

¿Alguna vez te has preguntado cómo un parámetro aparentemente pequeño como la contrapresión puede marcar una gran diferencia en el moldeo por inyección?
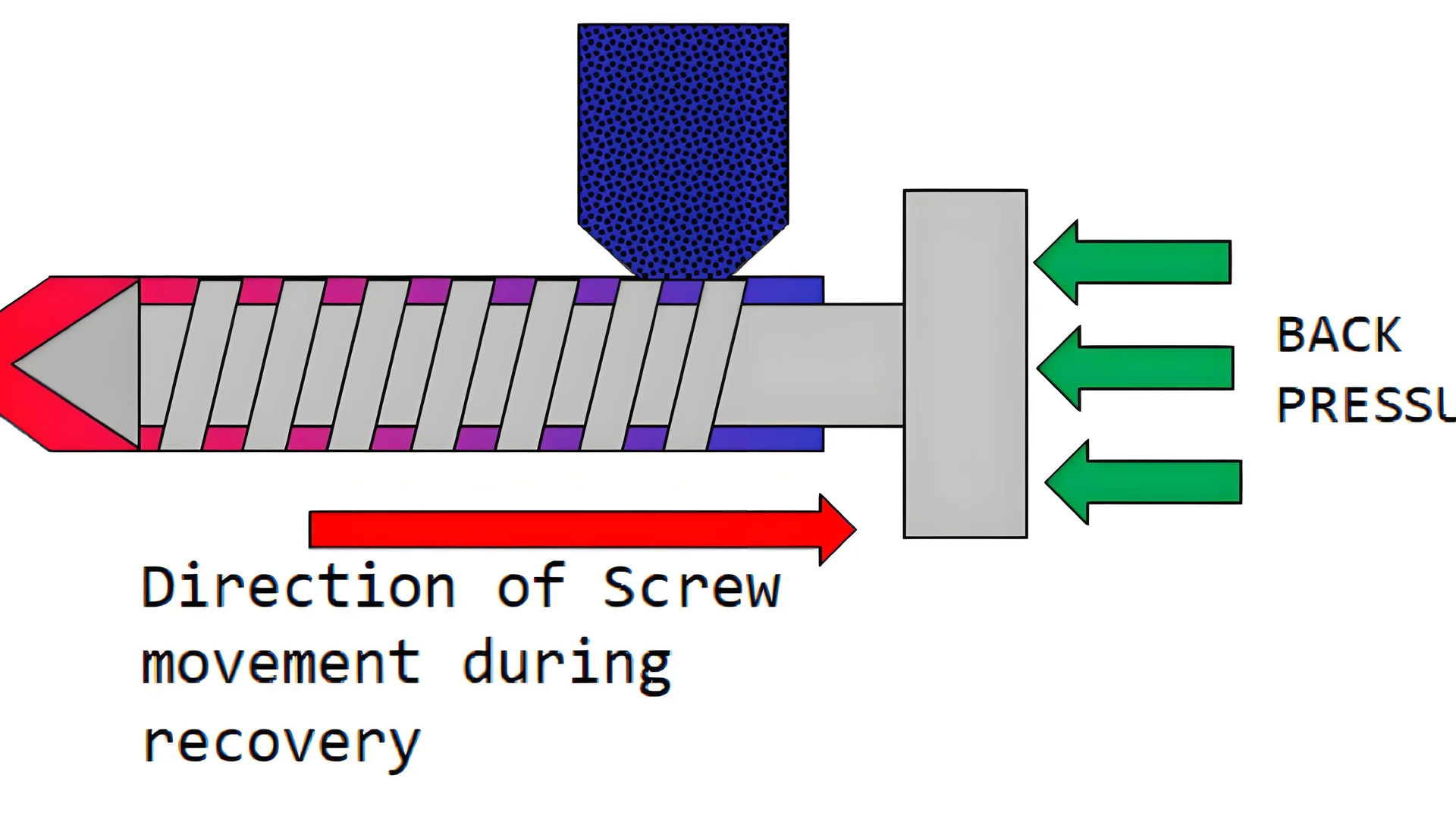
La contrapresión en el moldeo por inyección se refiere a la resistencia contra el retroceso del tornillo durante la etapa de plastificación. Mejora la homogeneidad del material, reduce los vacíos y controla las características de flujo, lo que en última instancia afecta la calidad y el rendimiento del producto.
Pero la contrapresión va más allá de su simple definición. Profundicemos en cómo afecta diversos aspectos del moldeo por inyección, desde la mezcla del plástico hasta la formación de huecos.
La contrapresión reduce los huecos en el moldeo por inyección.Verdadero
La contrapresión comprime el plástico fundido, expulsando el aire atrapado y minimizando los huecos.
¿Qué papel juega la contrapresión en la mezcla de plástico?
La contrapresión es un factor fundamental en la mezcla de plástico dentro del proceso de moldeo por inyección, influyendo en la calidad y consistencia del material.
La contrapresión mejora la mezcla de plástico al aplicar fuerzas de corte, mejorando la homogeneidad, la densidad y reduciendo defectos como huecos y burbujas de aire.
Comprensión de la contrapresión en la mezcla de plásticos
La contrapresión es la resistencia que encuentra el tornillo al retroceder durante la fase de plastificación del moldeo por inyección. Esta resistencia no es solo un obstáculo mecánico, sino un componente crucial del proceso de mezcla. Al aplicar contrapresión, el tornillo aplica fuerzas de cizallamiento adicionales al plástico fundido. Esta acción mejora la mezcla y homogeneización del material, garantizando una distribución uniforme de los aditivos y una integración uniforme de los colorantes en todo el lote.
Mejora de la homogeneidad del material
Una de las principales funciones de la contrapresión en la mezcla de plásticos es mejorar la homogeneidad del material. El aumento de las fuerzas de cizallamiento ayuda a descomponer los aglomerados del plástico, lo que resulta en una fusión más uniforme. Esto da como resultado piezas moldeadas con propiedades consistentes, lo que reduce las variaciones y mejora la calidad general del producto.
Mejora de la densidad y reducción de huecos
La contrapresión no solo facilita la mezcla, sino que también desempeña un papel importante en la mejora de la densidad del producto moldeado. Al comprimir el plástico fundido, expulsa el aire atrapado, reduciendo eficazmente los huecos y minimizando las burbujas de aire. Esta compresión garantiza que el producto final sea sólido y libre de defectos, lo cual es especialmente crucial para productos que requieren una alta integridad estructural.
Control de las características del flujo
Otro aspecto crítico afectado por la contrapresión es el control de las características de flujo. Al ajustar la contrapresión, los fabricantes pueden manipular la viscosidad del plástico fundido, facilitando un mejor flujo a través de moldes con geometrías complejas. Este control es vital para lograr especificaciones dimensionales precisas y garantizar que los diseños complejos se llenen correctamente sin imperfecciones.
Configuración óptima de contrapresión
Para determinar los ajustes óptimos de contrapresión es necesario considerar cuidadosamente varios factores, como el tipo de material plástico, el diseño del molde y las condiciones de procesamiento. Cada una de estas variables puede influir significativamente en cómo la contrapresión afecta la mezcla y, en consecuencia, la calidad del producto final. Los fabricantes suelen basarse en el método de ensayo y error o en datos empíricos para ajustar estos ajustes y obtener resultados óptimos.
Al comprender cómo la contrapresión afecta la mezcla de plástico 1 , los fabricantes pueden mejorar la calidad y el rendimiento del producto, lo que hace de este parámetro un enfoque crítico en los procesos de moldeo por inyección.
La contrapresión reduce los huecos en los plásticos moldeados.Verdadero
La contrapresión comprime el plástico fundido, expulsando el aire y reduciendo los huecos.
La contrapresión alta disminuye la homogeneidad del material.FALSO
La alta contrapresión aumenta las fuerzas de corte, mejorando la homogeneidad del material.
¿Cómo influye la contrapresión en la formación de huecos?
La formación de huecos es un problema común en el moldeo por inyección que puede comprometer la integridad y la apariencia de los productos.
La contrapresión minimiza los huecos al comprimir el plástico fundido, expulsar el aire atrapado y garantizar una densidad uniforme del material durante el proceso de moldeo.

El mecanismo de contrapresión en la reducción del vacío
La contrapresión es crucial para mitigar los huecos en las piezas moldeadas por inyección, ya que mejora la densificación del material. A medida que el tornillo retrocede, se enfrenta a una resistencia conocida como contrapresión, la cual se aplica intencionalmente para mejorar la calidad del plástico fundido. Esta resistencia aumenta la acción de cizallamiento sobre el plástico, lo que mejora la mezcla y la homogeneización.
Esta compresión del plástico fundido ayuda a expulsar el aire atrapado, una de las principales causas de los huecos. Al eliminar estas bolsas de aire, la contrapresión garantiza que el material llene la cavidad del molde de forma más completa y uniforme.
Efectos sobre la densidad del material
Al mejorar la compactación del material, la contrapresión también mejora la densidad de la pieza moldeada. Una mayor densidad se asocia directamente con una menor aparición de huecos. Una mayor contrapresión produce un material más denso, que llena cada grieta del molde, minimizando así la acumulación de aire y la formación de posibles huecos.
Por ejemplo, en diseños de moldes complejos o cuando se utilizan materiales con mayor viscosidad, ajustar la contrapresión puede mejorar significativamente la calidad de la pieza al garantizar que todas las regiones se llenen de manera uniforme.
Encontrar el equilibrio: el papel de las propiedades de los materiales
El ajuste óptimo de la contrapresión suele depender de varios factores, como el tipo de material y la complejidad del molde. Por ejemplo, los materiales con tendencia a retener aire podrían requerir ajustes de contrapresión más altos para mitigar eficazmente la formación de huecos. Sin embargo, una contrapresión excesiva puede provocar otros problemas, como un aumento en la duración del ciclo o la posible degradación de materiales sensibles.
Los expertos en moldeo por inyección recomiendan equilibrar los ajustes de contrapresión realizando pruebas en diversas condiciones para lograr resultados óptimos.
En resumen, comprender cómo la contrapresión influye en la formación de huecos es vital para producir productos moldeados por inyección sin defectos. Al explorar las características del material 2 y experimentar con los ajustes de presión 3 , los fabricantes pueden optimizar sus procesos para mejorar la calidad del producto.
La contrapresión reduce los huecos en el moldeo por inyección.Verdadero
La contrapresión comprime el plástico fundido, expulsando el aire atrapado y minimizando los huecos.
Una mayor contrapresión disminuye la densidad del material.FALSO
Una mayor contrapresión aumenta la densidad del material al mejorar la compactación.
¿De qué manera la contrapresión afecta las características del flujo?
Comprender la influencia de la contrapresión en las características del flujo es crucial para lograr precisión en el moldeo por inyección.
La contrapresión afecta las características del flujo al controlar la viscosidad y el caudal, lo que permite un mejor llenado de moldes complejos y una precisión dimensional mejorada.

El papel de la contrapresión en el control de la viscosidad
La contrapresión es un factor crítico en el control de la viscosidad del plástico fundido 4 . Al ajustar la contrapresión, los moldeadores pueden modificar la velocidad de corte aplicada al material plástico. Este ajuste influye en la viscosidad del plástico, haciéndolo más fluido o más resistente al flujo. Por ejemplo, una contrapresión más alta suele aumentar la velocidad de corte, reduciendo la viscosidad y permitiendo así que el plástico llene las características complejas del molde con mayor facilidad.
Mejora del llenado del molde
El llenado eficiente del molde es otro aspecto importante afectado por la contrapresión. Al trabajar con geometrías de molde complejas, es fundamental lograr un flujo uniforme y un llenado completo de la cavidad. Una contrapresión correctamente ajustada ayuda a mantener un caudal constante durante todo el ciclo de moldeo. Esta consistencia es crucial para evitar defectos como las inyecciones cortas, donde partes del molde no se llenan completamente.
Precisión dimensional y estabilidad
La contrapresión contribuye a la precisión dimensional de las piezas moldeadas. Al controlar las características del flujo, los fabricantes pueden garantizar que el material llene el molde uniformemente, lo que resulta en productos más estables y dimensionalmente precisos. Un caudal constante previene la deformación y la contracción, problemas comunes derivados de la distribución desigual del material dentro del molde.
Equilibrar la contrapresión para obtener resultados óptimos
Lograr el equilibrio adecuado en los ajustes de contrapresión es esencial. Una contrapresión excesiva puede aumentar la duración del ciclo y el consumo de energía debido a la fuerza adicional necesaria para mover el tornillo. Por el contrario, una contrapresión insuficiente puede provocar una mezcla deficiente e inconsistencias en el material. Por lo tanto, comprender los requisitos precisos de cada material y diseño de molde es crucial para optimizar los ajustes de contrapresión.
En resumen, la contrapresión influye significativamente en las características del flujo, controlando la viscosidad y garantizando un llenado eficiente del molde. Estos efectos son fundamentales para la producción de piezas moldeadas por inyección de alta calidad y dimensionalmente precisas.
Una mayor contrapresión reduce la viscosidad en el moldeo por inyección.Verdadero
Una mayor contrapresión aumenta la velocidad de corte, lo que reduce la viscosidad para un mejor llenado del molde.
La baja contrapresión produce un flujo uniforme en moldes complejos.FALSO
Una contrapresión insuficiente puede provocar una mezcla deficiente y un flujo desigual, no uniforme.
¿Cómo se puede optimizar la contrapresión para un mejor moldeo por inyección?
Optimizar la contrapresión en el moldeo por inyección puede mejorar significativamente la calidad y la consistencia de sus productos. Aprenda a ajustar este parámetro crítico para obtener resultados óptimos.
Para optimizar la contrapresión en el moldeo por inyección, ajuste el proceso según el tipo de material y el diseño del molde. Equilibrar estos factores garantiza una mayor homogeneidad del material, reduce los defectos y mejora la consistencia del producto.

Comprensión de las características de los materiales
Al optimizar la contrapresión, el tipo de material plástico utilizado es crucial. Los distintos plásticos tienen diferentes viscosidades y características de flujo, lo que influye en cómo se debe aplicar la contrapresión. Por ejemplo, los materiales de alta viscosidad pueden requerir una mayor contrapresión para garantizar una mezcla y homogeneización adecuadas. Es importante consultar las directrices específicas del material para determinar la configuración ideal.
Evaluación del diseño del molde
El diseño del molde también juega un papel importante en la determinación de la contrapresión óptima. Los moldes complejos con detalles intrincados podrían requerir una mayor contrapresión para garantizar que el plástico llene completamente todas las cavidades. El análisis de flujo del molde 5 puede proporcionar información sobre cómo los diferentes niveles de contrapresión afectan el proceso de llenado, lo que ayuda a ajustar la configuración para diseños específicos.
Experimentación y ajuste fino
Dada la variabilidad de materiales y moldes, a menudo es necesario experimentar para identificar los mejores ajustes de contrapresión. Comience con los valores recomendados por el fabricante y realice ajustes graduales, observando los cambios en la calidad de las piezas moldeadas. Documente cada cambio y sus resultados para desarrollar un enfoque personalizado que produzca resultados consistentemente de alta calidad.
Monitoreo y retroalimentación
La monitorización continua del proceso de moldeo por inyección es esencial. Implemente sensores que proporcionen datos en tiempo real sobre la contrapresión y sus efectos. Utilice esta información para ajustar la configuración dinámicamente, garantizando así condiciones óptimas durante toda la producción. Este enfoque minimiza defectos como los huecos y mejora la calidad general del producto.
Capacitación y desarrollo
Invertir en la capacitación del personal involucrado en el proceso de moldeo por inyección puede optimizar los ajustes de contrapresión. Comprender cómo interactúan los diferentes parámetros permite tomar decisiones más informadas. Considere talleres o programas de capacitación 6 que se centren en los detalles de la gestión de la contrapresión en el moldeo por inyección.
Los materiales de alta viscosidad necesitan una mayor contrapresión.Verdadero
Los materiales de alta viscosidad requieren más fuerza para una mezcla adecuada.
El diseño del molde no afecta la optimización de la contrapresión.FALSO
Los moldes complejos pueden necesitar una contrapresión mayor para llenarse por completo.
Conclusión
Optimizar la contrapresión es clave para lograr productos moldeados por inyección de alta calidad. Al comprender sus efectos, los fabricantes pueden mejorar tanto la calidad como la eficiencia del producto.
-
Explore los mecanismos detallados de cómo la contrapresión afecta la mezcla de plásticos. Esto refleja el aumento de la densidad de la masa fundida con la contrapresión. En este ejemplo particular, se puede utilizar una presión de plástico de 600 psi ↩
-
Aprenda cómo los diferentes materiales influyen en la formación de huecos: los huecos tienden a aparecer en superficies de piezas más gruesas y pueden ocurrir cuando la capa exterior de la pieza se enfría y se solidifica más rápido que la interna, lo que puede.. ↩
-
Descubra técnicas eficaces para ajustar la contrapresión. Como regla general, la descompresión no debe exceder 1,5 veces el recorrido del anillo de retención. A medida que aumenta la contrapresión, el tiempo que tarda el tornillo en.. ↩
-
Comprenda cómo los ajustes de contrapresión impactan el control de la viscosidad del plástico.: La fusión del material y la dispersión del color se pueden mejorar con el uso de altas contrapresiones, pero también aumenta la tensión en la inyección.. ↩
-
Aprenda cómo el análisis del flujo del molde ayuda a optimizar la contrapresión. El proceso predictivo del análisis del flujo del molde puede descubrir problemas de diseño, ahorrar recursos, proporcionar correcciones preventivas y acelerar el proceso general.. ↩
-
Explore programas de capacitación que mejoren la comprensión de los procesos de moldeo por inyección. El Instituto Americano de Moldeo por Inyección (AIM) es líder mundial en educación y capacitación para la industria del moldeo por inyección de plástico. ↩






