

En el complejo mundo del moldeo por inyección de plástico, cada detalle importa, especialmente cuando se trata de eficiencia y calidad. Profundicemos en el arte de dominar las etapas de llenado y mantenimiento, donde la precisión marca la diferencia.
Para optimizar las etapas de llenado y mantenimiento en el moldeo por inyección de plástico, ajuste la velocidad, la presión y la temperatura de inyección según las especificaciones del producto y las características del material. Estos ajustes ayudan a controlar el flujo de la masa fundida y el enfriamiento, reduciendo defectos y mejorando la calidad del producto.
¡Pero no te quedes ahí! Exploremos las implicaciones más profundas de cada parámetro y descubramos estrategias que realmente transformarán tu proceso de moldeo.
La velocidad de inyección afecta la calidad de la superficie durante el moldeo.Verdadero
El ajuste de la velocidad de inyección afecta el flujo de la masa fundida, lo que influye en el acabado de la superficie.
- 1. ¿Qué papel juega la velocidad de inyección en la calidad del moldeo?
- 2. ¿Cómo se puede optimizar la presión de inyección para diferentes plásticos?
- 3. ¿Por qué es crucial el control de la temperatura en el moldeo por inyección?
- 4. ¿Cuáles son los desafíos comunes en la etapa de tenencia?
- 5. Conclusión
¿Qué papel juega la velocidad de inyección en la calidad del moldeo?
La velocidad de inyección es un factor crucial para determinar la calidad de los productos de plástico moldeados. Los ajustes en este parámetro pueden afectar significativamente el acabado superficial, la estabilidad dimensional y la integridad estructural del producto.
La velocidad de inyección influye en el flujo del plástico fundido hacia la cavidad del molde, lo que afecta la calidad de la superficie y las tensiones internas. Las velocidades altas pueden provocar defectos como marcas de quemaduras, mientras que las bajas pueden causar llenados incompletos. Equilibrar la velocidad según las especificaciones del producto garantiza una calidad de moldeo óptima.
Comprensión de la dinámica de la velocidad de inyección
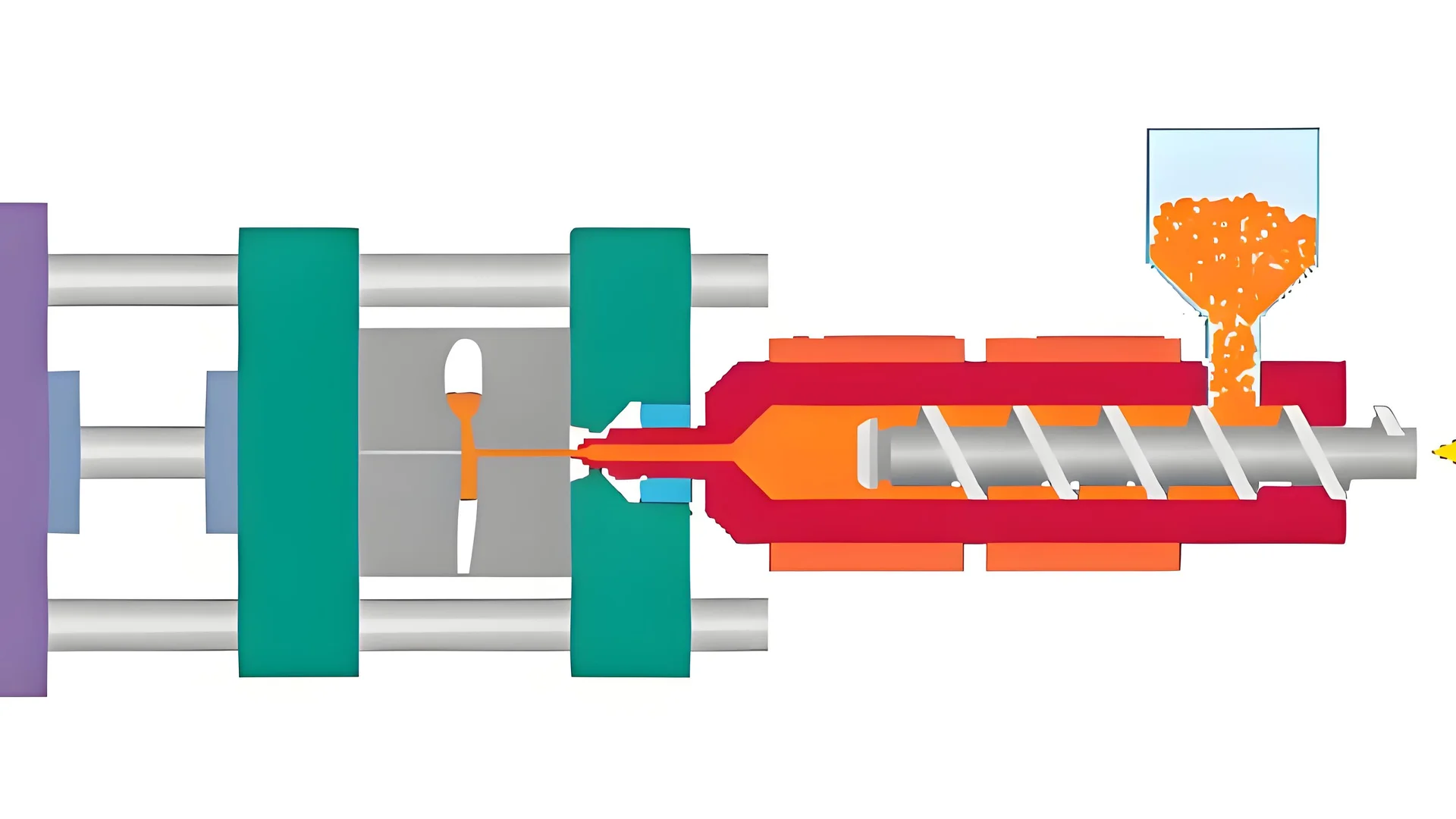
En el moldeo por inyección de plástico, la velocidad de inyección determina la rapidez con la que el plástico fundido se introduce en la cavidad del molde. Este proceso es crucial, ya que determina la eficacia con la que el material llena la cavidad y se adhiere a las estructuras del molde.
-
Alta velocidad de inyección : Una velocidad de inyección demasiado rápida puede causar fenómenos como la pulverización y la quema del material fundido. Esta pulverización produce una distribución desigual del material, lo que a menudo resulta en defectos estéticos o áreas estructurales debilitadas. Por otro lado, las altas velocidades pueden ser beneficiosas para productos de paredes delgadas, ya que garantizan que el material fundido llene rápidamente la cavidad antes de que comience el enfriamiento.
-
Velocidad de inyección lenta : Por el contrario, si la velocidad de inyección es demasiado lenta, pueden surgir problemas como inyecciones cortas (donde el molde no se llena completamente) y marcas de flujo. Estos defectos comprometen tanto la estética como la funcionalidad del producto final.
| Velocidad de inyección | Ventajas | Desventajas |
|---|---|---|
| Rápido | Relleno rápido para paredes delgadas | Marcas de quemaduras, pulverización de material fundido |
| Lento | Relleno controlado para formas complejas | Disparos cortos, marcas de flujo |
Ajuste de velocidad basado en aplicaciones
El ajuste de la velocidad de inyección debe estar estrechamente alineado con el diseño del producto y las propiedades del material:
-
Productos de pared delgada : Generalmente es preferible una mayor velocidad de inyección. Este enfoque garantiza que la masa fundida llene rápidamente la cavidad, minimizando el tiempo de enfriamiento, que puede provocar la solidificación antes del llenado completo.
-
Productos de paredes gruesas : Las velocidades más bajas suelen ser ventajosas, ya que reducen las tensiones internas que pueden provocar deformaciones o grietas después del moldeo. Al controlar la velocidad de llenado, los fabricantes pueden mantener la uniformidad del espesor y la densidad de las paredes.
Impacto en la calidad del producto
Ajustar correctamente la velocidad de inyección no solo afecta la estética de la superficie, sino que también es fundamental para mantener la integridad estructural. Por ejemplo, una velocidad bien calibrada evita tensiones internas excesivas que pueden provocar daños en el molde 1 , rebabas en el producto o incluso fallos durante el uso.
Además, elegir la velocidad correcta ayuda a lograr un equilibrio entre el tiempo del ciclo y la calidad del producto 2 , lo que en última instancia repercute en la eficiencia de la producción y la rentabilidad.
Conclusión
Si bien la velocidad de inyección es solo uno de los muchos parámetros del moldeo por inyección, su papel es indudablemente crucial. Al comprender cómo interactúa con otros factores como la temperatura y la presión, los fabricantes pueden optimizar mejor sus procesos para mejorar la calidad del producto.
Las velocidades de inyección rápidas pueden provocar marcas de quemaduras.Verdadero
Las velocidades rápidas aumentan la fricción y la temperatura, lo que produce marcas de quemaduras.
Las velocidades de inyección lentas eliminan todos los defectos.FALSO
Las velocidades lentas pueden provocar defectos como disparos cortos y marcas de flujo.
¿Cómo se puede optimizar la presión de inyección para diferentes plásticos?
La presión de inyección es fundamental para la calidad del moldeo, aunque varía según el tipo de plástico. Ajustarla correctamente mejora tanto la eficiencia como la integridad del producto.
Optimizar la presión de inyección implica ajustarla en función de la fluidez del plástico, el diseño del producto y el espesor de la pared. Una calibración adecuada minimiza los defectos y maximiza la eficiencia del llenado del molde.
Comprender el papel de la presión de inyección
La presión de inyección es un parámetro crítico que influye en el flujo del plástico fundido en la cavidad del molde. Al optimizarla, los fabricantes pueden garantizar el llenado eficiente de geometrías complejas, minimizando posibles defectos como rebabas o inyecciones cortas. La presión de inyección ideal depende de diversos factores, como el tipo de plástico utilizado, las dimensiones del producto y el espesor de la pared.
Factores que influyen en la presión de inyección
1. Fluidez Plástica
- Plásticos con baja fluidez: Requieren presiones de inyección más altas para asegurar el llenado completo del molde. Por ejemplo, el policarbonato (PC) presenta una alta viscosidad y suele requerir mayor presión.
- Plásticos con buena fluidez: Presiones más bajas pueden ser suficientes, lo que reduce el riesgo de daños en el molde o rebabas excesivas. El polipropileno (PP), conocido por sus excelentes propiedades de fluidez, es un buen ejemplo de ello.
2. Consideraciones sobre el diseño del producto
- Geometrías complejas: Las presiones más altas facilitan el llenado de diseños intrincados. Esto es crucial para productos con detalles o paredes delgadas, donde es necesario un llenado rápido de las cavidades para evitar la solidificación.
- Diseños más simples: Estos pueden permitir configuraciones de presión reducidas, lo que conserva energía y prolonga la vida útil del molde.
| Tipo de plástico | Rango de presión recomendado (MPa) |
|---|---|
| policarbonato | 80-150 |
| polipropileno | 40-90 |
Equilibrio de la presión con otros parámetros
Velocidad de inyección: Una mayor velocidad de inyección puede compensar una menor presión en ciertos escenarios, especialmente para piezas de paredes delgadas donde los tiempos de llenado rápidos evitan un enfriamiento prematuro.
Temperatura del barril: Ajustar una temperatura adecuada puede mejorar la fluidez, lo que podría reducir la necesidad de presiones elevadas. Por ejemplo, los plásticos cristalinos podrían requerir temperaturas más altas para reducir la viscosidad eficazmente.
Aplicaciones prácticas
- Estudio de caso en piezas de automoción: en la fabricación de componentes de automoción, ajustar la presión de inyección según las características del material y la función de la pieza (por ejemplo, tableros frente a soportes internos) puede mejorar significativamente la eficiencia de la producción y la calidad de la pieza.
Al comprender estas variables, los fabricantes pueden ajustar estratégicamente , al reducir los desperdicios y prolongar la vida útil de los equipos.
El policarbonato requiere una presión de inyección mayor que el polipropileno.Verdadero
El policarbonato tiene una mayor viscosidad, por lo que se necesita más presión para llenar el molde.
Los diseños de productos más simples requieren presiones de inyección más altas.FALSO
Los diseños más simples a menudo necesitan presiones más bajas, lo que conserva energía y la vida útil del molde.
¿Por qué es crucial el control de la temperatura en el moldeo por inyección?
La precisión en el control de temperatura puede determinar la calidad de los productos moldeados por inyección. He aquí por qué es importante.
El control de temperatura en el moldeo por inyección garantiza un flujo de masa adecuado, previene defectos como la deformación y mejora la calidad general del producto. Ajustar las temperaturas del barril, el molde y el sistema de enfriamiento en función de las propiedades del material y el diseño del producto es vital para una producción consistente y de alta calidad.

El papel de la temperatura del barril
La temperatura del barril influye profundamente en la fluidez del plástico fundido. Al ajustar este parámetro, los fabricantes pueden controlar la viscosidad del material fundido y garantizar que llene eficazmente la cavidad del molde. Por ejemplo, los plásticos cristalinos generalmente requieren temperaturas de barril más altas que los amorfos para lograr un flujo adecuado.
Una temperatura del cañón 4 evita la descomposición del plástico y mantiene su fluidez. Las temperaturas excesivas pueden degradar el material, lo que afecta la resistencia y la apariencia del producto final. Por otro lado, una temperatura demasiado baja puede provocar un llenado incompleto, lo que resulta en disparos cortos.
Optimización de la temperatura del molde
La temperatura del molde afecta directamente la velocidad de enfriamiento del producto, lo cual es crucial para su integridad estructural y el acabado superficial. Una temperatura de molde más alta (5) puede mejorar la calidad de la superficie y reducir la tensión interna, pero podría complicar los procesos de desmoldeo. Sin embargo, temperaturas más bajas pueden acelerar los tiempos de ciclo, pero podrían provocar un acabado superficial deficiente y un aumento de la tensión residual.
En el caso de los plásticos cristalinos, es fundamental mantener una temperatura de molde alta para lograr la cristalinidad deseada en el producto. Por el contrario, los plásticos amorfos se benefician de una temperatura de molde más baja para evitar tensiones indeseadas.
Consideraciones sobre el tiempo de enfriamiento
La etapa de enfriamiento consolida la forma de la pieza de plástico. El enfriamiento controlado previene la deformación y la contracción, que pueden provocar inconsistencias en las dimensiones del producto. Ajustar el tiempo de enfriamiento 6 según el espesor de la pared y el tamaño de la pieza es crucial.
Los productos de paredes gruesas suelen requerir tiempos de enfriamiento más largos para garantizar un enfriamiento uniforme en toda la pieza. Para productos de paredes delgadas, basta con tiempos de enfriamiento más cortos, pero se debe tener cuidado para evitar la distorsión.
Equilibrio de la temperatura con la presión y el tiempo
Los ajustes de temperatura están estrechamente relacionados con la presión y el tiempo, tanto en las etapas de llenado como de mantenimiento. Para obtener resultados óptimos, es necesario armonizar los tres parámetros según los requisitos específicos del material y el diseño del producto. Este enfoque integral garantiza que las piezas moldeadas cumplan con los estándares de calidad de forma constante.
En resumen, un control meticuloso de la temperatura durante el moldeo por inyección no solo mejora la calidad del producto, sino que también optimiza la eficiencia de fabricación al minimizar los defectos y garantizar la consistencia en los lotes de producción.
La temperatura del barril afecta la viscosidad de la masa fundida en el moldeo por inyección.Verdadero
El ajuste de la temperatura del barril controla la fluidez del plástico, garantizando el llenado del molde.
Las temperaturas de molde más bajas reducen los tiempos de ciclo pero aumentan el estrés.Verdadero
Las temperaturas más bajas aceleran los ciclos pero pueden provocar un acabado superficial deficiente.
¿Cuáles son los desafíos comunes en la etapa de tenencia?
Navegar por la etapa de retención en el moldeo por inyección de plástico presenta desafíos distintivos que pueden afectar la calidad del producto y la eficiencia de fabricación.
Entre los desafíos comunes en la etapa de retención del moldeo por inyección de plástico se incluyen la tensión interna excesiva, las marcas de contracción y la dificultad para desmoldar. Estos problemas surgen de ajustes incorrectos de la presión de retención, el tiempo y la temperatura del molde, lo que requiere ajustes precisos según las características del producto para garantizar resultados óptimos.

Comprender el papel de la presión de mantenimiento
La presión de mantenimiento es crucial, ya que compensa la contracción por enfriamiento inyectando plástico fundido adicional en la cavidad después del llenado. Si se ajusta demasiado alta, puede generar una tensión interna excesiva y dificultar el desmoldeo. Por el contrario, una presión demasiado baja puede provocar marcas de contracción e inestabilidad dimensional.
Para afrontar estos desafíos, es fundamental considerar la forma, el tamaño y el grosor de la pared del producto. Los productos más grandes o gruesos suelen requerir una mayor presión de sujeción, mientras que los productos más pequeños o delgados se benefician de una presión menor. Ajustar la presión de sujeción 7 eficazmente puede influir significativamente en la calidad del producto.
La importancia de mantener el tiempo
El tiempo de retención se refiere al tiempo que el plástico fundido se mantiene bajo presión. Un tiempo de retención demasiado prolongado puede generar una tensión excesiva y alargar los ciclos de producción, mientras que un tiempo corto puede provocar tamaños inestables y contracción.
El tiempo óptimo de conservación varía según las dimensiones del producto; los artículos más grandes o gruesos requieren tiempos más largos. Comprender y ajustar adecuadamente el tiempo de conservación es fundamental para lograr los resultados deseados.
| Tipo de producto | Tiempo de espera sugerido |
|---|---|
| Paredes grandes/gruesas | Más extenso |
| Paredes pequeñas/delgadas | más corto |
Temperatura del molde: un acto de equilibrio
La temperatura del molde es fundamental para determinar la calidad del producto. Las altas temperaturas pueden complicar el desmoldeo y causar deformación, mientras que las bajas temperaturas pueden reducir la calidad de la superficie y aumentar la tensión interna.
Para ajustar la temperatura del molde es necesario considerar el tipo de plástico, la forma y el tamaño del producto. Para plásticos cristalinos, generalmente es mejor usar temperaturas más altas; para plásticos amorfos, es recomendable reducir la temperatura. Controlar la temperatura del molde a 8°C es esencial para minimizar los defectos y mejorar la calidad del acabado.
Al examinar estos factores de manera crítica, los fabricantes pueden mitigar los desafíos comunes de la etapa de retención, lo que conduce a una mayor eficiencia y resultados superiores del producto.
Una presión de retención elevada provoca un estrés excesivo.Verdadero
La alta presión de retención aumenta la tensión interna, lo que complica el desmoldeo.
La baja temperatura del molde mejora la calidad de la superficie.FALSO
Las bajas temperaturas del molde pueden provocar una mala calidad de la superficie.
Conclusión
Optimizar la velocidad, la presión y la temperatura de inyección es clave para mejorar la calidad y la eficiencia en el moldeo por inyección de plástico. ¡Tome en cuenta estos conocimientos, experimente y observe cómo mejora su producción!
-
Aprenda a evitar daños en el molde mediante ajustes de velocidad correctos.: Generalmente, a la misma velocidad de inyección, una mayor presión de inyección mejora la capacidad de flujo del plástico, mejorando la precisión dimensional.. ↩
-
Explore estrategias para optimizar el tiempo del ciclo manteniendo la calidad: Mantener un equilibrio adecuado entre la velocidad de inyección, la presión y el tiempo de enfriamiento es importante para lograr productos moldeados de alta calidad y sin defectos ↩
-
Aprenda técnicas avanzadas para optimizar eficientemente la presión de inyección. Pasos para la optimización del proceso de MOLDEO POR INYECCIÓN · 1. Examen de funcionalidad de la herramienta · 2. Prueba de disparo corto · 3. Estudios de sello de compuerta · 4. Evaluación/datos de piezas de muestra… ↩
-
Aprenda cómo la temperatura precisa del barril afecta la viscosidad de la masa fundida y la calidad del producto. Aquí se muestran las cuatro zonas básicas del barril en una máquina de moldeo por inyección que deben configurarse correctamente, junto con el cuerpo y la punta de la boquilla. ↩
-
Descubra cómo la temperatura del molde influye en el acabado de la superficie y los niveles de tensión. En polímeros amorfos como el ABS y el policarbonato, las temperaturas de molde más altas producen niveles más bajos de tensión moldeada y, en consecuencia.. ↩
-
Explore estrategias para ajustar los tiempos de enfriamiento para mejorar la consistencia del producto.: El tiempo del ciclo de moldeo por inyección o el tiempo de enfriamiento es uno de los principales factores para mejorar y mantener la eficiencia en el proceso de moldeo por inyección. ↩
-
Descubra estrategias para ajustar la presión de mantenimiento óptima en el moldeo. La presión y la velocidad de mantenimiento suelen ser entre el 50 % y el 65 % de la presión y la velocidad máximas de inyección. Es decir, la presión de mantenimiento es de aproximadamente 0,6 a 0,8.. ↩
-
Descubra por qué un control preciso de la temperatura del molde es crucial para la calidad. Una temperatura estable del molde reduce las fluctuaciones en la contracción del moldeo, mejorando así la estabilidad dimensional. Para plásticos cristalinos, un molde de alta temperatura.. ↩






