

¿Alguna vez te has preguntado cómo cobra vida una pieza de plástico aparentemente sencilla? La respuesta reside en un fascinante proceso llamado moldeo por inyección, donde cada paso cuenta, especialmente en la posición de transferencia.
La posición de transferencia en el moldeo por inyección se refiere al punto de la cavidad del molde donde el plástico fundido pasa de la boquilla de inyección a través del sistema de canaletas hacia el molde. Desempeña un papel crucial en la transición de las etapas de llenado a empaquetado, lo que afecta la calidad del producto.
Si bien esto proporciona una comprensión fundamental, explorar los detalles intrincados de la posición de transferencia ofrece información sobre la optimización del proceso y la resolución de problemas comunes. Profundice para ampliar sus conocimientos sobre este aspecto esencial del moldeo por inyección.
La posición de transferencia marca la transición del llenado al empaque.Verdadero
En el moldeo por inyección, señala el cambio entre estas etapas.
- 1. ¿Cuál es el papel de la posición de transferencia en el moldeo por inyección?
- 2. ¿Cómo afecta la posición de transferencia a la calidad del producto?
- 3. ¿Qué problemas comunes surgen en el puesto de transferencia?
- 4. ¿Cómo pueden los ingenieros optimizar la posición de transferencia?
- 5. Conclusión
¿Cuál es el papel de la posición de transferencia en el moldeo por inyección?
La posición de transferencia en el moldeo por inyección es un punto crítico que influye en todo el proceso de fabricación.
En el moldeo por inyección, la posición de transferencia marca dónde se mueve el plástico fundido desde el llenado hasta el empaque dentro de la cavidad del molde, lo cual es crucial para el control de calidad.
Entendiendo la importancia de la posición de transferencia
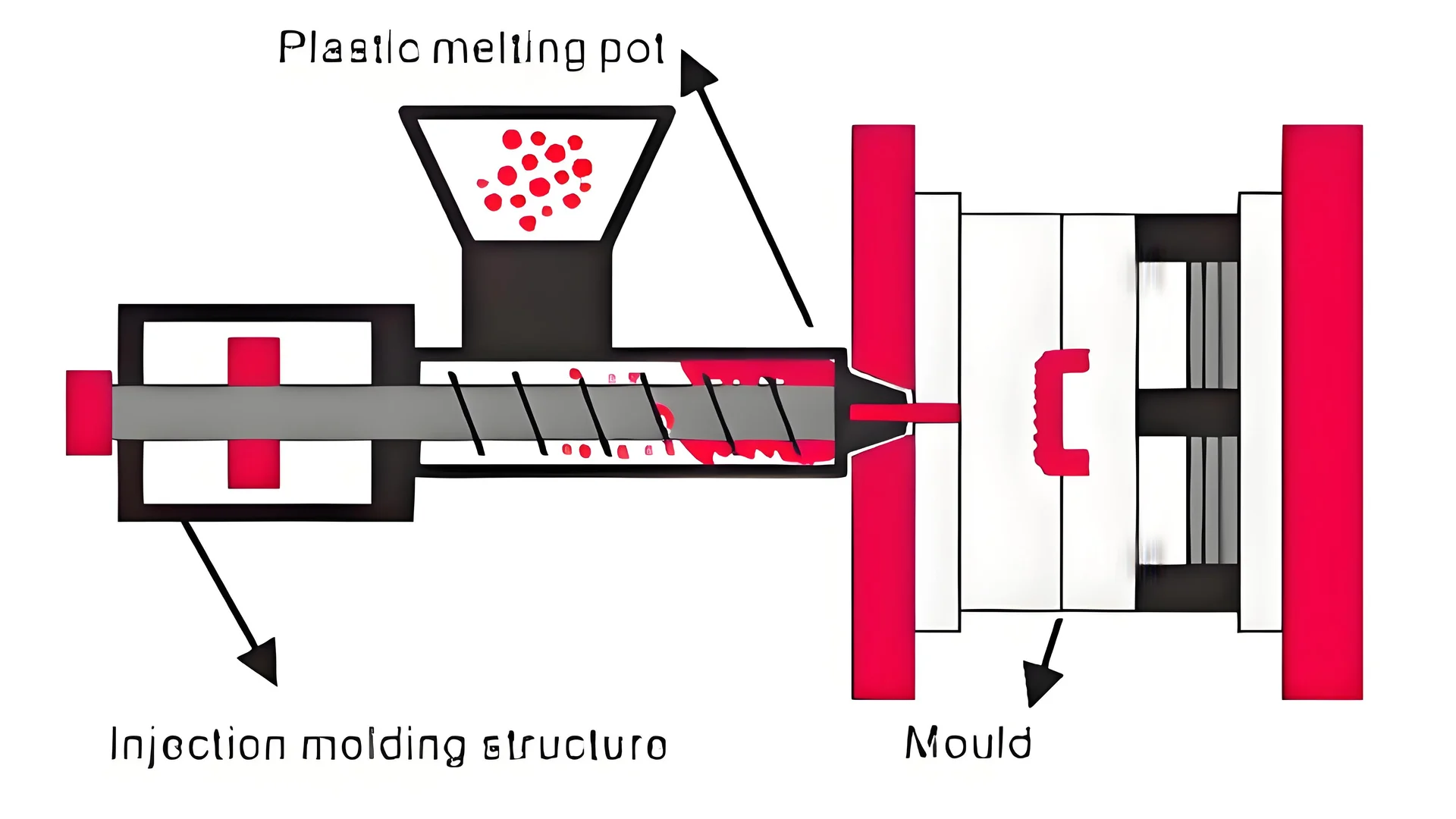
En el complejo panorama del moldeo por inyección, la posición de transferencia 1 no es solo un punto de control del procedimiento, sino un elemento clave del proceso. Se refiere al punto preciso en la cavidad del molde donde el plástico fundido pasa de la boquilla de inyección a través del sistema de canales y finalmente entra en la cavidad del molde. Esta posición es crucial, ya que indica cuándo la fase de inyección pasa a la fase de empaquetado, garantizando que la cantidad correcta de material llene el molde antes de enfriarse y solidificarse.
Parámetros del proceso de monitoreo
La función de la posición de transferencia se extiende al control de parámetros clave en el moldeo por inyección. Una vez que la masa fundida alcanza este punto, se inicia el paso de la inyección a alta velocidad a una etapa de empaquetamiento más controlada. Esta transición es esencial para ajustar parámetros como la presión, la velocidad y el tiempo de inyección.
- Presión de inyección: Ajustar la presión en esta etapa garantiza que cualquier material residual se compacte correctamente, reduciendo los defectos.
- Velocidad de inyección: una reducción en la velocidad ayuda a controlar el flujo y evita que supere el volumen deseado.
Mejorar la calidad del producto
El impacto de la posición de transferencia en la calidad es innegable. Al facilitar una transición fluida entre etapas, desempeña un papel crucial para mantener la precisión dimensional y prevenir defectos comunes como disparos cortos o rebabas.
| Parámetro | Impacto en la calidad |
|---|---|
| Presión | Asegura el llenado completo de la cavidad |
| Velocidad | Previene el sobreimpulso |
| Tiempo | Gestiona la tasa de solidificación |
Solución de problemas con la posición de transferencia
Los ingenieros aprovechan la información obtenida al observar cómo y cuándo la masa fundida alcanza esta posición para solucionar problemas como burbujas y huecos. Si se detectan problemas en esta etapa, se puede indicar si es necesario realizar ajustes u optimizaciones en el sistema. Por ejemplo, si la masa fundida no alcanza la posición de transferencia con fluidez, puede generar inconsistencias que afecten la calidad del producto final.
A través de un monitoreo y ajuste exhaustivos en este momento crítico, los ingenieros pueden mejorar la eficiencia de la producción y garantizar resultados de alta calidad en el moldeo por inyección.
La posición de transferencia marca la transición a la fase de embalaje.Verdadero
La posición de transferencia indica el paso de inyección a empaque.
La posición de transferencia no tiene impacto en la calidad del producto.FALSO
Es crucial para mantener la precisión dimensional y reducir los defectos.
¿Cómo afecta la posición de transferencia a la calidad del producto?
Comprender la posición de transferencia es crucial para garantizar la calidad en los procesos de moldeo por inyección.
La posición de transferencia en el moldeo por inyección afecta la calidad del producto al determinar la transición de la etapa de llenado a la de empaquetado, influyendo en factores como la precisión dimensional y las tasas de defectos.

Comprensión de la posición de transferencia en el moldeo por inyección
La posición de transferencia se refiere a un punto crítico del ciclo de moldeo por inyección donde el plástico fundido se desplaza por el sistema de canales para entrar en la cavidad del molde. No es solo una ubicación física, sino una etapa crucial del proceso de moldeo que determina la eficacia con la que el material llena la cavidad y pasa a la etapa de empaquetamiento.
Impacto en la calidad del producto
La calidad de un producto moldeado depende significativamente de la eficacia con la que se gestiona la posición de transferencia. El control preciso de esta transición puede afectar:
- Precisión dimensional: una gestión adecuada garantiza que la masa fundida llene completamente el molde, reduciendo la contracción y la deformación.
- Acabado de la superficie: una transferencia bien manejada puede minimizar defectos como rebabas o imperfecciones en la superficie.
- Integridad estructural: garantiza que las piezas se solidifiquen sin tensiones internas ni huecos.
Factores que influyen en la posición de transferencia
Para optimizar la posición de transferencia es necesario ajustar varios parámetros:
- Presión y velocidad de inyección: deben ajustarse para garantizar que la masa fundida llegue a la posición de transferencia sin problemas, sin causar defectos como inyecciones cortas o sobreempaquetamiento.
- Sincronización: Es crucial que el tiempo entre el llenado y el envasado sea el adecuado. Los retrasos pueden provocar un enfriamiento inadecuado y posibles defectos.
| Parámetro | Impacto en la calidad |
|---|---|
| Presión de inyección | Controla el flujo y la velocidad de llenado, lo que afecta la resistencia y el acabado. |
| Velocidad | Afecta la distribución del material y el tiempo de enfriamiento. |
| Momento | Influye en las tasas de contracción y la estabilidad dimensional. |
Solución de problemas de posición de transferencia
En esta etapa suelen surgir problemas comunes, como disparos cortos, destellos o burbujas. Los ingenieros utilizan sistemas de monitorización para observar cómo llega la masa fundida a la posición de transferencia y cómo se comporta en ella. Analizando estos patrones, se pueden realizar ajustes para optimizar el rendimiento.
Por ejemplo, si una pieza presenta problemas de contracción 2 , los ingenieros podrían ajustar la presión para garantizar una distribución uniforme del material. Las observaciones durante esta fase son fundamentales para diagnosticar y resolver los problemas de producción, garantizando así un producto final de mayor calidad.
La posición de transferencia afecta la calidad del producto moldeado por inyección.Verdadero
Determina la transición del llenado al empaque, impactando la calidad.
El momento de la posición de transferencia no afecta las tasas de contracción.FALSO
La sincronización correcta influye en las tasas de contracción y la estabilidad dimensional.
¿Qué problemas comunes surgen en el puesto de transferencia?
Comprender los problemas en la posición de transferencia es clave para optimizar el proceso de moldeo por inyección y garantizar resultados de alta calidad.
Los problemas comunes en la posición de transferencia incluyen disparos cortos, rebabas y burbujas, a menudo causados por configuraciones de parámetros incorrectas o errores de diseño del molde.

Tomas cortas
Una inyección corta se produce cuando la cavidad del molde no se llena por completo. Esto puede deberse a una presión o velocidad de inyección insuficientes. Es crucial monitorear el tiempo de llegada de la masa fundida a la posición de transferencia 3. Si llega demasiado tarde, indica que es necesario ajustar la velocidad de inyección o la temperatura de la boquilla.
Destello
La rebaba se refiere al exceso de material que se filtra de la cavidad del molde, creando una capa delgada no deseada en la pieza. Suele ocurrir cuando la presión de inyección es demasiado alta o debido a una sujeción deficiente del molde. Al analizar los datos en la posición de transferencia, los ingenieros pueden ajustar los parámetros para evitar la formación de rebabas.
Burbujas
Pueden formarse burbujas dentro del componente plástico debido al aire o gas atrapado durante el moldeo. Esto suele deberse a cambios bruscos de presión o temperatura en la posición de transferencia. Ajustar estos parámetros puede ayudar a mitigar la formación de burbujas y garantizar un acabado más liso.
Dimensiones inconsistentes
La variabilidad dimensional puede deberse a fluctuaciones de temperatura o presión a medida que la masa fundida pasa por la posición de transferencia. La implementación de de monitoreo en tiempo real 4 puede ayudar a identificar y corregir estas inconsistencias, lo que resulta en una producción de piezas más precisa y consistente.
Comprender estos problemas comunes y sus soluciones en la posición de transferencia no solo mejora la calidad del producto, sino que también optimiza la eficiencia general del proceso de moldeo por inyección. Con una supervisión y un ajuste de parámetros minuciosos, estos desafíos pueden abordarse eficazmente.
Los disparos cortos se producen debido a una presión de inyección insuficiente.Verdadero
Los disparos cortos ocurren cuando la cavidad del molde no está completamente llena.
El destello es causado por una baja presión de inyección.FALSO
La rebaba se produce debido a una presión de inyección alta o una sujeción deficiente.
¿Cómo pueden los ingenieros optimizar la posición de transferencia?
Optimizar la posición de transferencia en el moldeo por inyección es fundamental para mejorar la calidad del producto y la eficiencia del proceso.
Los ingenieros pueden optimizar la posición de transferencia ajustando parámetros como la presión y la velocidad de inyección, utilizando herramientas de simulación y monitoreo en tiempo real para garantizar un control preciso sobre el proceso de moldeo.

Comprender el impacto de la posición de transferencia
La posición de transferencia es crucial, ya que marca la transición entre las etapas de llenado y empaquetado del moldeo por inyección. Esta transición influye directamente en la calidad del producto final 5 Al optimizar este punto, los ingenieros pueden mitigar defectos como disparos cortos y rebabas.
Ajuste de parámetros del proceso
Los ingenieros deben centrarse en ajustar parámetros como la velocidad de inyección, la presión y el tiempo de retención. Estos ajustes ayudan a lograr un flujo equilibrado de la masa fundida, garantizando que llegue a la posición de transferencia sin problemas. El uso de sensores para monitorear estos parámetros en tiempo real permite realizar correcciones inmediatas, mejorando así la estabilidad del proceso.
Utilizando herramientas de simulación avanzadas
El uso de herramientas de software como el análisis de flujo de moldes puede proporcionar información sobre la dinámica del flujo dentro del molde. Estas simulaciones ayudan a predecir cómo los cambios en la posición de transferencia podrían afectar la integridad general del producto. Los ingenieros pueden simular diferentes escenarios para determinar la configuración óptima antes de la producción real.
Implementación de monitoreo en tiempo real
Los sistemas de monitoreo en tiempo real permiten a los ingenieros observar de cerca el proceso a medida que se desarrolla. Al monitorear variables como la temperatura y la presión en puntos críticos, se pueden realizar ajustes sobre la marcha para optimizar el rendimiento. Este enfoque proactivo minimiza el tiempo de inactividad y reduce el desperdicio.
Abordar problemas comunes
Los problemas comunes en la posición de transferencia incluyen burbujas, líneas de soldadura y densidad de piezas inconsistente. Mediante medidas preventivas , como ajustar la ubicación de las compuertas o modificar la velocidad de enfriamiento, los ingenieros pueden superar estos desafíos.
En última instancia, al combinar herramientas analíticas con capacidades de ajuste y monitoreo en tiempo real, los ingenieros pueden garantizar que la posición de transferencia esté optimizada para lograr la máxima eficiencia y calidad en el moldeo por inyección.
El ajuste de la velocidad de inyección mejora la posición de transferencia.Verdadero
El ajuste fino de la velocidad de inyección garantiza un flujo de masa fundida equilibrado, optimizando la transferencia.
La monitorización en tiempo real no tiene ningún impacto en la estabilidad del proceso.FALSO
El monitoreo permite correcciones inmediatas, mejorando la estabilidad del proceso.
Conclusión
Comprender y optimizar la posición de transferencia puede elevar significativamente sus capacidades de producción y garantizar resultados de alta calidad.
-
Comprenda cómo las posiciones de transferencia influyen en la calidad y la eficiencia en el moldeo: esta es la distancia en el controlador de la máquina de moldeo por inyección que recorre el tornillo para alcanzar la transferencia deseada de la pieza.. ↩
-
Aprenda estrategias para reducir la contracción y mejorar la precisión dimensional. Controlar la temperatura del molde puede controlar la contracción. Usar un molde frío permite que los bordes exteriores de una pieza se sequen antes de que pueda llenarse y comprimirse por completo ↩
-
Obtenga una comprensión detallada de la importancia de las posiciones de transferencia en el moldeo: esta es la distancia en el controlador de la máquina de moldeo por inyección que recorre el tornillo para alcanzar la posición de transferencia deseada de la pieza. … ↩
-
Explore cómo los sistemas en tiempo real mejoran la precisión en el moldeo por inyección. Mold-Masters SmartMOLD es una plataforma de software basada en la nube dedicada a la industria del plástico que proporciona datos en tiempo real para impulsar el moldeo por inyección.. ↩
-
Aprenda cómo las posiciones de transferencia influyen en la integridad del producto y la prevención de defectos. La mejor posición para la transferencia del molde es poder extraer los productos con suavidad. Si la distancia de apertura del molde es demasiado grande, el moldeo.. ↩
-
Explore soluciones para defectos comunes que ocurren en el punto de transferencia. La posición de transferencia marca la transición del llenado al empaquetado. Por qué es tan importante: Durante el llenado, el plástico fluye hacia el molde en.. ↩






