En el dinámico mundo de la fabricación, cada detalle cuenta, especialmente cuando se trata de moldes de inyección. Comprender cómo cuidarlos puede marcar la diferencia.
Los tratamientos superficiales más eficaces para moldes de inyección incluyen el pulido, el arenado, la galvanoplastia y el recubrimiento de titanio PVD. Estos métodos mejoran la durabilidad del molde, mejoran la calidad del producto y reducen los costos de mantenimiento al ofrecer resistencia a la abrasión, protección contra la corrosión y un mejor acabado superficial.
Si bien estos tratamientos ofrecen beneficios inmediatos, comprender las particularidades de cada uno puede influir significativamente en su proceso de fabricación. Profundice en estas técnicas para descubrir cómo adaptarlas a sus necesidades de producción específicas.
La galvanoplastia mejora la durabilidad del molde al aumentar la dureza de la superficie.Verdadero
La galvanoplastia agrega una capa de metal, mejorando la resistencia a la abrasión y la corrosión.
¿Cómo mejora el pulido el rendimiento del molde?
El pulido es un proceso crucial en la fabricación de moldes, que mejora significativamente tanto la vida útil como la eficiencia de los moldes.
El pulido mejora el rendimiento del molde al mejorar el acabado superficial, reducir la fricción y minimizar los defectos en los productos moldeados. Este proceso implica el uso de herramientas como piedras de aceite y papel de lija para suavizar las imperfecciones, lo que mejora la calidad del producto y prolonga la vida útil del molde.

Entendiendo el proceso de pulido
El objetivo principal del pulido es lograr una superficie impecable que mejore el rendimiento del molde. El proceso implica el uso de materiales abrasivos como piedras de aceite, papel de lija y ruedas de lana para cortar y deformar plásticamente la superficie del molde. Al suavizar las imperfecciones y las áreas rugosas, el pulido mejora significativamente el acabado superficial, esencial para producir piezas moldeadas de alta calidad.
Beneficios del pulido en el rendimiento del molde
-
Acabado superficial mejorado : Un molde bien pulido garantiza una superficie lisa en el producto final, lo cual es crucial para componentes con requisitos estéticos o funcionales. Por ejemplo, los moldes pulidos son esenciales para producir lentes ópticas con alta transparencia y claridad.
-
Reducción de la fricción : El pulido reduce la fricción entre la superficie del molde y el material inyectado, lo que facilita la expulsión de las piezas y reduce el desgaste del molde. Esto prolonga su vida útil y reduce la necesidad de mantenimiento.
-
Minimización de defectos : Al eliminar las irregularidades de la superficie, el pulido minimiza defectos como hundimientos o líneas de flujo en productos moldeados. Esto es especialmente importante para productos donde la apariencia visual es crucial.
-
Calidad del producto mejorada : un molde pulido produce productos de mejor calidad con dimensiones y acabados consistentes, cumpliendo con los estándares de la industria y las expectativas del cliente.
Comparación de estándares de pulido
El pulido sigue estándares específicos para garantizar la uniformidad y la calidad. El SPI 1 (Sociedad de la Industria del Plástico) es ampliamente reconocido por su clasificación detallada de los acabados superficiales:
| Calificación | Grano usado | Rugosidad superficial (μm) | Aplicaciones típicas |
|---|---|---|---|
| A-1 | grano 6000 | 0.012-0.025 | Electrónica de alta gama |
| A-2 | grano 3000 | 0.025-0.05 | Interiores de automóviles |
| A-3 | grano 1200 | 0.05-0.10 | Vajilla de plástico |
Comprender estos estándares puede ayudar a los fabricantes a elegir el nivel de pulido adecuado para sus necesidades específicas, garantizando un rendimiento óptimo del molde en diversas aplicaciones.
Cuándo utilizar el pulido en lugar de otros tratamientos
Si bien el pulido 2 ofrece claras ventajas, es fundamental considerar su aplicación en combinación con otros tratamientos como el arenado o la galvanoplastia. Para piezas donde no es fundamental un alto grado de suavidad superficial, existen alternativas más rentables. Sin embargo, si se busca la máxima suavidad y calidad de apariencia, el pulido sigue siendo inigualable.
Al evaluar estos factores, los fabricantes pueden tomar decisiones informadas sobre la incorporación del pulido en sus procesos de producción, lo que en última instancia conduce a un mejor rendimiento del molde y a una calidad superior del producto.
El pulido reduce la fricción en los moldes.Verdadero
El pulido suaviza la superficie del molde, reduciendo la fricción y facilitando la expulsión de la pieza.
El pulido aumenta los defectos del molde, como las marcas de hundimiento.FALSO
El pulido minimiza las irregularidades de la superficie, reduciendo defectos como las marcas de hundimiento.
¿Qué papel juega la galvanoplastia en la durabilidad del molde?
La galvanoplastia es un factor clave a la hora de prolongar la vida útil de los moldes utilizados en los procesos de fabricación.
La galvanoplastia mejora la durabilidad del molde al depositar una capa metálica sobre su superficie, lo que mejora la resistencia a la abrasión y la corrosión, y aumenta la dureza superficial. Entre los metales más utilizados se encuentran el cromo, el níquel y el cobre.
Comprensión de la galvanoplastia en la fabricación de moldes
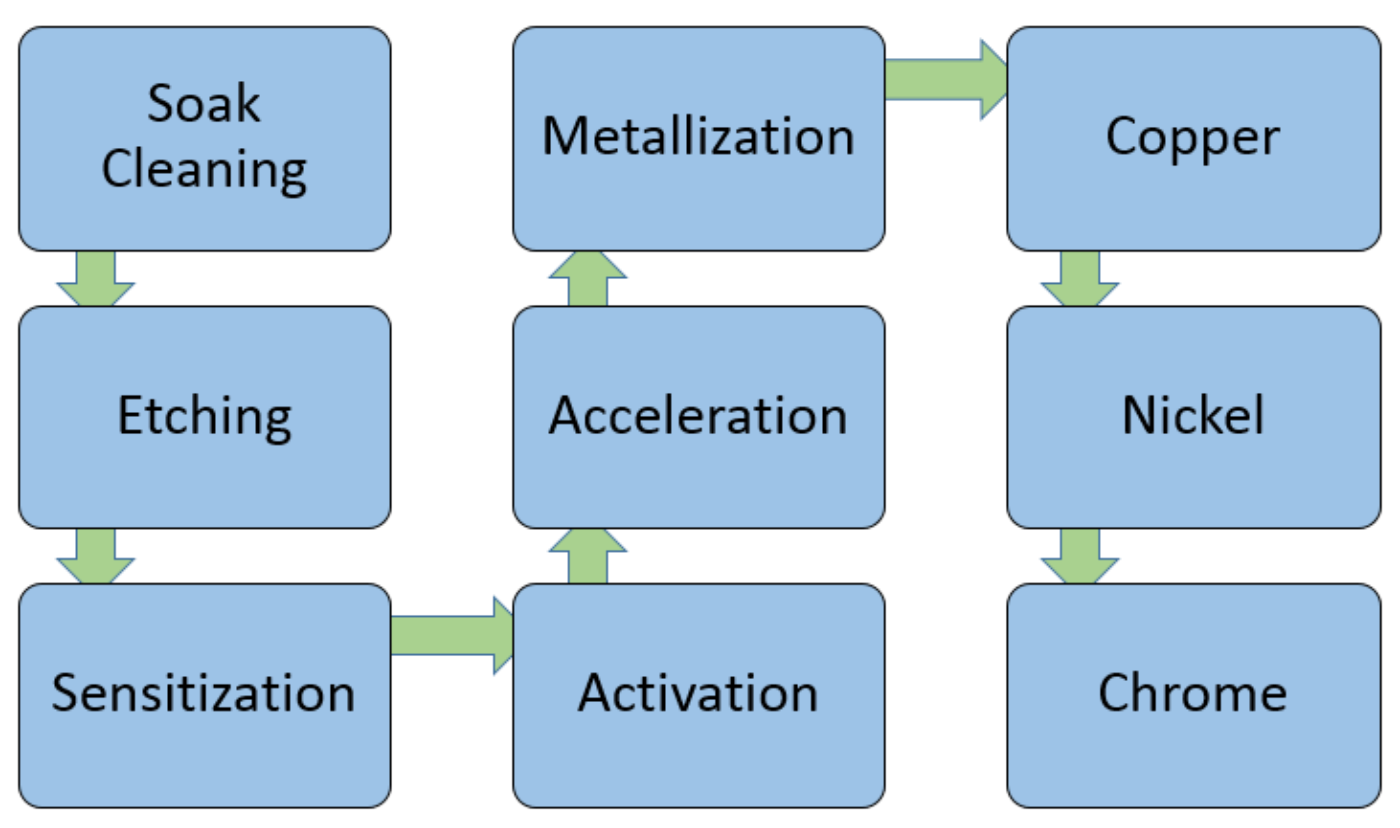
La galvanoplastia consiste en depositar una capa de metal sobre la superficie de un molde mediante electrólisis. Este proceso mejora significativamente la durabilidad de los moldes al proporcionar una superficie dura y resistente al desgaste que soporta las rigurosas exigencias del moldeo por inyección.
Los metales comunes utilizados en la galvanoplastia 3 incluyen:
- Cromo: Ofrece excelente dureza y resistencia a la corrosión.
- Níquel: Proporciona un acabado suave con buena resistencia al desgaste.
- Cobre: Se utiliza por su excelente conductividad y capacidad de formar una fuerte unión con otros metales de recubrimiento.
Estos metales crean una barrera protectora contra el desgaste, reduciendo la frecuencia de mantenimiento requerida y mejorando la vida útil del molde.
Beneficios de la galvanoplastia para la durabilidad del molde
-
Resistencia a la abrasión: La capa de metal adicional ayuda a resistir rayones y desgaste por la fricción constante durante el proceso de moldeo por inyección.
-
Resistencia a la corrosión: Al formar una capa protectora, la galvanoplastia evita las reacciones químicas entre el material del molde y los elementos externos, evitando así la oxidación y la degradación.
-
Dureza superficial: Metales como el cromo aumentan la dureza de la superficie, haciendo que los moldes sean más resistentes al estrés mecánico.
Estos beneficios contribuyen acumulativamente a que los moldes duren más y mantengan su integridad estructural a lo largo del tiempo.
Comparación de la galvanoplastia con otros tratamientos de superficies
Si bien la galvanoplastia ofrece beneficios sustanciales, es importante compararla con otros tratamientos como el recubrimiento de titanio PVD 4 , que también mejora la dureza de la superficie pero a través de la tecnología de deposición física de vapor.
| Tratamiento | Método | Beneficios |
|---|---|---|
| Galvanoplastia | Electrólisis | Dureza, resistencia a la abrasión y a la corrosión |
| Recubrimiento de titanio PVD | Deposición física de vapor | Acabados estéticos, duros y resistentes al desgaste |
| Pulido | Abrasión manual/mecánica | Acabado superficial liso |
| chorro de arena | Proyección de material abrasivo | Mejora de la rugosidad de la superficie y la adherencia |
Cómo elegir el tratamiento de superficie adecuado
La selección del tratamiento de superficie adecuado implica considerar factores como la compatibilidad del material, las condiciones ambientales y el costo. Para los fabricantes que buscan mejorar la durabilidad del molde con un tiempo de inactividad mínimo, la galvanoplastia es una opción eficaz gracias a sus amplias capacidades de protección.
Comprender los beneficios únicos de cada tratamiento le permitirá tomar decisiones más informadas que optimicen tanto la eficiencia de la producción como la longevidad del molde. Al optar por la galvanoplastia, puede asegurarse de que sus moldes estén preparados para manejar altos volúmenes de producción sin comprometer la calidad.
La galvanoplastia mejora la dureza de la superficie del molde.Verdadero
La galvanoplastia aumenta la dureza de la superficie al depositar metales como el cromo.
El cobre no se utiliza en la galvanoplastia para moldes.FALSO
El cobre se utiliza por su conductividad y fuerza de unión en la galvanoplastia.
¿El chorro de arena es adecuado para todo tipo de moldes?
El chorro de arena es un tratamiento de superficies popular en la fabricación de moldes, pero ¿es universalmente aplicable?
El arenado no es adecuado para todos los tipos de moldes. Si bien es eficaz para limpiar y aumentar la rugosidad de la superficie, puede dañar las características delicadas o intrincadas del molde y es más adecuado para moldes robustos que requieren mayor adherencia y textura.
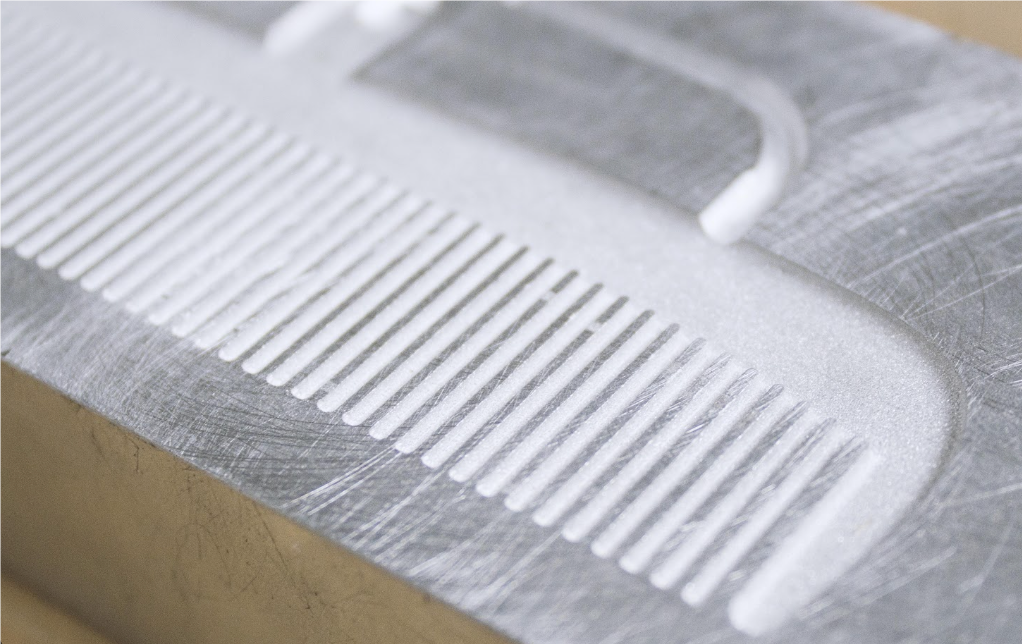
Entendiendo el arenado
El arenado consiste en la inyección a alta velocidad de materiales abrasivos, como arena, contra una superficie para eliminar suciedad, capas de oxidación y defectos. Es conocido por aumentar la rugosidad de la superficie, lo que mejora la adhesión de los recubrimientos, un requisito fundamental en diversos procesos de fabricación.
Beneficios del arenado para moldes
Una de las principales ventajas del arenado es su capacidad para preparar la superficie del molde para tratamientos posteriores. Al la rugosidad superficial , permite que recubrimientos como la galvanoplastia o el titanio PVD se adhieran con mayor eficacia, mejorando así la durabilidad y el rendimiento del molde. Este proceso también ayuda a crear texturas específicas que podrían ser necesarias para la estética de ciertos productos.
Posibles inconvenientes
A pesar de sus ventajas, el arenado no es universalmente aplicable a todos los moldes. Su naturaleza agresiva puede provocar un desgaste o daños excesivos, especialmente en moldes con características finas o intrincadas. Puede alterar las dimensiones exactas o crear texturas superficiales no deseadas, lo que podría afectar la calidad del producto final.
Evaluación de la idoneidad del tipo de molde
Al considerar el arenado, es fundamental evaluar el material y el diseño del molde. Los moldes robustos fabricados con metales duraderos, como el acero endurecido, suelen resistir el arenado. Sin embargo, los moldes con características delicadas o fabricados con materiales más blandos pueden requerir tratamientos superficiales más suaves.
Tabla: Tipos de moldes e idoneidad para el arenado
| Material del molde | Idoneidad para el arenado | Notas |
|---|---|---|
| Acero endurecido | Alto | Ideal para dar rugosidad a las superficies; mejora la adherencia |
| Aluminio | Medio | Úselo con precaución; riesgo de daños en la superficie |
| Plástico | Bajo | Generalmente inadecuado; puede causar deformación |
| Diseños intrincados | Bajo | Evite; riesgo de daños en las funciones |
Alternativas al arenado
Para moldes no aptos para el arenado, alternativas como el grabado químico 6 o el pulido podrían ser más apropiadas. Estos métodos permiten lograr objetivos similares sin comprometer la integridad del molde.
En conclusión, si bien el chorro de arena es una herramienta eficaz en el arsenal de tratamientos de superficies de moldes, es fundamental tener en cuenta las características específicas de cada tipo de molde antes de su aplicación.
El chorro de arena mejora la adhesión a la superficie del molde.Verdadero
El chorro de arena aumenta la rugosidad de la superficie, mejorando la adhesión del revestimiento.
Los moldes de plástico son ideales para el arenado.FALSO
Los moldes de plástico no son adecuados para el arenado debido al riesgo de deformación.
¿Cómo afectan las normas SPI y VDI a las opciones de tratamiento de superficies?
Navegar por el panorama de los tratamientos de superficies para moldes de inyección requiere comprender estándares industriales como SPI y VDI.
Las normas SPI y VDI determinan el acabado superficial de los moldes de inyección, lo que influye en la elección de técnicas de pulido y texturizado. Estas normas ayudan a garantizar la consistencia y la calidad, lo que repercute en las propiedades estéticas y funcionales de las piezas moldeadas.

Comprensión de los estándares SPI y VDI
La Sociedad de la Industria del Plástico (SPI) y la Asociación Alemana de Ingeniería (VDI) proporcionan pautas para los acabados de superficies que son cruciales para determinar cómo se tratan los moldes.
Estándares SPI.
El estándar SPI clasifica los acabados de moldes en grados A, B, C y D, y cada grado ofrece parámetros de rugosidad específicos. Por ejemplo:
| Grado SPI | Método de pulido | Rugosidad superficial (µm) |
|---|---|---|
| A-1 | yeso de diamante de grano 6000 | 0.012-0.025 |
| A-2 | Yeso de diamante de grano 3000 | 0.025-0.05 |
| D-1 | Arenado con perlas de vidrio gruesas | 0.80-1.00 |
Estos grados ayudan a los fabricantes a elegir los tratamientos adecuados según la calidad de acabado deseada. El pulido por moldeo por inyección 7 mejora el acabado de lentes ópticas o electrónica de alta gama.
Estándares VDI
Las pautas VDI se centran en la texturización, proporcionando una escala de VDI 12 a VDI 42, cada una con una rugosidad definida.
| Nivel VDI | Método de acabado | Rugosidad superficial (µm) |
|---|---|---|
| VDI 12 | Piedra de aceite de bajo pulido | 0.40 |
| VDI 18 | Arenado con perlas de vidrio gruesas | 0.80 |
| VDI 30 | #24 Explosión de óxido | 3.15 |
Implicaciones de las normas en las opciones de tratamiento de superficies
-
Pulido : La elección entre los diferentes grados de SPI depende de los requisitos estéticos y funcionales del producto final. Los grados superiores, como el A-1, ofrecen acabados de espejo, ideales para productos que requieren claridad o reflectividad, mientras que los grados inferiores son adecuados para artículos de uso diario.
-
Texturizado : Las normas VDI rigen los procesos de texturizado, como el grabado químico 8. La decisión de utilizar un nivel VDI específico depende del nivel de fricción o textura requerido.
-
Compatibilidad del material : Ambos estándares tienen en cuenta los comportamientos específicos de cada material, garantizando que los tratamientos de superficie se alineen con las propiedades del material para evitar la degradación o interacciones no deseadas.
-
Consideraciones de costo : Una mayor precisión y acabados más suaves suelen implicar mayores costos. Los fabricantes deben sopesarlos con el valor de mercado del producto y su uso previsto.
Aplicaciones prácticas y toma de decisiones
Al elegir entre los estándares SPI y VDI, los fabricantes deben considerar:
- Requisitos de uso final : Los productos que requieren atractivo visual o cualidades táctiles específicas pueden exigir acabados de mayor calidad.
- Volumen de producción : Las tiradas más grandes pueden beneficiarse de acabados que aumentan la longevidad del molde y reducen el mantenimiento.
- Análisis costo-beneficio : es fundamental equilibrar el gasto de los acabados de alta calidad frente a sus ventajas funcionales.
Comprender estos estándares es esencial para optimizar las 9 de tratamiento de la superficie del molde , lo que en última instancia influye en la calidad del producto y la eficiencia de fabricación.
SPI Grado A-1 ofrece un acabado tipo espejo.Verdadero
El grado A-1 de SPI utiliza yeso de diamante de grano 6000, lo que da como resultado un acabado similar a un espejo.
El nivel VDI 30 da como resultado el acabado de superficie más suave.FALSO
El nivel 30 de VDI es más áspero y se utiliza óxido granallado n.° 24, pero no es el acabado más suave.
Conclusión
Mejorar el rendimiento del molde mediante tratamientos superficiales eficaces es crucial para optimizar la producción. Evalúe opciones como el pulido y la galvanoplastia según sus necesidades, garantizando así la calidad del producto y la rentabilidad.
-
Conozca las normas SPI para garantizar acabados superficiales consistentes y de alta calidad. La norma VDI 3400 es principalmente una referencia para la rugosidad superficial (con énfasis en "RUGOSA"). El acabado SPI se centra principalmente en el pulido de moldes (con énfasis en "SUAVE"). Aunque son.. ↩
-
Descubra cómo el pulido puede mejorar la calidad del producto y la longevidad del molde. El pulido es responsable de lograr un acabado superficial en el plástico. Haga clic aquí para leer todo sobre los tipos de pulido en el moldeo por inyección ↩
-
Explore cómo la galvanoplastia mejora la vida útil del molde a través de la resistencia a la abrasión. Los artistas a menudo utilizan la galvanoplastia para preservar elementos naturales propensos a la descomposición, como las hojas, y convertirlos en obras de arte más duraderas. ↩
-
Comprenda cómo se compara la PVD con la galvanoplastia en términos de durabilidad: la deposición física de vapor (PVD) es una alternativa cada vez más popular a la galvanoplastia que también aumenta la resistencia a la abrasión y ayuda en la liberación de las piezas. ↩
-
Descubra cómo el chorro de arena mejora eficazmente la adhesión de la superficie.: Los cambios en la presión del chorro de arena dieron como resultado los mayores cambios en la rugosidad de la superficie, los valores más altos de rugosidad de la superficie se lograron con.. ↩
-
Descubra cómo el grabado químico ofrece una alternativa al chorro de arena. El grabado químico es un método de grabado que utiliza un aerosol químico de alta presión y alta temperatura para eliminar material y crear una imagen grabada permanente en… ↩
-
Aprenda cómo las diferentes técnicas de pulido cumplen con los estándares SPI. Texas Injection Molding utiliza estos estándares de pulido de moldes SPI para especificar acabados de pulido de moldes para múltiples aplicaciones, guías y acabados. ↩
-
Descubra los métodos de grabado químico que cumplen con los estándares VDI. En los últimos años, los fabricantes de moldes han logrado texturas VDI 3400 mediante grabado químico tras el pulido del molde. Esto permite obtener superficies con texturas uniformes según el estándar VDI 3400. ↩
-
Explorar estrategias para mejorar la durabilidad del molde y la calidad del producto: Recubrimiento (cromado, níquel químico, nitruro de boro y níquel) · Deposición física de vapor… ↩