

¿Alguna vez ha pensado en cómo el espesor del molde podría realmente afectar su trabajo de moldeo por inyección?
El espesor del molde afecta considerablemente el proceso de moldeo por inyección. Influye en la apertura del molde, la velocidad y la presión durante el moldeo. También influye en la presión de inyección, el volumen y el tiempo necesario para enfriar y mantener el producto. Ajustar estos parámetros en función del espesor es crucial. La calidad del producto y la eficiencia de la fabricación dependen de estos ajustes.
Una vez, estaba inmerso en un proyecto y me di cuenta de la importancia de comprender el espesor del molde. No se trata solo de obtener las medidas correctas. Anticipar los cambios necesarios en el proceso es crucial. Por ejemplo, la carrera de apertura del molde debe ajustarse al rango de espesor adecuado. Este ajuste permite una liberación suave del producto sin demoras. Ajustar la velocidad y la presión de moldeo ayuda a evitar contratiempos costosos, como daños por colisión del molde. Comprender estos detalles salvó mi proyecto. También aumentó mi respeto por la precisión en la fabricación. Al realizar estos ajustes correctamente, mejoré la eficiencia de nuestra producción. Se redujeron los desperdicios. Fue un gran éxito para cualquier ingeniero.
Los moldes más gruesos requieren un tiempo de enfriamiento más largo.Verdadero
Los moldes más gruesos tienen trayectorias de transferencia de calor más largas, lo que aumenta el tiempo de enfriamiento.
La presión de inyección es menor para moldes más gruesos.FALSO
Los moldes más gruesos necesitan una mayor presión de inyección debido a la mayor resistencia de la cavidad.
- 1. ¿Cómo puedo determinar la carrera correcta de apertura del molde para diferentes espesores?
- 2. ¿Cómo afecta el espesor del molde a la velocidad y presión del moldeo?
- 3. ¿Por qué es crucial la presión de inyección para moldes gruesos?
- 4. ¿Cómo afectan los ajustes del tiempo de enfriamiento y del tiempo de mantenimiento a la calidad del producto?
- 5. Conclusión
¿Cómo puedo determinar la carrera correcta de apertura del molde para diferentes espesores?
Imagínese ajustar el recorrido del molde a la perfección, como afinar una guitarra para obtener el mejor sonido.
La mejor carrera de apertura del molde equilibra el grosor del molde y la eficiencia del ciclo. Los moldes delgados requieren una carrera corta para una expulsión rápida. Los moldes gruesos requieren una carrera más larga para evitar daños. Una carrera más larga facilita una liberación suave de los productos.
Comprensión de la carrera de apertura del molde
Recuerdo ajustar la carrera de apertura de un molde por primera vez; fue como resolver un rompecabezas. En el moldeo por inyección, la carrera determina la distancia entre las dos mitades del molde. Este movimiento es importante para que el producto salga suavemente. No se trata solo de separarlas, sino de hacerlo bien. Una carrera corta puede dejar los productos atascados; una larga es una pérdida de tiempo.
Impacto del espesor del molde
El grosor del molde es muy importante. He trabajado con moldes delgados que parecían tan frágiles como el papel; bastaba con un pequeño empujón para liberar el producto. Sin embargo, los moldes gruesos eran como montañas. Necesitan más espacio, así que un trazo más largo los protege y permite que todo salga fácilmente.
Ajuste de los parámetros de apertura del molde
Configurar estos parámetros es como ajustar un traje a medida: nunca hay una talla única para todos. Depende del grosor del molde y de la capacidad de la máquina. Con los moldes al límite inferior de la máquina, reduje la carrera para mantener la suavidad y evitar presión adicional en la máquina. Con moldes más gruesos, aumentar la carrera ayudó mucho a expulsar los productos sin problemas, incluso con tiempos de ciclo ligeramente más largos.
Los ajustes de apertura del molde también deben tener en cuenta la velocidad y la presión de moldeo 1. Los moldes más gruesos, que tienen mayor masa e inercia, pueden requerir velocidades más lentas y presiones más altas para cerrarse correctamente.
Función del tiempo y la presión de enfriamiento
El tiempo de enfriamiento añade un nuevo reto a esta tarea. Los moldes gruesos tardan más en enfriarse porque retienen el calor durante más tiempo, lo que afecta la velocidad y la calidad del producto. La paciencia en este punto realmente vale la pena, ya que garantiza resultados de alta calidad sin defectos como marcas de contracción.
Al comprender estos factores, he logrado perfeccionar los procesos para diversos espesores de molde, logrando eficiencia y calidad en mis productos. Quienes deseen mejorar su moldeo por inyección pueden explorar los ajustes de la presión de inyección 2 para encontrar aún más maneras de mejorar.
Los moldes más gruesos requieren tiempos de enfriamiento más largos.Verdadero
Los moldes más gruesos tienen mayor resistencia térmica y necesitan entre un 30% y un 50% más de tiempo de enfriamiento.
El espesor del molde no afecta el volumen de inyección.FALSO
Los moldes más gruesos pueden necesitar un mayor volumen de inyección debido al mayor tamaño de la cavidad.
¿Cómo afecta el espesor del molde a la velocidad y presión del moldeo?
¿Alguna vez has pensado en cómo el grosor del molde lo cambia todo en el moldeo por inyección? Este equilibrio es delicado y afecta enormemente la calidad del producto.
El grosor del molde modifica la velocidad y la fuerza con la que se produce el moldeo. Esto se logra modificando la carrera de apertura del molde y los ajustes de inyección. Los moldes más gruesos requieren mayores fuerzas de cierre. Estos moldes también requieren velocidades más lentas. Esto evita daños en el molde. Los moldes muy gruesos requieren mayor fuerza de inyección. Una mayor fuerza garantiza que el molde se llene por completo.

Parámetros de apertura y cierre del molde
El grosor del molde me sorprendió cuando empecé con el moldeo por inyección. Realmente influye en todo el proceso. El grosor de un molde cambia la forma en que se liberan los productos. Los moldes más gruesos o más delgados requieren recorridos de apertura precisos para obtener resultados uniformes. Los moldes gruesos necesitan un recorrido de apertura más largo para evitar un desmoldeo incompleto, mientras que un recorrido excesivo puede prolongar innecesariamente el ciclo de moldeo. El grosor es fundamental.
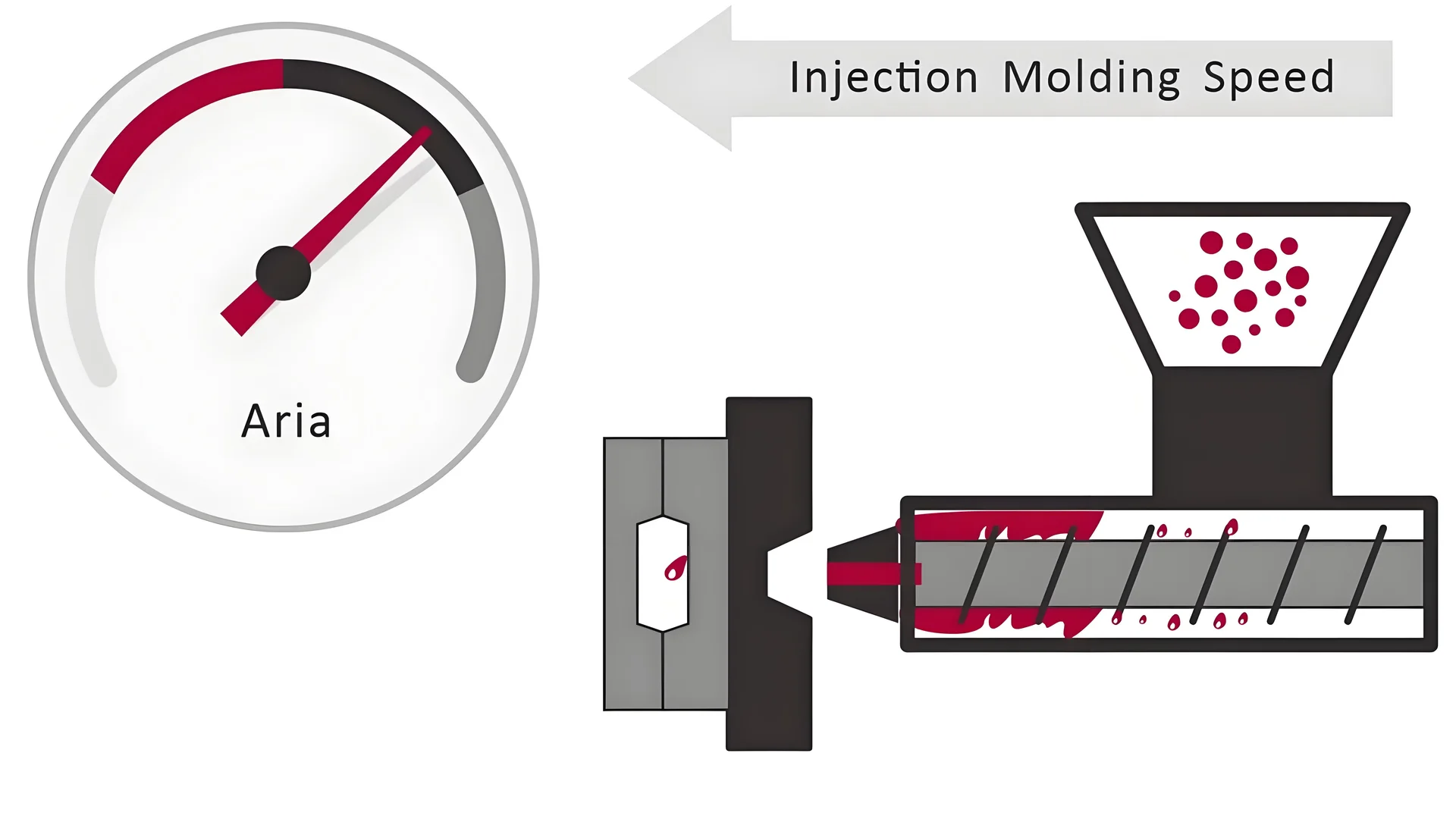
Dinámica de la velocidad y la presión del moldeo
La presión no es el único factor importante en los moldes más gruesos. La sincronización también es importante. Imagine cerrar una puerta pesada demasiado rápido: puede dañarse. Los moldes gruesos funcionan de la misma manera: moverse demasiado rápido causa daños. Reducir la velocidad con cuidado evita problemas. La masa y la inercia crean desafíos, por lo que la velocidad y la presión deben ser las adecuadas para un rendimiento óptimo del molde 3. Equilibre ambas para un funcionamiento suave.
Consideraciones sobre la presión y el volumen de inyección
La presión de inyección requiere un ajuste cuidadoso, ya que el espesor del molde varía dentro de los límites permitidos. Los moldes gruesos requieren mayor fuerza, lo que requiere una mayor presión de inyección para asegurar el llenado completo de la cavidad; a veces, puede ser necesario un 30 % más de presión en comparación con moldes más delgados. El volumen también es importante; los moldes resistentes pueden requerir más material debido al mayor volumen de la cavidad, lo que afecta la eficiencia de la inyección 4 . Controlar el volumen de inyección evita la escasez.
Ajustes del tiempo de enfriamiento y del tiempo de mantenimiento
El enfriamiento requiere más tiempo con moldes gruesos, ya que pierden calor lentamente, lo que requiere períodos de enfriamiento más largos; a veces se necesita un 50 % más de tiempo en comparación con moldes más delgados. Este tiempo adicional evita la aparición de defectos como marcas de contracción gracias a una cuidadosa sincronización durante la etapa de mantenimiento, lo que garantiza una calidad óptima del producto .
Conocer estos detalles mejoró mi proceso. Pequeños cambios mejoran enormemente la calidad del producto cada vez. Comprender estos pasos me evitó muchos problemas; son muy importantes, verdaderamente significativos.
Los moldes más gruesos requieren una mayor presión de cierre.Verdadero
Los moldes más gruesos necesitan más presión para garantizar un cierre completo.
El tiempo de enfriamiento disminuye con moldes más gruesos.FALSO
Los moldes más gruesos disipan el calor lentamente, aumentando el tiempo de enfriamiento.
¿Por qué es crucial la presión de inyección para moldes gruesos?
Imagine la emoción de ver cómo el plástico caliente se transforma en un objeto impecable. La precisión es clave, especialmente con moldes gruesos.
La presión de inyección es vital para moldes gruesos, ya que facilita el llenado correcto del molde. Una mayor profundidad proporciona resistencia. La alta presión evita defectos y mantiene una calidad muy alta.

El papel de la presión de inyección en el llenado del molde
Recuerdo la primera vez que trabajé con moldes gruesos. Sentía emoción y nervios a partes iguales. Llenar moldes profundos es realmente difícil. Se necesita la presión de inyección adecuada. Cuanto más profundo sea el molde, más difícil será que el material fundido fluya. Esto genera mayor resistencia. Sin suficiente presión, podrías tener problemas de llenado insuficiente o deformación. Una presión suficiente es fundamental. De verdad.
La presión de inyección es fundamental para llenar las cavidades del molde, especialmente en diseños de moldes gruesos 6 A medida que aumenta la profundidad de la cavidad del molde, aumenta también la resistencia al flujo del material fundido. Se requieren presiones de inyección más altas para superar esta resistencia y garantizar que el material llene la cavidad por completo.
Impacto en el volumen de inyección
Había un proyecto donde todo necesitaba ajustes. Los moldes gruesos requerían ajustar el volumen de inyección. La profundidad de la cavidad implicaba un mayor volumen. Tuve que pensar mucho en esto.
Los moldes gruesos suelen requerir ajustes en el volumen de inyección. El mayor volumen de la cavidad requiere más material para llenarla adecuadamente. Si las máquinas se exigían al máximo, nos encontrábamos con productos incompletos o los defectos eran comunes en aquella época.
Equilibrio entre los tiempos de enfriamiento y mantenimiento de presión
Recuerdo esperar a que un molde grueso se enfriara. Parecía eterno. La paciencia es importante porque los moldes gruesos pierden calor lentamente.
El proceso de enfriamiento se ve significativamente influenciado por el espesor del molde. Los moldes más gruesos disipan el calor más lentamente, lo que requiere tiempos de enfriamiento más largos para evitar defectos como deformaciones o contracciones.
Mantener la presión correcta garantiza que el producto conserve su forma y tamaño.
Durante esta fase de enfriamiento, la presión de mantenimiento debe controlarse cuidadosamente para conservar las dimensiones del producto.
Encontrar el equilibrio perfecto es esencial.
Para moldes más gruesos, podrían requerirse presiones de mantenimiento más altas para asegurar una solidificación uniforme y evitar problemas como hundimientos.
Ajuste de los parámetros de apertura y cierre del molde
Ajustar los parámetros del molde es como resolver un rompecabezas.
Con moldes gruesos, ajustar los parámetros hace que el trabajo sea arduo y gratificante.
Comprender los detalles de la presión de inyección nos ayuda a lograr productos de calidad de forma consistente y eficaz.
La carrera de apertura del molde 7 debe calibrarse según el espesor; una carrera demasiado corta implica un desmoldeo deficiente, mientras que una demasiado larga prolonga innecesariamente los tiempos de ciclo.
Además, controlar la velocidad de cierre evita daños por colisión debido a la inercia de masa de los moldes más gruesos.
Los moldes más gruesos requieren una mayor presión de inyección.Verdadero
Los moldes más gruesos tienen mayor profundidad de cavidad, lo que aumenta la resistencia a la fusión.
El tiempo de enfriamiento disminuye con moldes más gruesos.FALSO
Los moldes más gruesos disipan el calor lentamente, necesitando tiempos de enfriamiento más largos.
¿Cómo afectan los ajustes del tiempo de enfriamiento y del tiempo de mantenimiento a la calidad del producto?
¿Alguna vez has pensado en cómo un simple cambio en los tiempos de enfriamiento y mantenimiento afecta la calidad de tu producto? Estos pequeños ajustes importan. Estos cambios realmente determinan el resultado final.
La modificación de los tiempos de enfriamiento y mantenimiento en el moldeo por inyección influye considerablemente en la calidad del producto. Este ajuste proporciona a las piezas una mayor estabilidad dimensional y una mejor textura superficial. También mejora su resistencia física. Una gestión adecuada previene defectos. No aparecen deformaciones ni hundimientos. El rendimiento del producto se mantiene muy alto.
Consideraciones sobre el tiempo de enfriamiento
Recuerdo la primera vez que tuve que ajustar los tiempos de enfriamiento. Era como encontrar la combinación perfecta entre demasiado firme y demasiado blando al hornear. Los moldes más gruesos retenían el calor por mucho más tiempo. Era como si el calor fuera un invitado que no quería irse. Pronto me di cuenta de que estos moldes necesitaban un ajuste adicional del tiempo de enfriamiento 8 , entre un 30 % y un 50 % más que los más delgados. Este tiempo extra evitaba que se deformaran y mantenía la forma, como dejar reposar un pastel para que se cortara a la perfección.
Impacto de los ajustes del tiempo de retención
El tiempo de espera era complicado, sobre todo con moldes más gruesos. A menudo me quedaba despierto hasta tarde, ajustándolo poco a poco, como si afinara una guitarra para que sonara bien. Extender el tiempo de espera 9 veces redujo las marcas de contracción y llenó bien cada parte del molde. La sincronización tenía que ser perfecta, como esperar a verter el chocolate fundido en el momento justo.
Interacción con los parámetros del molde
Los ajustes no ocurren solos; se relacionan con detalles como la carrera de apertura del molde y la presión de inyección. Recuerdo un proyecto en el que la carrera de apertura del molde no era la correcta; parecía como intentar abrir un libro pegado; nada se movía, lo que ralentizaba el proceso. Tuvimos que ajustar la presión de inyección 10 para asegurarnos de que fuera lo suficientemente fuerte como para llenar los moldes por completo.
Comprender estos vínculos es como resolver un rompecabezas complejo: cada pieza debe encajar. Cuando lo hacen, es muy satisfactorio. Cambios sencillos generan grandes mejoras en la calidad y la consistencia. Se trata de encontrar el equilibrio perfecto donde todo funciona bien.
Los moldes más gruesos requieren tiempos de enfriamiento más largos.Verdadero
Los moldes más gruesos tienen trayectorias de transferencia de calor más largas, lo que ralentiza la disipación del calor.
El espesor del molde no afecta la presión de inyección.FALSO
Los moldes más gruesos necesitan una mayor presión de inyección debido a una mayor resistencia al flujo.
Conclusión
El espesor del molde influye significativamente en los parámetros de moldeo por inyección, afectando la carrera de apertura del molde, la presión de inyección, el tiempo de enfriamiento y la calidad del producto. Los ajustes son cruciales para una fabricación eficiente y la prevención de defectos.
-
Explore cómo los ajustes de velocidad y presión afectan la calidad del molde. ↩
-
Descubra estrategias óptimas para ajustar la presión de inyección. ↩
-
Explora el impacto directo del espesor en las operaciones del molde. ↩
-
Guías sobre cómo optimizar los ajustes de inyección en función del espesor del molde. ↩
-
Detalla cómo el espesor del molde afecta el resultado final del producto. ↩
-
Comprenda cómo la alta presión ayuda a llenar cavidades de moldes gruesas. ↩
-
Aprenda técnicas para optimizar los ajustes de la carrera de apertura del molde. ↩
-
Aprenda cómo los ajustes del tiempo de enfriamiento influyen en la calidad del producto final. ↩
-
Descubra por qué ajustar el tiempo de retención es crucial para obtener resultados de calidad. ↩
-
Comprenda el papel de la presión de inyección para lograr resultados óptimos. ↩






