

El moldeo por inyección no se trata solo de llenar un molde; se trata de crear perfección en medio de desafíos invisibles.
Las tensiones internas en los productos moldeados por inyección son resultado de flujos irregulares, enfriamiento y contracción durante el proceso de moldeo. Estas tensiones pueden provocar cambios dimensionales, fallos mecánicos y defectos estéticos, lo que afecta la calidad y el rendimiento del producto.
Si bien comprender los fundamentos de las tensiones internas es crucial, profundizar en sus causas y efectos puede ofrecer información valiosa para mitigar posibles problemas. Analicemos estos aspectos con más detalle para mejorar la fiabilidad del producto y la eficiencia de fabricación.
El desequilibrio del flujo provoca tensión interna en el moldeo por inyección.Verdadero
El desequilibrio del flujo produce una velocidad y una presión desiguales, lo que causa estrés.
- 1. ¿Cuáles son las principales causas de la tensión interna en el moldeo por inyección?
- 2. ¿Cómo afectan las tensiones internas a las propiedades mecánicas de los productos?
- 3. ¿Qué defectos de apariencia pueden resultar del estrés interno?
- 4. ¿Cómo se puede minimizar la tensión interna durante el moldeo por inyección?
- 5. Conclusión
¿Cuáles son las principales causas de la tensión interna en el moldeo por inyección?
La tensión interna en el moldeo por inyección surge de factores como el desequilibrio del flujo, el enfriamiento desigual y la orientación molecular.
Las principales causas de tensión interna en el moldeo por inyección incluyen desequilibrios de flujo, enfriamiento irregular y orientación molecular, que se producen debido a inconsistencias en el proceso y el diseño. Estas tensiones pueden comprometer la integridad estructural y la apariencia de los productos moldeados.
Desequilibrio de flujo
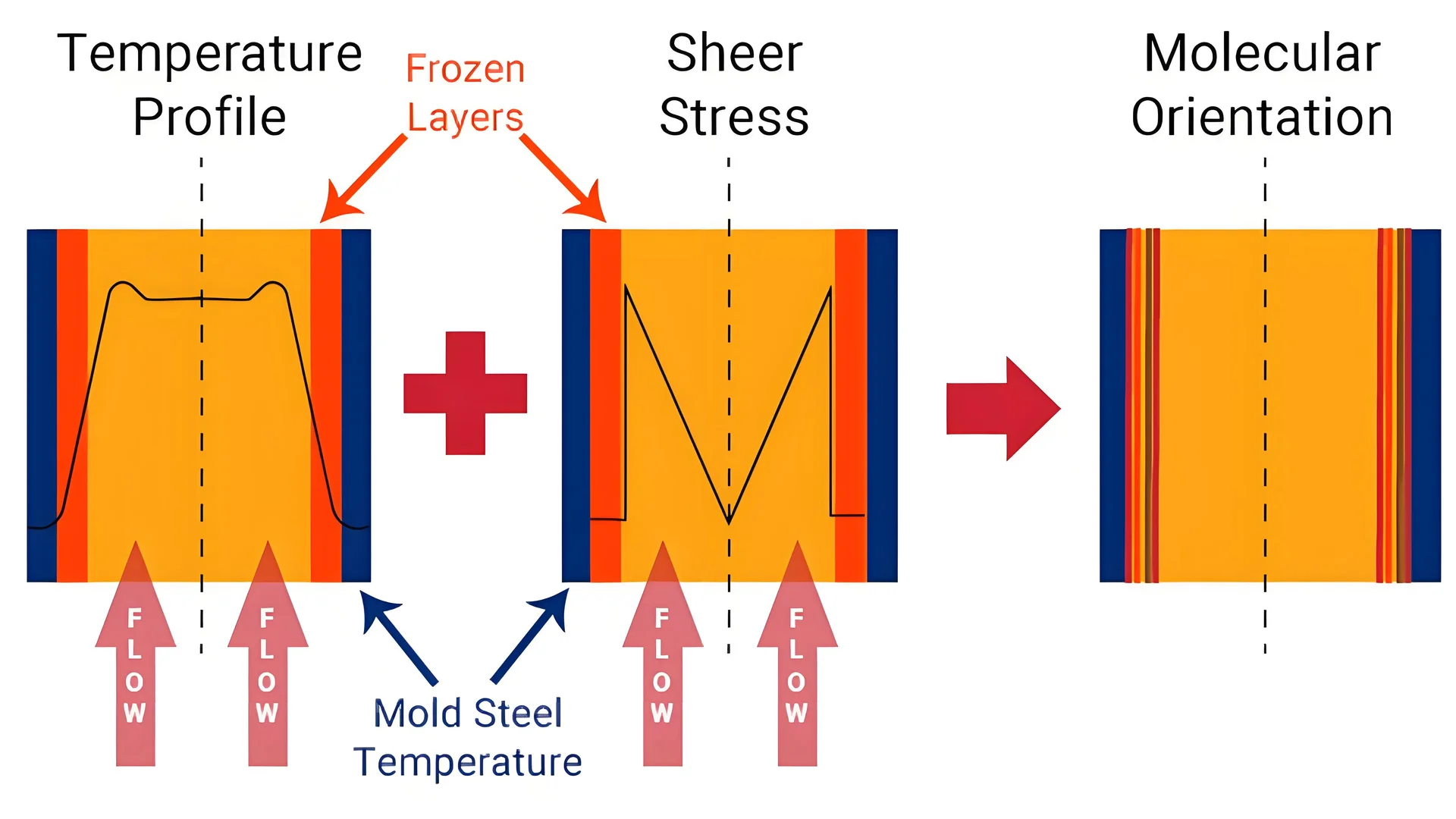
Durante el proceso de moldeo por inyección, el plástico fundido no siempre fluye uniformemente dentro de la cavidad del molde. Esta discrepancia se debe principalmente a variaciones en la velocidad del flujo y la distribución de la presión. Por ejemplo, cerca de la compuerta por donde entra el plástico, el plástico fundido fluye más rápido que en zonas más alejadas. Este desequilibrio genera tensión cortante dentro del producto.
Los diseños de moldes poco razonables, como compuertas mal posicionadas o canales de tamaño inadecuado, agravan este desequilibrio. Al refinar estos elementos de diseño, se puede reducir significativamente la tensión inducida por las discrepancias de flujo.
Enfriamiento desigual
La fase de enfriamiento es crucial para definir las propiedades finales de un producto moldeado por inyección. Si ciertas áreas se enfrían más rápido que otras, se produce estrés térmico. Factores como la temperatura irregular del molde y el diseño deficiente de los canales de enfriamiento contribuyen a esto.
El espesor desigual de las paredes también influye. Las secciones más gruesas se enfrían más lentamente que las más delgadas, lo que genera tensión interna. Un enfoque de diseño estratégico, centrado en un espesor de pared uniforme, puede mitigar este problema.
Orientación molecular
A medida que el plástico fundido fluye a través del molde, sus moléculas se alinean en la dirección del flujo. Esta alineación puede generar tensión de orientación, que se encuentra predominantemente en la dirección del flujo y menos en la perpendicular.
Parámetros del proceso como la velocidad de inyección y la presión de mantenimiento afectan directamente la orientación molecular. Por ejemplo, una velocidad de inyección o una presión de mantenimiento excesivamente altas pueden aumentar la tensión de orientación. Ajustar estos parámetros ayuda a gestionar eficazmente el grado de orientación molecular.
Análisis comparativo: causas del estrés interno
| Causa | Descripción | Estrategia de mitigación |
|---|---|---|
| Desequilibrio de flujo | Distribución desigual de velocidad y presión dentro de la cavidad del molde. | Optimice la posición de la puerta y el tamaño del corredor. |
| Enfriamiento desigual | Tasas de enfriamiento diferenciales que provocan estrés térmico. | Temperatura de molde uniforme; mejor disposición de canales. |
| Orientación molecular | Alineación de moléculas que provocan tensión en la dirección del flujo. | Controlar la velocidad de inyección y la presión de mantenimiento. |
Comprender estas causas fundamentales es fundamental para cualquier persona involucrada en la optimización del moldeo por inyección . Al identificar y abordar estos factores, los fabricantes pueden mejorar la calidad del producto y prolongar su vida útil.
El desequilibrio del flujo provoca tensiones cortantes en los productos moldeados.Verdadero
El desequilibrio del flujo crea una presión desigual, lo que genera tensión cortante.
Un espesor de pared uniforme aumenta la tensión interna en el moldeo.FALSO
Un espesor de pared uniforme reduce el estrés térmico, no lo aumenta.
¿Cómo afectan las tensiones internas a las propiedades mecánicas de los productos?
Las tensiones internas en los productos pueden comprometer gravemente sus propiedades mecánicas, influyendo en la resistencia y la durabilidad.
Las tensiones internas pueden degradar las propiedades mecánicas de los productos al provocar cambios dimensionales, reducir la resistencia y promover fallas bajo tensión.

Comprender el papel de las tensiones internas
Las tensiones internas en los productos moldeados por inyección se generan debido a desequilibrios de flujo, enfriamiento desigual y orientación molecular durante el proceso de fabricación. Estas tensiones pueden manifestarse de diversas formas, como tensión cortante, tensión térmica y tensión de orientación. Cada tipo contribuye de forma única a alterar las características mecánicas de un producto.
Desafíos de estabilidad dimensional
Las tensiones internas suelen provocar cambios dimensionales después de la fabricación. A medida que estas tensiones disminuyen con el tiempo, los productos pueden deformarse o encogerse, lo que afecta no solo a su apariencia, sino también a su funcionalidad. Por ejemplo, un ajuste incorrecto durante el ensamblaje puede deberse incluso a ligeras desviaciones dimensionales.
| Factor | Impacto en las dimensiones |
|---|---|
| Desequilibrio de flujo | Contracción desigual, deformación |
| Enfriamiento desigual | Expansión o contracción localizada |
| Orientación molecular | Contracción diferencial en la dirección del flujo |
Degradación de propiedades mecánicas
Las tensiones internas afectan directamente las propiedades mecánicas, como la resistencia, la tenacidad y la resistencia a la fatiga. Cuando estas tensiones se concentran en áreas específicas, pueden convertirse en puntos débiles. En consecuencia, los productos pueden fallar prematuramente bajo cargas mecánicas, especialmente si se someten a fuerzas repetitivas o dinámicas.
Por ejemplo, los componentes automotrices fabricados mediante moldeo por inyección deben soportar tensiones significativas a lo largo del tiempo. La concentración de tensiones internas puede provocar grietas fracturas bajo carga, lo que compromete la seguridad y el rendimiento.
Factores que influyen en las propiedades mecánicas
- Características del material : Los distintos plásticos presentan distintos grados de susceptibilidad a la tensión interna. Por ejemplo, los plásticos amorfos pueden reaccionar de forma distinta a los cristalinos cuando se exponen a dicha tensión.
- Parámetros de fabricación : La elección de la velocidad de inyección, los ajustes de presión y las velocidades de enfriamiento influyen significativamente en el grado de formación de tensiones internas. Optimizar estos parámetros puede ayudar a mitigar los efectos adversos.
Estrategias de mitigación
Para preservar las propiedades mecánicas de los productos moldeados por inyección, los fabricantes pueden:
- Optimizar el diseño del molde : esto incluye la ubicación estratégica de compuertas y canales de enfriamiento para promover un flujo y enfriamiento uniformes.
- Ajustes del proceso : Ajustar la velocidad y la presión de inyección ayuda a reducir la tensión de orientación molecular. La implementación de la inyección multietapa también puede aliviar las tensiones inducidas por el flujo.
- Técnicas de posprocesamiento : Técnicas como el recocido pueden relajar las tensiones internas, mejorando la estabilidad mecánica a lo largo del tiempo.
Comprender estas estrategias es fundamental para mejorar la longevidad y la confiabilidad del producto y minimizar posibles fallas debido a tensiones internas.
Las tensiones internas provocan deformaciones del producto con el tiempo.Verdadero
Las tensiones internas se relajan, lo que provoca cambios dimensionales como la deformación.
Todos los plásticos se ven igualmente afectados por las tensiones internas.FALSO
Los distintos plásticos tienen distintas susceptibilidades al estrés interno.
¿Qué defectos de apariencia pueden resultar del estrés interno?
La tensión interna en los productos moldeados por inyección puede provocar defectos antiestéticos que comprometen tanto la estética como la funcionalidad.
La tensión interna puede causar diversos defectos de apariencia en los productos moldeados por inyección, como grietas, vetas plateadas y burbujas. Estos problemas no solo afectan el atractivo visual del producto, sino que también pueden afectar su integridad estructural.
Comprender el estrés interno
La tensión interna surge durante el proceso de moldeo por inyección cuando el plástico fundido experimenta un flujo, enfriamiento y contracción irregulares. Esta tensión se manifiesta en defectos que afectan la calidad visual del producto.
Defectos de apariencia comunes
-
Grietas:
- Las grietas suelen aparecer debido a la alta tensión interna que se concentra en zonas específicas. Pueden ocurrir durante o después del desmoldeo.
- Factores como un diseño de molde inadecuado o velocidades de enfriamiento rápidas exacerban la formación de grietas.
-
Rayas plateadas:
- Son líneas onduladas y plateadas que se ven en la superficie, causadas por la humedad o el aire atrapado dentro del material durante el moldeo.
- Las vetas plateadas son particularmente visibles en productos transparentes, afectando la claridad y el atractivo estético.
-
Burbujas:
- Se producen cuando se forman bolsas de gas o aire dentro del producto, generalmente debido a un enfriamiento rápido o a un alto contenido de humedad en el plástico.
- Las burbujas comprometen tanto la apariencia como potencialmente las propiedades mecánicas del producto.
Factores que contribuyen a los defectos de apariencia
Diseño de moldes y parámetros del proceso
- Desequilibrio del flujo: la distribución desigual del flujo de plástico fundido puede provocar defectos como grietas y burbujas 4 .
- Velocidad de enfriamiento: Un enfriamiento inconsistente provoca estrés térmico, lo que contribuye a defectos como deformaciones y vetas plateadas.
- Orientación molecular: los altos niveles de orientación durante velocidades de inyección rápidas aumentan la probabilidad de que se formen vetas de plata.
Soluciones para mitigar defectos de apariencia
- Optimice los diseños de moldes ajustando las posiciones de las compuertas y asegurando un flujo equilibrado.
- Utilice procesos de inyección de múltiples etapas para gestionar la orientación molecular y reducir el estrés.
- Implementar diseños adecuados de canales de enfriamiento para garantizar un enfriamiento uniforme en todo el producto.
Al abordar estos factores, los fabricantes pueden reducir significativamente los defectos de apariencia en los productos moldeados por inyección, mejorando tanto la calidad estética como el rendimiento.
Las grietas en los productos son resultado de un enfriamiento rápido.Verdadero
El enfriamiento rápido provoca una distribución desigual de la tensión, lo que da lugar a grietas.
Las vetas plateadas son causadas por calor excesivo.FALSO
Las vetas plateadas son resultado de la humedad o el aire atrapados, no del calor.
¿Cómo se puede minimizar la tensión interna durante el moldeo por inyección?
Minimizar la tensión interna durante el moldeo por inyección es crucial para garantizar la durabilidad y el atractivo estético del producto. Las estrategias eficaces implican optimizar el diseño del molde, ajustar los parámetros del proceso e implementar técnicas de posprocesamiento.
Para minimizar la tensión interna en el moldeo por inyección, optimice el diseño del molde, ajuste parámetros de procesamiento como la velocidad y la presión de inyección, y utilice métodos de posprocesamiento como el recocido. Estos pasos ayudan a equilibrar el flujo, el enfriamiento y la orientación molecular, reduciendo posibles defectos y mejorando la calidad del producto.

Optimizar el diseño del molde
Una de las principales maneras de reducir la tensión interna es mediante un diseño cuidadoso del molde. Mediante la colocación estratégica de las compuertas y el uso de sistemas de compuertas múltiples, los fabricantes pueden lograr un flujo más equilibrado del plástico fundido, lo que evita la acumulación de tensión de cizallamiento. Un diseño bien pensado también incluye la optimización del tamaño y la forma de los canales para minimizar la resistencia y garantizar un flujo uniforme a través del molde.
Además, es fundamental disponer los canales de refrigeración para facilitar un enfriamiento uniforme. Por ejemplo, un producto con espesores de pared variables puede beneficiarse de un diseño de espesor de pared gradual 5 , que ayuda a mantener velocidades de enfriamiento constantes y minimiza el estrés térmico.
Ajustar los parámetros del proceso de moldeo por inyección
Los parámetros del proceso tienen un impacto significativo en los niveles de tensión interna de un producto moldeado por inyección. Reducir la velocidad de inyección y la presión de mantenimiento puede disminuir el grado de orientación molecular, lo que resulta en una menor tensión interna. Extender el tiempo de mantenimiento permite reducir las tasas de contracción, disminuyendo así la tensión.
Controlar las temperaturas, tanto del molde como de la masa fundida, también es crucial. Las altas temperaturas de la masa fundida pueden aumentar la orientación molecular, por lo que es esencial seleccionar las temperaturas adecuadas según el tipo de material. Implementar un proceso de inyección multietapa puede ayudar a controlar aún más la tensión mediante el ajuste gradual de la velocidad y la presión a lo largo del ciclo de moldeo.
| Parámetro | Ajuste sugerido |
|---|---|
| Velocidad de inyección | Bajar para reducir el estrés de orientación |
| Manteniendo la presión | Bajar para minimizar la contracción |
| Temperatura del molde | Optimizar para un enfriamiento uniforme |
| Temperatura de fusión | Ajustar según las necesidades del material |
Técnicas de posprocesamiento
Las técnicas de posprocesamiento, como el recocido, pueden reducir significativamente las tensiones internas en los productos moldeados por inyección. El recocido consiste en calentar el producto a una temperatura específica, mantenerla durante un tiempo determinado y luego enfriarlo lentamente. Este proceso relaja la estructura molecular, reduciendo eficazmente la tensión.
Para productos que requieren alta precisión dimensional, se puede aplicar un acondicionamiento de humedad. Al colocar el producto en un ambiente de humedad controlada, este absorbe la humedad, lo que ayuda a regular la contracción y a aliviar la tensión.
Estas técnicas, en conjunto, garantizan que el producto final cumpla con los estándares de calidad y funcione de forma fiable en su aplicación prevista. Implementar estas medidas no solo mejora la durabilidad, sino que también prolonga la vida útil del producto.
La optimización del diseño del molde reduce la tensión interna.Verdadero
La colocación estratégica de la compuerta y el diseño del canal de enfriamiento equilibran el flujo y el enfriamiento.
Una mayor velocidad de inyección reduce la tensión interna.FALSO
Una mayor velocidad aumenta la orientación molecular, incrementando la tensión interna.
Conclusión
Al abordar las tensiones internas mediante el diseño estratégico de moldes y ajustes de proceso, los fabricantes pueden mejorar significativamente la calidad del producto. Adopte estas estrategias para minimizar los defectos y optimizar el rendimiento.
-
Explore estrategias para mejorar la calidad del producto a través de la optimización de procesos.: Mejores prácticas para optimizar su proceso de moldeo por inyección · 1. Monitoreo y ajuste periódico de parámetros · 2. Uso de sistemas de control avanzados · 3. Exhaustivo… ↩
-
Descubra cómo pequeños cambios inducidos por la tensión afectan la precisión del ensamblaje. Un cambio local en la deformación durante el conformado en frío podría causar un estado de tensión y una rigidez diferentes en el producto. Esto puede mejorar o reducir.. ↩
-
Descubra por qué las tensiones internas causan grietas bajo carga.: (1) La existencia de tensiones internas en el producto afectará seriamente las propiedades mecánicas y el rendimiento del producto; debido a… ↩
-
Aprenda técnicas para evitar defectos comunes en productos moldeados.: Cuando los métodos de ventilación convencionales fallan, la ventilación al vacío puede resolver eficazmente los problemas relacionados con la desgasificación y el atrapamiento de aire en los moldes de inyección. ↩
-
Descubra cómo el diseño de espesores de pared graduales mejora la uniformidad del enfriamiento. Calidad de la pieza: Diseñar piezas moldeadas por inyección con problemas de espesor de pared puede generar defectos como sumideros, deformaciones e inyecciones cortas. Estos problemas… ↩






