapides augmentent la probabilité de traces d’argent.
Solutions pour atténuer les défauts d'apparence
- Optimisez la conception des moules en ajustant la position des points d'injection et en assurant un flux équilibré.
- Utiliser des procédés d'injection multi-étapes pour gérer l'orientation moléculaire et réduire le stress.
- Mettre en œuvre des agencements de canaux de refroidissement appropriés afin de garantir un refroidissement uniforme du produit.
En s'attaquant à ces facteurs, les fabricants peuvent réduire considérablement les défauts d'aspect des produits moulés par injection, améliorant ainsi à la fois la qualité esthétique et les performances.
Les fissures dans les produits résultent d'un refroidissement rapide.Vrai
Un refroidissement rapide provoque une répartition inégale des contraintes, ce qui entraîne des fissures.
Les stries argentées sont causées par une chaleur excessive.FAUX
Les traces argentées sont dues à l'humidité ou à l'air emprisonnés, et non à la chaleur.
Comment minimiser les contraintes internes lors du moulage par injection ?
Minimiser les contraintes internes lors du moulage par injection est essentiel pour garantir la durabilité et l'esthétique du produit. Les stratégies efficaces consistent à optimiser la conception du moule, à ajuster les paramètres du processus et à mettre en œuvre des techniques de post-traitement.
Pour minimiser les contraintes internes lors du moulage par injection, il est essentiel d'optimiser la conception du moule, d'ajuster les paramètres de traitement tels que la vitesse et la pression d'injection, et d'utiliser des méthodes de post-traitement comme le recuit. Ces étapes contribuent à équilibrer l'écoulement, le refroidissement et l'orientation moléculaire, réduisant ainsi les défauts potentiels et améliorant la qualité du produit.

Optimisation de la conception du moule
L'un des principaux moyens de réduire les contraintes internes consiste à concevoir soigneusement le moule. En positionnant stratégiquement les points d'injection et en utilisant des systèmes à plusieurs points d'injection, les fabricants peuvent obtenir un flux plus équilibré de matière fondue, ce qui empêche l'accumulation de contraintes de cisaillement. Une conception bien pensée comprend également l'optimisation des dimensions et des formes des canaux d'alimentation afin de minimiser la résistance et d'assurer un flux uniforme dans le moule.
De plus, il est essentiel d'agencer les canaux de refroidissement de manière à assurer un refroidissement uniforme. Par exemple, un produit dont l'épaisseur de paroi est variable peut bénéficier d'une conception à épaisseur de paroi progressive⁵,ce qui contribue à maintenir des vitesses de refroidissement constantes et à minimiser les contraintes thermiques.
Ajuster les paramètres du processus de moulage par injection
Les paramètres de procédé ont un impact significatif sur les contraintes internes d'une pièce moulée par injection. Réduire la vitesse d'injection et la pression de maintien diminue le degré d'orientation moléculaire, ce qui réduit les contraintes internes. À l'inverse, prolonger le temps de maintien permet de réduire le retrait et, par conséquent, les contraintes.
La maîtrise des températures, tant du moule que du matériau fondu, est également cruciale. Des températures de fusion élevées peuvent accroître l'orientation moléculaire ; il est donc essentiel de choisir des températures appropriées en fonction du type de matériau. La mise en œuvre d'un processus d'injection multi-étapes permet de mieux gérer les contraintes en ajustant progressivement la vitesse et la pression tout au long du cycle de moulage.
| Paramètre | Ajustement suggéré |
|---|---|
| Vitesse d'injection | Diminuer pour réduire le stress d'orientation |
| Maintenir la pression | Réduire pour minimiser le rétrécissement |
| Température du moisissure | Optimiser pour un refroidissement uniforme |
| Température de fusion | Ajuster en fonction des besoins matériels |
Techniques de post-traitement
Les techniques de post-traitement, comme le recuit, permettent d'atténuer considérablement les contraintes internes des produits moulés par injection. Le recuit consiste à chauffer le produit à une température spécifique, à la maintenir pendant une durée déterminée, puis à le refroidir lentement. Ce procédé détend la structure moléculaire, réduisant ainsi les contraintes.
Pour les produits exigeant une grande précision dimensionnelle, un conditionnement hygrométrique peut être appliqué. En plaçant le produit dans un environnement à humidité contrôlée, celui-ci absorbe l'humidité, ce qui contribue à limiter le retrait et à réduire les contraintes mécaniques.
L'ensemble de ces techniques garantit que le produit final répond aux normes de qualité et fonctionne de manière fiable dans l'application prévue. La mise en œuvre de telles mesures améliore non seulement sa durabilité, mais prolonge également sa durée de vie.
L'optimisation de la conception du moule réduit les contraintes internes.Vrai
Le positionnement stratégique des vannes et la conception des canaux de refroidissement permettent d'équilibrer le flux et le refroidissement.
Une vitesse d'injection plus élevée diminue les contraintes internes.FAUX
Une vitesse plus élevée accroît l'orientation moléculaire, augmentant ainsi les contraintes internes.
Conclusion
En maîtrisant les contraintes internes grâce à une conception stratégique des moules et à des ajustements des procédés, les fabricants peuvent améliorer considérablement la qualité de leurs produits. Adoptez ces stratégies pour minimiser les défauts et optimiser les performances.
-
Explorez des stratégies pour améliorer la qualité de vos produits grâce à l'optimisation des processus : Meilleures pratiques pour optimiser votre processus de moulage par injection : 1. Surveillance et ajustement réguliers des paramètres ; 2. Utilisation de systèmes de contrôle avancés ; 3. Analyse approfondie… ↩
-
Découvrez comment de légères variations dues aux contraintes induisent une précision d'assemblage induite : une modification locale de la déformation lors du formage à froid peut entraîner un état de contrainte et une rigidité différents du produit. Cela peut améliorer ou réduire… ↩
-
Découvrez pourquoi les contraintes internes provoquent des fissures sous charge : (1) L’existence de contraintes internes dans le produit affecte gravement ses propriétés mécaniques et ses performances ; en raison de… ↩
-
Apprenez des techniques pour éviter les défauts courants des produits moulés : lorsque les méthodes de ventilation classiques échouent, la ventilation sous vide peut résoudre efficacement les problèmes liés au dégazage et à l’emprisonnement d’air dans les moules d’injection. ↩
-
Découvrez comment une conception à épaisseur de paroi progressive améliore l'uniformité du refroidissement. Qualité des pièces : La conception de pièces moulées par injection présentant des problèmes d'épaisseur de paroi peut entraîner des défauts tels que des retassures, des déformations et des injections incomplètes. Ces problèmes… ↩






