

Vous rencontrez des difficultés avec l'écoulement du plastique lors du moulage ? C'est mon cas, et j'ai glané quelques astuces.
Améliorez l'écoulement du plastique à l'entrée du moule en optimisant sa conception. Ajustez la température et la pression de moulage. Choisissez des matériaux à haute fluidité. Ces mesures permettent un écoulement plus régulier, réduisant ainsi les défauts et améliorant significativement l'efficacité de la production.
Je me souviens de mes débuts dans l'industrie du moule, où la conception des points d'injection me semblait un véritable casse-tête. Choisir le bon type de point d'injection fait toute la différence. Les points d'injection en éventail ou à flux latent m'ont souvent sauvé la mise avec des plastiques difficiles à mouler. Modifier la taille du point d'injection a tout changé pour moi ; il s'agit d'équilibrer le taux de cisaillement et le temps de remplissage pour chaque produit.
Les paramètres de moulage étaient essentiels. Augmenter la température ou la pression d'injection, tout en surveillant la stabilité du plastique, s'est avéré très utile. L'utilisation de matériaux à haute fluidité ou de lubrifiants comme le stéarate de calcium a véritablement transformé les résultats. Chaque modification m'a apporté un nouvel enseignement. Adapter les stratégies à chaque projet est primordial.
L'augmentation de la taille de la porte réduit la génération de chaleur par cisaillement.Vrai
Des vannes plus larges diminuent le débit, réduisant ainsi la chaleur de cisaillement et améliorant la fluidité du polymère fondu.
Une pression d'injection élevée peut provoquer une déformation du moule.Vrai
Une pression excessive peut dépasser la résistance du moule, entraînant une déformation ou des dommages.
Comment la conception de la vanne influence-t-elle l'écoulement du plastique fondu ?
Imaginez travailler avec acharnement sur une conception, pour finalement découvrir que le design de la vanne ne permet pas un flux de fusion optimal. Ce détail est crucial pour la réussite de votre projet. De tels facteurs peuvent véritablement en déterminer l'issue.
La conception de l'orifice d'injection influence l'écoulement du plastique fondu en agissant sur le taux de cisaillement, la température et l'épaisseur. Choisir la forme et la taille d'orifice appropriées permet un meilleur écoulement, ce qui garantit un remplissage efficace du moule et des produits de qualité supérieure.
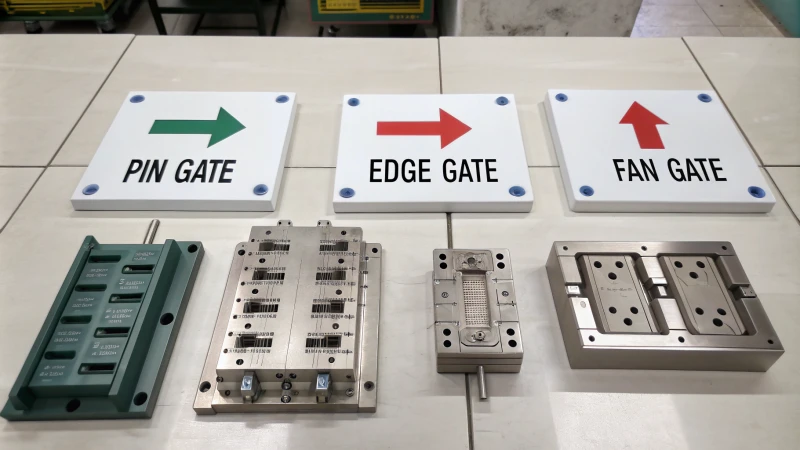
Choisir le bon type de portail
Chaque type d'injection influence la façon dont le matériau s'écoule. Les injections ponctuelles, avec leurs minuscules ouvertures, chauffent le matériau en fusion grâce à un fort cisaillement, facilitant ainsi son écoulement. J'ai été surpris lorsque j'ai découvert leur fonctionnement. Les matériaux peu fluides bénéficient des injections en éventail, qui offrent un passage plus aisé au matériau en fusion. L'injection latente spéciale se ferme automatiquement lors du démoulage. Il est important de choisir le type d'injection adapté à vos besoins.
| Type de porte | Avantages | Considérations |
|---|---|---|
| Indiquer | Taux de cisaillement élevé pour une meilleure fluidité | Risque de pulvérisation |
| Ventilateur | Entrée en douceur dans la cavité, résistance réduite | Peut nécessiter un espace plus grand |
| Latent | Coupure automatique, angles personnalisables | Conception complexe nécessaire |
Réglage de la taille du portail
J'ai déjà choisi une buse trop petite. Cette erreur a mis en évidence l'importance d'un bon équilibre. Une buse trop petite augmente le cisaillement, générant plus de chaleur, ce qui favorise l'écoulement mais peut aussi engendrer des défauts comme des projections de matière fondue. Une buse plus grande ralentit l'écoulement, offrant un flux plus régulier et moins de chaleur. Le choix dépend du matériau. Les parois fines peuvent bénéficier de buses plus petites pour un écoulement plus rapide.
La taille de l'orifice détermine le débit cisaillement . L'augmentation de la section transversale réduit le débit et la chaleur par cisaillement, mais allonge le temps de remplissage.
Contrôle des paramètres du processus de moulage
Température d'injection
Une légère variation de température peut tout changer. Augmenter la température d'injection diminue la viscosité du plastique fondu, améliorant ainsi sa fluidité ; cependant, une chaleur excessive peut dégrader des matériaux comme le polypropylène (PP), affectant la qualité du produit² . Trouver le juste équilibre est donc essentiel.
Pression et vitesse d'injection
La pression permet de faire passer la matière fondue à travers le moule, mais une pression excessive risque de le déformer. La vitesse est un paramètre délicat ; une vitesse trop élevée peut créer des bulles dans les zones fines. Une pression plus élevée permet de vaincre la résistance, mais risque de déformer le moule, tandis qu'une vitesse plus élevée réduit la viscosité, mais peut engendrer des défauts tels que des bulles dans les produits à parois fines.
Sélection des matériaux et additifs appropriés
Plastiques à haute fluidité
Les plastiques comme le polyéthylène sont faciles à travailler grâce à leur grande fluidité ; ils simplifient la gestion des problèmes d’écoulement 3 .
Additifs
Les lubrifiants comme le stéarate de calcium facilitent l'écoulement des matériaux sans altérer leur qualité en réduisant la viscosité intermoléculaire.
Un ajustement précis de leur concentration améliore la fluidité à l'état fondu sans compromettre l'intégrité du produit.
Les vannes à éventail réduisent la résistance à l'écoulement du métal en fusion.Vrai
Les vannes à évent permettent une entrée en douceur du métal en fusion, réduisant ainsi la résistance à l'écoulement.
Une pression d'injection élevée prévient toujours les défauts.FAUX
Une pression excessive peut provoquer des déformations du moule et des problèmes de débordement.
Quels paramètres de processus doivent être contrôlés ?
Vous êtes-vous déjà demandé comment une simple modification de la température ou de la pression peut transformer les résultats de la fabrication ?
Il est important de surveiller la température, la pression et la vitesse d'injection. Leur modification influe sur la qualité du produit. Ces ajustements optimisent la circulation du matériau et réduisent les problèmes de production.

Contrôle de la température
Lorsque j'ai débuté dans la conception de moules, j'ai rencontré des difficultés. J'ai rapidement compris que la maîtrise des détails du processus est essentielle à la création d'un excellent produit. Les variations de température ou de pression ont un impact considérable sur le résultat final.
Je me souviens très bien du moment où j'ai compris l'importance de la température. Je travaillais avec du polypropylène et j'ai raté la température idéale de quelques degrés. Le plastique a commencé à se dégrader rapidement. La température influe considérablement sur la production, notamment en modifiant la fluidité du plastique. Mais une chaleur excessive peut endommager les matériaux.
| Matériel | Plage optimale (°C) |
|---|---|
| Polypropylène (PP) | 180-240 |
| Polystyrène (PS) | 180-280 |
Ajuster la température d'injection 5 peut améliorer la fluidité, mais dépasser les plages optimales peut dégrader les matériaux.
Paramètres de pression
Nous travaillions autrefois sur un moule complexe. L'utilisation d'une pression plus élevée nous a permis de résoudre les problèmes de résistance à l'écoulement. Nos progrès étaient prometteurs, mais nous devions rester vigilants quant à la déformation du moule. Il est essentiel d'équilibrer la pression et la ténacité du matériau.
La pression d'injection est un autre paramètre critique. Une pression trop élevée peut aider à surmonter la résistance à l'écoulement, mais risque de déformer le moule si elle n'est pas correctement régulée. Il est essentiel d'adapter la pression à la résistance du matériau⁶ .
Vitesse d'injection
La vitesse d'injection m'a appris très tôt des leçons. Je me précipitais souvent, pensant que plus vite c'était mieux. Quelle erreur ! Un réglage adéquat de la vitesse permet d'éviter la formation de bulles et de surchauffe, même avec des pièces complexes.
Un réglage précis de la vitesse d'injection influe sur la génération de chaleur de cisaillement au niveau de l'entrée. Pour les formes complexes, des vitesses plus élevées garantissent un remplissage rapide de la cavité et réduisent les risques d'éjection de matière fondue et de formation de bulles.
Sélection des matériaux
Le choix des matériaux est un art. L'utilisation de matériaux à haute fluidité comme le polyéthylène et le polypropylène facilite grandement les problèmes d'écoulement.
Sélectionner des matériaux à haute fluidité permet de réduire considérablement les difficultés d'écoulement. Le polyéthylène (PE) et le polypropylène (PP) sont d'excellents choix pour une transformation fluide.
De plus, l'ajout de lubrifiants comme le stéarate de calcium améliore encore l'écoulement du matériau.
Optimisation de la conception des portes
L'optimisation de la conception des vannes a été une révélation pour moi ; elle a considérablement modifié la dynamique des fluides dans mes projets.
Le choix judicieux d'une vanne peut avoir un impact significatif sur la dynamique des fluides.
- Une vanne à point 8 permet un meilleur écoulement grâce à des taux de cisaillement plus élevés.
- Une buse en éventail stabilise les variations de la vitesse de fusion,
et même la taille de la buse influe sur la chaleur et le temps de remplissage.
| Type de porte | Caractéristiques |
|---|---|
| Point Gate | Taux de cisaillement élevé |
| Fan Gate | Entrée en douceur |
Avec le recul, comprendre ces détails ne se limite pas à la technique ; c’est une véritable transformation. Chaque projet est une occasion d’améliorer mes compétences et de surpasser les attentes dans la recherche d’une fabrication de haute qualité.
Les buses à jet plat réduisent la résistance à l'écoulement lors du moulage des plastiques.Vrai
Les vannes à ventilateur permettent une entrée régulière du matériau en fusion, réduisant ainsi les variations de débit.
Une pression d'injection élevée améliore toujours le remplissage du moule.FAUX
Une pression excessive peut provoquer des déformations du moule et des problèmes de débordement.
Quels matériaux plastiques améliorent la fluidité ?
Vous arrive-t-il de vous retrouver entouré de plastique, curieux de savoir quels types se moulent facilement ?
Les plastiques comme le polyéthylène (PE) et le polypropylène (PP) sont fluides et se prêtent parfaitement au moulage par injection. Des additifs comme le stéarate de calcium améliorent encore leur fluidité en réduisant leur viscosité.

Plastiques à haute fluidité
Au début de mon travail avec les moules, les polyoléfines comme le polyéthylène (PE) et le polypropylène (PP) sont devenues mes matériaux de prédilection. Ces plastiques sont exceptionnels. Leur fluidité est remarquable. Leur faible épaisseur leur permet de s'insérer facilement même dans les moules les plus complexes. Le PE est particulièrement apprécié dans l'emballage car il est fluide et étanche. Le PE est fiable. C'est comme un ami sur lequel on peut toujours compter.
| Type de plastique | Fluidité | Usage courant |
|---|---|---|
| Polyéthylène (PE) | Haut | Conditionnement |
| Polypropylène (PP) | Haut | Automobile |
Améliorer la fluidité grâce aux additifs
J'ai longtemps buté sur du polycarbonate qui refusait de s'écouler correctement. Puis j'ai découvert des lubrifiants comme le stéarate de calcium. Une petite quantité a transformé le plastique, lui permettant de s'écouler facilement tout en conservant sa résistance lors du moulage. C'était comme trouver une solution miracle pour le travail du plastique.
L'ajout de lubrifiants peut améliorer considérablement la fluidité des plastiques. Des lubrifiants comme le stéarate de calcium agissent au niveau moléculaire pour réduire la friction et la viscosité.
Par exemple, l'ajout d'un faible pourcentage de stéarate de calcium au polycarbonate (PC) permet d'améliorer sa fluidité sans altérer sa structure. Cette technique s'avère avantageuse dans certaines applications d'ingénierie où précision et résistance sont essentielles.
Optimisation de la conception des portails
Je me suis aussi beaucoup investi dans la conception des points d'injection. J'ai rapidement compris que le type de point d'injection influe considérablement sur l'écoulement du plastique. Les points d'injection en éventail répartissent le flux sur une large surface. Les points d'injection ponctuels augmentent la température, ce qui accélère l'écoulement du plastique, mais des problèmes comme la fusion peuvent survenir en cas de mauvaise manipulation.
La conception de l'orifice d'injection dans les moules joue un rôle crucial dans la fluidité du fluide. L'utilisation d'orifices en éventail ou d'orifices ponctuels permet d'ajuster le taux de cisaillement, influençant ainsi la régularité de l'écoulement du plastique fondu dans la cavité.
Une entrée plus petite augmente la chaleur de cisaillement, améliorant ainsi la fluidité, mais peut également entraîner des problèmes comme la projection de matière fondue si elle n'est pas correctement gérée.
Paramètres du processus de moulage
Ajuster la température d'injection, c'est comme accorder un instrument. Une température élevée améliore la fluidité du plastique ; mais une température trop élevée l'endommage, un peu comme une fausse note dans une belle chanson.
La vitesse et la pression doivent également être contrôlées avec précision pour garantir un polycarbonate sans défaut.
Il faut trouver le juste équilibre.
Les paramètres du procédé, tels que la température, la pression et la vitesse d'injection, doivent être contrôlés avec précision.
Par exemple, une température d'injection plus élevée réduit la viscosité du polymère fondu, améliorant ainsi sa fluidité ; toutefois, il est essentiel de trouver un équilibre avec les risques de dégradation.
En maîtrisant ces détails, j'ai constaté une nette amélioration du déroulement de la production – un résultat très satisfaisant ! Je suis ravi de savoir que le procédé est optimisé, ce
qui permet de gagner du temps et d'améliorer la qualité du produit.
L'apprentissage de ces subtilités m'a été très utile dans mon travail de concepteur de produits .
, mais aussi d'excellente facture.
Les vannes à points augmentent le taux de cisaillement du plastique fondu.Vrai
Les vannes à points de contrôle ont de petites sections transversales, ce qui augmente le taux de cisaillement.
L'augmentation de la pression d'injection empêche toujours la déformation du moule.FAUX
Une pression d'injection excessive peut provoquer une déformation du moule et un débordement.
Comment les additifs améliorent-ils l'efficacité de la fluidité à l'état fondu ?
Vous êtes-vous déjà demandé comment de petits changements peuvent avoir un impact considérable sur la fabrication ? Les additifs détiennent probablement le secret de l’amélioration de l’efficacité de la fluidité à l’état fondu des plastiques.
Les additifs améliorent considérablement le processus de fusion en réduisant l'épaisseur du polymère. Ils simplifient la production et permettent d'obtenir un produit final lisse. Ces additifs modifient les propriétés physiques et chimiques du matériau. Ils facilitent notamment la fluidité du matériau lors des opérations de mise en forme ou de pressage.

Comprendre l'efficacité de la fluidité à chaud
Je me souviens de ma première découverte des additifs et de leur impact sur la production. J'avais l'impression d'avoir trouvé la clé qui allait tout changer. Dans un atelier de fabrication de taille moyenne où la précision et la rapidité sont essentielles, comprendre le fonctionnement de ces petits alliés est devenu indispensable.
L'efficacité de la fluidité à l'état fondu ne se limite pas au simple déplacement d'un point A à un point B ; elle repose sur une maîtrise du processus. Elle permet à chaque produit de répondre à des normes élevées, notamment dans le secteur de l'électronique grand public. Les additifs contribuent discrètement à cette fluidité en ajustant la viscosité du polymère.
Types d'additifs
Au fil du temps, j'ai appris à apprécier divers additifs :
- Lubrifiants : Ils réduisent la friction entre les chaînes polymères, ce qui améliore l’écoulement. Une petite quantité de stéarate de calcium ou de zinc peut faire une grande différence.
- Plastifiants : Ils ajoutent un peu de souplesse aux chaînes polymères rigides, réduisant ainsi la viscosité et améliorant l’écoulement.
- Auxiliaires de traitement : Des substances comme les fluoropolymères facilitent les opérations en coulisses, réduisant ainsi les problèmes tels que la rupture par fusion.
| Type additif | Fonction |
|---|---|
| Lubrifiants | Réduire les frottements, améliorer le débit |
| plastifiants | Augmenter la flexibilité, diminuer la viscosité |
| Aides au traitement | Améliorer le processus, réduire les défauts |
Comment fonctionnent les additifs
La magie moléculaire opère grâce aux additifs. Ils modifient les propriétés physiques ou chimiques des polymères, un peu comme le sel qui rehausse la saveur d'un plat. Les lubrifiants, par exemple, diminuent la viscosité à l'état fondu, facilitant ainsi le passage dans le moule.
Choisir le bon additif
Choisir le bon additif exige une expertise. Il faut connaître le polymère et les propriétés finales souhaitées du produit. Les polyoléfines à haute fluidité nécessitent des lubrifiants spécifiques pour des résultats optimaux ; trouver le bon équilibre est essentiel.
L'incorporation d'additifs doit être effectuée avec précision. Un excès peut dégrader les propriétés du matériau ; une quantité insuffisante peut ne pas permettre d'obtenir les améliorations souhaitées.
Par exemple, de matériaux à haute fluidité comme les polyoléfines.
Impact sur la qualité des produits
L'amélioration de l'efficacité de la fusion permet d'obtenir des produits uniformes, avec de meilleures finitions, moins de défauts et des propriétés mécaniques supérieures. C'est essentiel dans des domaines de précision comme l'électronique, où la moindre imperfection a des conséquences majeures.
L'ajustement de la conception des points d'injection et le choix de matériaux plastiques appropriés peuvent faciliter l'utilisation de la fabrication additive pour une approche globale de l'amélioration de la fusion. Par exemple,
l'optimisation de la conception des points d'injection et l'utilisation de la fabrication additive peuvent être envisagées conjointement pour une approche complète de l'amélioration de l'efficacité de la fusion.
L'application de ces connaissances a non seulement amélioré la qualité des produits, mais a également approfondi mon expertise en tant que concepteur. Il est étonnant de constater à quel point de petits détails peuvent avoir un impact considérable sur les résultats de production.
L'augmentation de la taille de la porte réduit la génération de chaleur par cisaillement.Vrai
Une vanne de plus grande taille diminue le débit, réduisant ainsi la chaleur de cisaillement.
Le polycarbonate a une meilleure fluidité que le polypropylène.FAUX
Le polypropylène présente généralement une meilleure fluidité que le polycarbonate.
Conclusion
Optimisez la fluidité du plastique fondu en affinant la conception de la buse d'injection, en ajustant la température et la pression, en sélectionnant des matériaux à haute fluidité et en utilisant des additifs comme des lubrifiants pour améliorer l'efficacité de la production et réduire les défauts.
-
Découvrez comment différents types d'injection, comme les injections ponctuelles et en éventail, influencent les caractéristiques d'écoulement du polymère fondu dans le moulage par injection. ↩
-
Découvrez comment le réglage de la taille de l'orifice d'entrée peut optimiser le taux de cisaillement et affecter la viscosité pour un meilleur remplissage du moule. ↩
-
Comprendre comment le contrôle de la température d'injection peut prévenir la dégradation du plastique tout en améliorant l'écoulement. ↩
-
Découvrez comment les lubrifiants peuvent réduire la viscosité du polymère fondu et faciliter un écoulement plus fluide à travers les vannes. ↩
-
Découvrez comment la variation des températures d'injection peut améliorer la fluidité et prévenir la dégradation des matériaux lors du moulage plastique. ↩
-
Comprendre l'équilibre nécessaire pour gérer la résistance à l'écoulement et éviter la déformation du moule. ↩
-
Explorez des additifs comme le stéarate de calcium qui améliorent l'écoulement des matériaux et réduisent la friction. ↩
-
Découvrez comment une buse à point d'injection optimise le taux de cisaillement et le débit lors de l'injection de plastique. ↩
-
Découvrez comment certains additifs améliorent les propriétés d'écoulement des plastiques. ↩
-
Découvrez comment les concepteurs peuvent optimiser la fluidité du plastique dans leurs processus de fabrication. ↩
-
Comprendre quels matériaux possèdent naturellement une fluidité élevée peut aider à sélectionner les additifs appropriés pour améliorer l'efficacité de l'écoulement à l'état fondu. ↩
-
L'optimisation de la conception des points d'injection agit en synergie avec les additifs pour améliorer encore l'efficacité du flux de fusion et la qualité du produit. ↩






