Moldeo por inyección
blog y artículo
Lea nuestro último boletín informativo
Si tiene curiosidad sobre la selección de materiales, el diseño de productos, el diseño de moldes, la fabricación de moldes y el moldeo por inyección, no dude en preguntarnos lo que necesite. Nuestro equipo está listo para brindarle la orientación y los conocimientos que necesita.
¿Cuáles son las ventajas de utilizar materiales reciclados en el moldeo por inyección?
¿Sabías que la botella de plástico que reciclaste la semana pasada podría formar parte de tu próximo coche o juguete favorito? Gracias a los avances en el moldeo por inyección¹, los materiales reciclados están transformando el panorama de la fabricación², ofreciendo una solución beneficiosa para ambos...
Moldeo por inyección
¿Cómo mejoran las nervaduras de plástico el diseño de moldeo por inyección?
Las nervaduras de plástico mejoran el diseño del moldeo por inyección al añadir resistencia y rigidez a las piezas, a la vez que minimizan el uso de material y previenen defectos como deformaciones o hundimientos. Comprender cómo diseñar e implementar correctamente las nervaduras es clave para optimizar sus proyectos de moldeo por inyección. En...
Moldeo por inyección
Tendencias de vanguardia en tecnología de moldeo por inyección: una guía completa
El moldeo por inyección, piedra angular de la fabricación moderna, consiste en inyectar material fundido en un molde para producir piezas precisas y de alta calidad. Este proceso está experimentando una transformación impulsada por tendencias de vanguardia como la sostenibilidad¹, la automatización, la miniaturización, los materiales avanzados y la producción bajo demanda. Estas...
Moldeo por inyección
Cómo lograr tolerancias estrictas en el moldeo por inyección: una guía completa
Lograr tolerancias estrictas en el moldeo por inyección¹ es fundamental para producir piezas precisas y de alta calidad que cumplan con los estrictos estándares de la industria, como las de aplicaciones médicas, automotrices y aeroespaciales. El moldeo por inyección con tolerancias estrictas implica optimizar el diseño, los materiales, las herramientas y los procesos para...
Moldeo por inyección
Informe completo sobre los beneficios de la certificación ISO 9001 para las operaciones de moldeo por inyección
La certificación ISO 9001, un estándar reconocido mundialmente para sistemas de gestión de calidad (SGC), proporciona un marco estructurado para que las organizaciones garanticen una calidad constante, cumplan con las expectativas de los clientes e impulsen la mejora continua. Para las operaciones de moldeo por inyección, un proceso de fabricación que produce piezas de plástico precisas...
Moldeo por inyección

¿Cómo reduce la automatización los costos laborales en el moldeo por inyección?
La automatización en el moldeo por inyección reduce significativamente los costos de mano de obra al reemplazar las tareas manuales con procesos eficientes controlados por máquinas, lo que permite a los fabricantes producir más con menos trabajadores, manteniendo una alta calidad y consistencia. La automatización en el moldeo por inyección reduce los costos de mano de obra al automatizar tareas repetitivas...
Moldeo por inyección

¿Cuáles son los tipos y causas de desperdicio en el moldeo por inyección?
El moldeo por inyección es un proceso de fabricación ampliamente utilizado para producir piezas de plástico precisas, pero a menudo genera diversos tipos de residuos que pueden incrementar los costos y afectar la sostenibilidad. Comprender los tipos y las causas de los residuos en el moldeo por inyección es esencial...
Moldeo por inyección

¿Qué impacto tienen las directivas RoHS en los materiales de moldeo por inyección?
Las directivas de Restricción de Sustancias Peligrosas (RoHS) impactan significativamente los materiales de moldeo por inyección al imponer límites estrictos a las sustancias peligrosas, lo que impulsa a los fabricantes a adoptar alternativas más seguras y ecológicas.¹ Este cambio afecta la selección de materiales, los costos de producción y el acceso al mercado, en particular para los productos electrónicos vendidos...
Moldeo por inyección

¿Qué impacto tienen los niveles de cristalinidad de los polímeros en los resultados del moldeo por inyección?
La cristalinidad en los polímeros desempeña un papel crucial en la determinación de las propiedades mecánicas¹, la estabilidad dimensional y el rendimiento general de las piezas moldeadas por inyección. Comprender cómo la cristalinidad afecta al proceso de moldeo por inyección² es esencial para ingenieros, diseñadores y fabricantes que buscan optimizar la calidad del producto.
Moldeo por inyección

Comprensión de las acciones secundarias en el moldeo por inyección: una guía completa
Las acciones laterales en el moldeo por inyección son mecanismos especializados que permiten la creación de características complejas en las piezas, como socavaduras¹, que no se pueden lograr con moldes estándar. Estas características, como los encajes a presión o los orificios roscados, son esenciales para muchas industrias, pero...
Moldeo por inyección
Cómo las empresas de moldeo por inyección logran el cumplimiento de la FDA
El moldeo por inyección es fundamental en la fabricación moderna, ya que produce desde envases de alimentos hasta dispositivos médicos esenciales. Sin embargo, cuando estos productos entran en contacto con alimentos o el cuerpo humano, deben cumplir con estrictas normas de seguridad establecidas por EE. UU.
Moldeo por inyección
¿Cómo funciona el sistema eyector en el moldeo por inyección?
El sistema de expulsión en el moldeo por inyección es un mecanismo crucial que garantiza la extracción eficiente de las piezas moldeadas de la cavidad del molde. Este sistema desempeña un papel vital para mantener la velocidad de producción y la calidad de las piezas¹, lo que lo hace esencial para los fabricantes...
Moldeo por inyección

¿Cómo el moldeo por inserción mejora los procesos de inyección?
El moldeo por inserción es una técnica especializada de moldeo por inyección1 que integra insertos preformados (normalmente componentes metálicos2) en piezas de plástico durante el proceso de moldeo. Este método mejora el moldeo por inyección tradicional al producir productos más resistentes, funcionales y rentables. Al incrustar los insertos directamente en...
Moldeo por inyección
¿Cuáles son las mejores prácticas para gestionar el posprocesamiento en el moldeo por inyección?
El moldeo por inyección es fundamental en la fabricación moderna, ya que produce piezas de plástico para industrias que van desde la automotriz hasta la de dispositivos médicos. Sin embargo, las piezas moldeadas suelen requerir operaciones adicionales, conocidas como posprocesamiento1, para alcanzar la calidad, la apariencia y la funcionalidad deseadas. Estos pasos, que incluyen...
Moldeo por inyección

¿Cómo benefician los plásticos biodegradables al moldeo por inyección?
Los plásticos biodegradables están revolucionando la industria del moldeo por inyección al ofrecer una alternativa sostenible a los plásticos tradicionales. Estos materiales, derivados de recursos renovables, se descomponen de forma natural, reduciendo el impacto ambiental. En el moldeo por inyección, ofrecen versatilidad, atractivo para el consumidor y soluciones ecológicas en diversas...
Moldeo por inyección

¿Cómo se pueden aplicar los principios de fabricación eficiente para mejorar el moldeo por inyección?
La aplicación de los principios de la Manufactura Esbelta (Lean Manufacturing) al moldeo por inyección optimiza la producción al eliminar desperdicios, reducir costos y mejorar la eficiencia, lo que lo hace ideal para industrias como la automotriz y la de bienes de consumo. La Manufactura Esbelta (Lean Manufacturing) mejora el moldeo por inyección al optimizar los procesos, reducir los desperdicios y aumentar la productividad.
Moldeo por inyección

¿Cómo se puede conseguir un acabado de alto brillo en el moldeo por inyección?
El proceso de moldeo por inyección de alto brillo1 crea piezas de plástico brillantes y de primera calidad mediante moldes pulidos y materiales específicos, lo que mejora la estética y la durabilidad en diversas industrias. El moldeo por inyección de alto brillo utiliza moldes pulidos2 y materiales como ABS o policarbonato para producir superficies reflectantes3...
Moldeo por inyección

¿Cuáles son los pasos clave para diseñar un tornillo de cabeza hueca eficaz?
En el diseño de piezas de plástico, los salientes de tornillo¹ son características esenciales que proporcionan puntos de fijación seguros para los tornillos, garantizando ensamblajes robustos y fiables. Estas protuberancias cilíndricas se utilizan ampliamente en industrias como la electrónica, la automoción y los bienes de consumo. Un saliente de tornillo es un...
Moldeo por inyección

¿Cuáles son las mejores técnicas para crear estructuras complejas en moldeo por inyección?
El moldeo por inyección es fundamental en la fabricación moderna, ya que permite la producción de piezas de plástico complejas con alta precisión y eficiencia. Para crear estructuras complejas, como piezas con socavones, paredes delgadas o componentes integrados, las técnicas especializadas son esenciales...
Moldeo por inyección

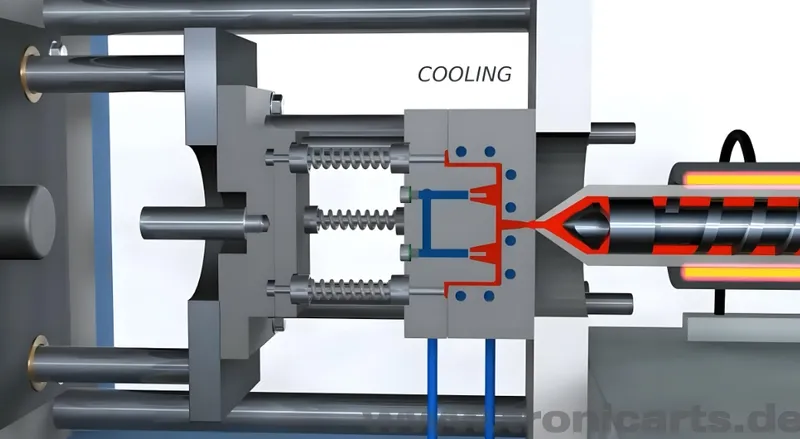
La guía esencial sobre el tiempo de enfriamiento en el moldeo por inyección
El moldeo por inyección es fundamental en la fabricación moderna, ya que permite producir piezas de plástico complejas con alta precisión y eficiencia. Sin embargo, uno de los aspectos más críticos, y a menudo ignorados, de este proceso es el tiempo de enfriamiento, el período durante el cual...
Moldeo por inyección

Texturizar superficies moldeadas por inyección de manera eficaz
I. Nivel Cognitivo Básico: Establecimiento de un Marco Conceptual. Definiciones Claras: Moldeo por Inyección de Texturas¹: Proceso que aplica patrones a piezas moldeadas por inyección a través de la superficie del molde, mejorando la estética o la funcionalidad. Otros alias incluyen texturizado de moldes o texturizado de superficies. Principios Básicos: La textura se deriva del molde y aprovecha...
Moldeo por inyección
Moldeo por inyección vs. moldeo por compresión: Diferencias clave y aplicaciones
El moldeo por inyección y el moldeo por compresión son dos procesos de fabricación ampliamente utilizados1 para producir piezas de plástico, cada uno con sus propias ventajas y aplicaciones ideales. Comprender las diferencias clave entre ellos es crucial para seleccionar el método adecuado para su proyecto. Inyección...
Moldeo por inyección

Desmitificando el tiempo de enfriamiento del moldeo por inyección: una guía de ZetarMold para eficiencia y calidad
I. Nivel Cognitivo Básico: Establecimiento del Marco Conceptual. Antes de optimizar, debemos comprender. Definiciones claras. Tiempo de Enfriamiento en Moldeo por Inyección: Nombre técnico completo: Duración de la Fase de Enfriamiento en el Ciclo de Moldeo por Inyección. Alias comunes: Tiempo de enfriamiento¹, tiempo de solidificación², tiempo de curado (menos común para...).
Moldeo por inyección
Consideraciones clave de diseño para el moldeo por inyección de piezas de alta temperatura: una guía completa
El moldeo por inyección es un proceso de fabricación versátil, pero cuando se trata de producir piezas que deben soportar temperaturas extremas, los riesgos son mayores. Los plásticos de alta temperatura como el PEEK, el PEI y el PPS son esenciales en industrias como la aeroespacial, la automotriz y la electrónica...
Moldeo por inyección

Moldeo por inyección de baquelita frente a otros moldeos por inyección de plástico: una comparación exhaustiva
El moldeo por inyección de baquelita¹ y otros moldeos por inyección de plásticos son dos procesos de fabricación ampliamente utilizados, cada uno con sus características y aplicaciones únicas. En esta entrada del blog, exploraremos las diferencias entre ambos procesos, desde sus principios básicos hasta su aplicación práctica...
Moldeo por inyección
¿Cuál es el espesor máximo de pared permitido para el moldeo por inyección?
El moldeo por inyección es un proceso de fabricación ampliamente utilizado para producir piezas de plástico precisas, desde pequeños bienes de consumo hasta grandes componentes industriales. Un factor crucial en el diseño de estas piezas es el espesor de pared¹, que influye en su resistencia, funcionalidad y eficiencia.
Moldeo por inyección

Fundición a presión vs. moldeo por inyección: ¿cuáles son las diferencias clave?
La fundición a presión y el moldeo por inyección¹ son dos procesos de fabricación clave que moldean el mundo que nos rodea, desde los coches que conducimos hasta los dispositivos que usamos a diario. Pero ¿qué los diferencia? En este análisis a fondo, exploraremos las claves...
Moldeo por inyección

¿Cuándo se debe utilizar el moldeo por inyección en sala limpia?
El moldeo por inyección en sala limpia es un proceso de fabricación especializado en el que las piezas de plástico se producen en un entorno controlado y estéril para evitar la contaminación. Este método es vital para industrias donde incluso partículas microscópicas pueden comprometer la seguridad, la funcionalidad o el cumplimiento de las normas del producto.
Moldeo por inyección
¿A qué desafíos se enfrentan las empresas emergentes en el moldeo por inyección?
El moldeo por inyección es un potente proceso de fabricación que permite la producción en masa de piezas de plástico complejas con alta precisión. Sin embargo, para las startups, entrar en este campo conlleva desafíos únicos que pueden hacer que el proceso parezca abrumador.
Moldeo por inyección
Navegando hacia el futuro: cómo las tendencias del mercado global están dando forma a la industria del moldeo por inyección
El moldeo por inyección ha sido durante mucho tiempo un pilar de la fabricación moderna, permitiendo la producción en masa de piezas de plástico complejas con precisión y eficiencia. Sin embargo, a medida que evolucionan las tendencias del mercado global, la industria del moldeo por inyección se enfrenta a nuevos desafíos y oportunidades. Desde el auge...
Moldeo por inyección


