

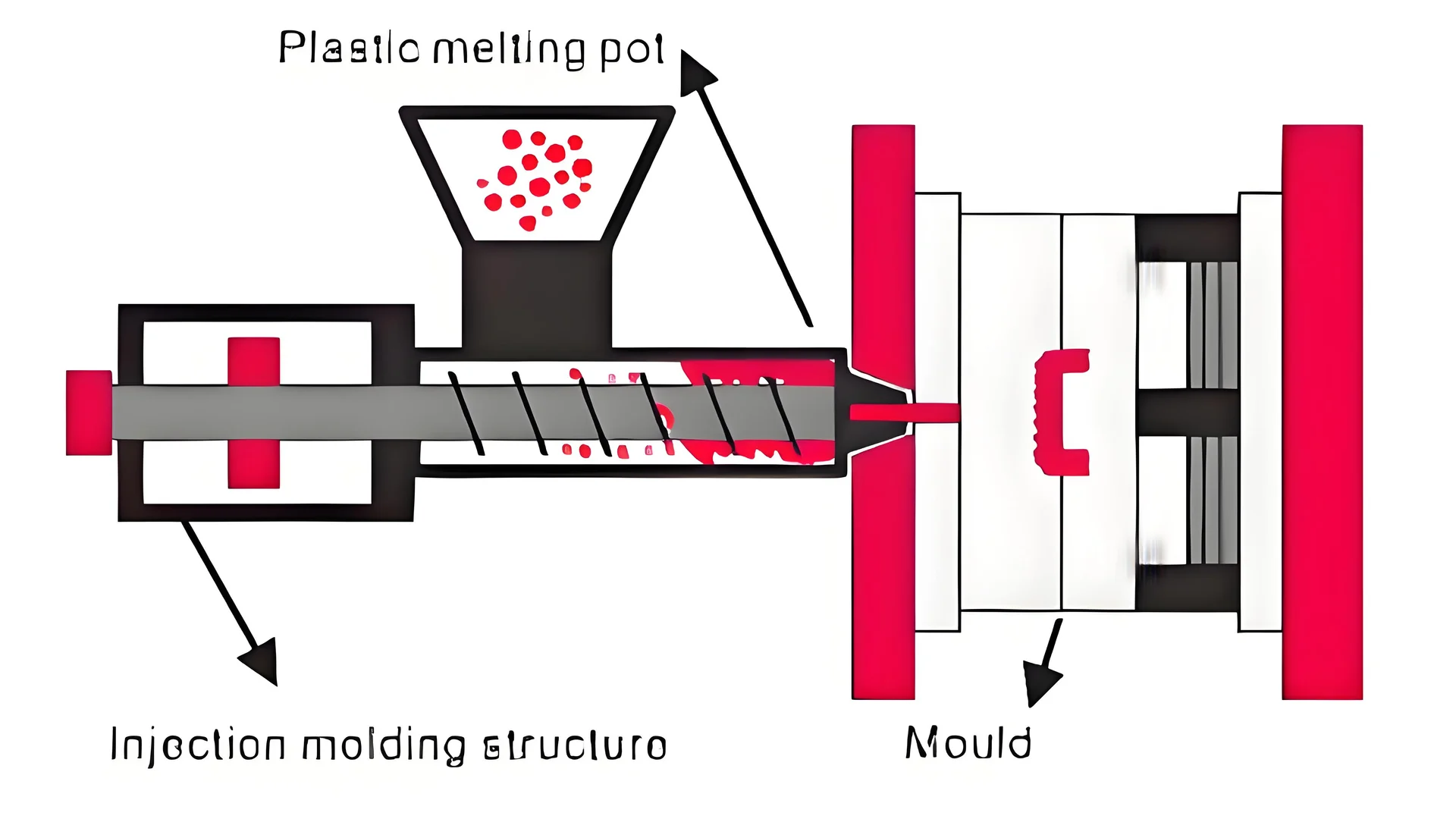
En el complejo mundo del moldeo por inyección, un molde que no se llena correctamente causa mucha frustración. Probablemente todos hemos experimentado este problema.
Analice los ajustes de velocidad, presión y volumen de inyección para determinar si el llenado insuficiente del molde se debe a los parámetros de inyección o al diseño del molde. Examine la posición de la compuerta, el diseño del canal de inyección y las condiciones de ventilación. Este método detecta la causa raíz del problema e identifica mejoras específicas.
Recuerdo una vez que trabajé en una cubierta de plástico complicada. La velocidad de inyección pasó de 30 cm/s a 60 cm/s. ¡De repente, las paredes delgadas se rellenaron perfectamente! Se produjo un gran avance. La velocidad era fundamental.
Pero la velocidad por sí sola no lo soluciona todo. A veces, la presión requería más atención. Aumentar la presión de inyección de 80 MPa a 100 MPa solucionó una pieza complicada. De hecho, ajustar la posición de la compuerta también ayudó. Cada vez parecía como resolver un misterio.
Descubrir por qué un molde no se llena no es solo una cuestión técnica. Es ciencia e intuición. Cada molde cuenta su propia historia. Pruebas y observaciones específicas nos enseñan. Estas historias ofrecen lecciones. Escuchémoslas.
Aumentar la velocidad de inyección mejora el llenado.Verdadero
Aumentando la velocidad de 30 cm/s a 60 cm/s rellenamos paredes delgadas.
El tamaño de la compuerta no afecta el llenado del molde.FALSO
Un tamaño de compuerta más grande mejoró el relleno en estructuras en voladizo.
- 1. ¿Cómo afecta la velocidad de inyección al llenado insuficiente del molde?
- 2. ¿Cómo afecta la presión de inyección al llenado del molde?
- 3. ¿Por qué es fundamental el volumen de inyección para evitar el llenado insuficiente?
- 4. ¿Cómo afecta el diseño de la compuerta al llenado del molde?
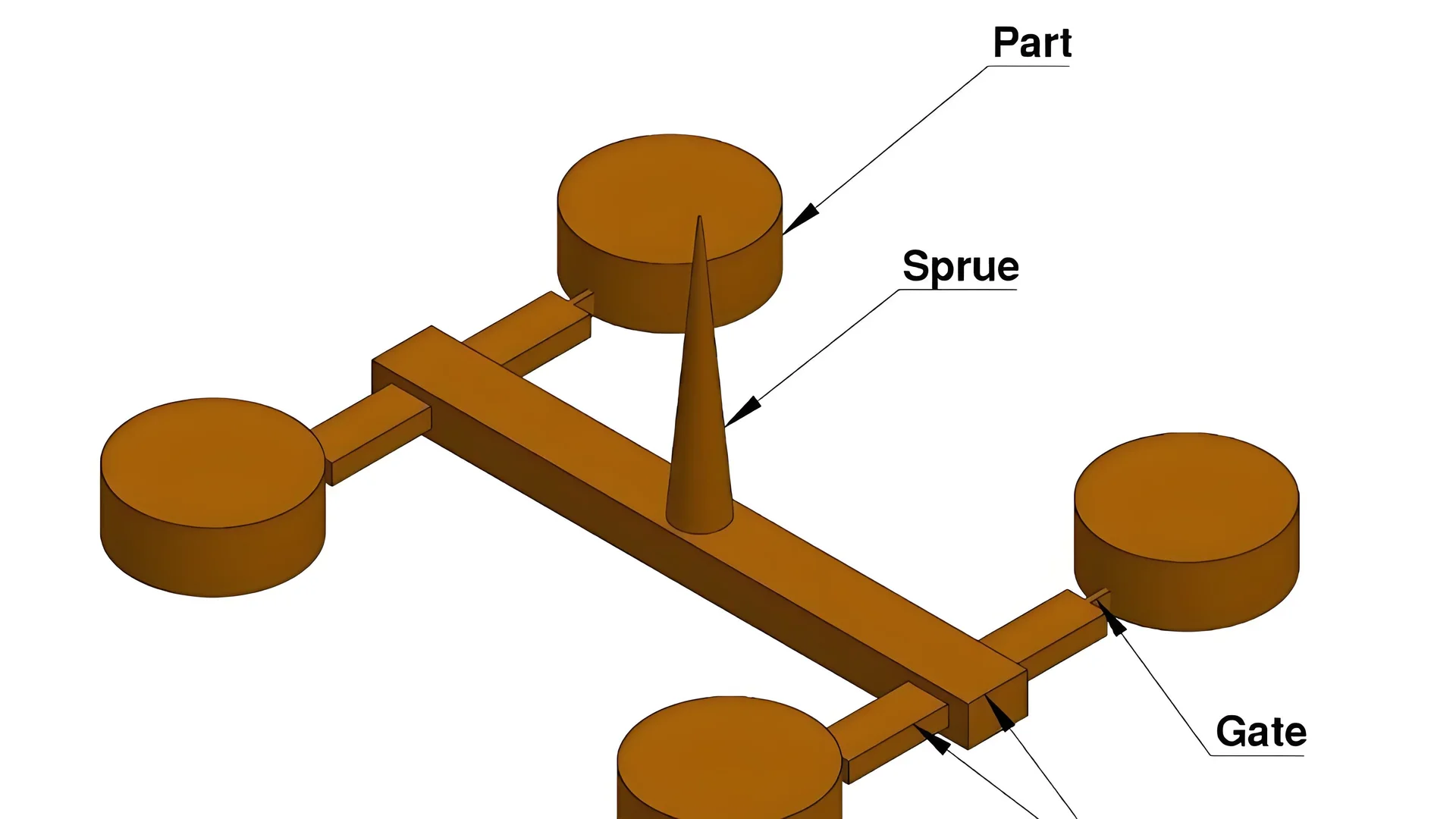
- 5. ¿Cuáles son las consideraciones clave para el diseño del sistema de corredores?
- 6. Conclusión
¿Cómo afecta la velocidad de inyección al llenado insuficiente del molde?
La velocidad de inyección no es solo un número; es la clave para un llenado exitoso del molde. Lo aprendí de primera mano y a menudo determina si un producto es perfecto o no está completamente lleno.
La velocidad de inyección es crucial para llenar un molde con material fundido. Una velocidad lenta puede provocar que el material se enfríe demasiado pronto, lo que podría provocar un llenado insuficiente. Ajustar la velocidad ayuda a llenar el molde por completo, mejorando la calidad del producto. Una velocidad adecuada produce excelentes resultados. Un llenado completo es importante.

Comprender el impacto de la velocidad de inyección
La velocidad de inyección determina la rapidez con la que el material fundido entra en el molde. Afecta la eficacia con la que el material llena los espacios intrincados dentro de la cavidad del molde. Optimizar la velocidad de inyección 1 garantiza que el material llegue a cada parte del molde antes de que se enfríe y solidifique.
Al principio, pasé por alto la importancia de la velocidad de inyección. No se trata solo de la rapidez con la que el material caliente entra en el molde, sino de llenar cada pequeño espacio antes de que se enfríe. Recuerdo un proyecto en el que cambiar la velocidad lo solucionó todo. Fue una sensación mágica ver las piezas perfectas. Esta lección me enseñó que conseguir la velocidad de inyección adecuada es el secreto de un moldeo excelente.
Métodos para evaluar los parámetros de inyección
Prueba de velocidad de inyección
Realizar una prueba de velocidad de inyección implica ajustar la velocidad gradualmente. Por ejemplo, si aumentar la velocidad de 30 cm/s a 60 cm/s soluciona el llenado insuficiente en zonas de paredes delgadas, indica que la velocidad inicial era demasiado baja. Este método ayuda a determinar si los ajustes de velocidad pueden solucionar los problemas de llenado insuficiente.
Una vez, mientras trabajaba con cubiertas de plástico, vi que al aumentar la velocidad de inyección de 30 cm/s a 60 cm/s, se rellenaban perfectamente esas zonas delgadas y difíciles. Esto me demostró que la velocidad era, efectivamente, el problema.
Monitoreo de la presión de inyección
Monitorear la presión durante la inyección permite comprender las posibles causas del llenado insuficiente. Si la presión no alcanza su máximo y se produce un llenado insuficiente, podría indicar presión insuficiente en lugar de velocidad. Aumentos graduales de la presión permiten determinar si la presión, y no la velocidad, es la causa.
Recuerdo haber cambiado la presión de 80 MPa a 100 MPa para una pieza compleja, lo que mejoró considerablemente el llenado. Fue una gran revelación que me enseñó a controlar los niveles de presión con mucho cuidado.
| Parámetro | Método de prueba | Indicador |
|---|---|---|
| Velocidad | Aumento gradual | Relleno mejorado en zonas delgadas |
| Presión | Niveles de monitorización | Deja de subir antes del máximo |
Comprobación del volumen de inyección
Comparar el volumen de inyección establecido con las cantidades reales requeridas ayuda a identificar si el volumen contribuye al llenado insuficiente. Si el volumen real es inferior a las necesidades teóricas, podría indicar problemas más allá de la velocidad, como un volumen insuficiente.
Comprobar el volumen de inyección es como volver a comprobar mi trabajo. Si noto una diferencia entre el volumen establecido y el necesario, sé que hay más por explorar. Este se ha convertido en un método del que dependo.
Factores del diseño del molde que afectan el llenado insuficiente
Evaluación de la posición y el tamaño de la puerta
La posición de la compuerta con respecto a las áreas sin rellenar puede afectar el éxito del llenado. Una compuerta demasiado alejada de las secciones de paredes delgadas puede provocar un llenado insuficiente. Ajustar el tamaño o la ubicación de la compuerta puede mejorar la eficiencia del llenado.
Una vez trabajé en una estructura larga y descubrí que cerrar la compuerta solucionaba los problemas de llenado. Cambiar el tamaño y la posición de la compuerta me enseñó a examinar estos aspectos con detenimiento.
Comprobación del sistema de corredores
Un canal demasiado largo o estrecho aumenta la resistencia al flujo de fusión. Comparar los diseños de canales con los que han funcionado bien ayuda a identificar posibles problemas.
Al principio de mi carrera, descubrí que la longitud y el estado de un canal pueden detener el flujo. Al compararlo con diseños exitosos, descubrí que las comprobaciones de los canales son vitales para evitar el llenado insuficiente.
Análisis de las condiciones de ventilación
Una ventilación adecuada es crucial para evitar llenados insuficientes, especialmente en cavidades profundas o puntos ciegos. Añadir ranuras de escape puede aliviar los problemas de llenado causados por una ventilación inadecuada.
La ventilación fue complicada hasta que me topé con un molde con una cavidad grande que no se llenaba bien. Añadir ranuras de escape lo solucionó, demostrando la importancia de una ventilación adecuada.
Para obtener más información sobre las comprobaciones de diseño de moldes 2 , explorar los recursos le brindará información más detallada para optimizar su proceso de moldeo por inyección.
Aumentar la velocidad de inyección reduce el llenado insuficiente.Verdadero
Las velocidades de inyección más altas mejoran el llenado, como se observa cuando las áreas de paredes delgadas se llenan completamente.
El tamaño de la compuerta no afecta el llenado del molde.FALSO
Un tamaño de compuerta inadecuado puede provocar un llenado insuficiente; aumentar el tamaño mejora el llenado.
¿Cómo afecta la presión de inyección al llenado del molde?
Imagínate intentando aplicar pintura en una pequeña grieta con una pajita. La presión de inyección funciona igual que con el llenado del molde.
La presión de inyección es la fuerza que impulsa el material fundido hacia cada rincón del molde. Una presión adecuada llena el molde por completo. Esto produce productos de altísima calidad sin defectos.
El papel de la presión de inyección en el llenado del molde
Cuando empecé a trabajar en el diseño de moldes, descubrí que elegir la presión de inyección correcta era como cocinar un filete perfecto. Una presión insuficiente deja los productos con un llenado insuficiente . Un exceso de presión provoca defectos como rebabas o sobrellenado. La cantidad adecuada depende del material y de la complejidad del molde.
Evaluación de los parámetros de inyección
Prueba de velocidad de inyección:
En mis primeros proyectos, las áreas de paredes delgadas no se llenaban correctamente. Aumentar la velocidad de inyección de 30 cm/s a 60 cm/s solucionó el problema. Era como ajustar la velocidad de un coche para encontrar la velocidad perfecta en carretera.
Monitoreo de la presión de inyección:
Siempre vigilaba atentamente las lecturas de presión. Si la presión dejaba de aumentar antes del máximo y se producía un llenado insuficiente, aumentar la presión ayudaba. Tuve un caso complicado con una pieza de plástico compleja. Aumentar la presión de 80 MPa a 100 MPa lo solucionó por completo.
Comprobación del volumen de inyección:
A veces, el problema no era la presión ni la velocidad, sino el volumen. Hubo un proyecto en el que el volumen de inyección fue solo el 80 % del necesario. Un volumen correcto es como tener suficiente pintura para cubrir toda una pared. Es esencial para un acabado impecable.
| Parámetro | Ejemplo de ajuste | Resultado |
|---|---|---|
| Velocidad de inyección | Aumente de 30 cm/s a 60 cm/s | Relleno mejorado en áreas delgadas |
| Presión de inyección | Aumento de 80 MPa a 100 MPa | Rellene mejor las partes complejas |
Impacto del diseño del molde en el llenado
Posición y tamaño de la compuerta:
En una ocasión, tuvimos un problema de llenado insuficiente con una estructura larga. Al acercar la compuerta y agrandarla, se solucionó el problema. Es como ajustar la boquilla de una manguera para regar un jardín uniformemente.
Revisión del sistema de canales:
Los canales largos o delgados aumentaron la resistencia al flujo de la masa fundida. Es similar a desenredar una manguera para mejorar el flujo de agua. La comparación con diseños exitosos mostró la necesidad de realizar cambios en el canal.
Análisis de las condiciones de ventilación:
Una ventilación deficiente dificulta el acceso y provoca un llenado insuficiente en zonas profundas. Añadir ranuras de ventilación fue de gran ayuda, como abrir una ventana para que circule el aire fresco.
Comprender el papel de la presión de inyección en el llenado del molde es probablemente crucial para un buen proceso de fabricación . Este conocimiento es mi herramienta para corregir y mejorar la calidad del producto en las tareas de moldeo por inyección.
Aumentar la velocidad de inyección puede mejorar el llenado del molde.Verdadero
Las velocidades de inyección más altas ayudan a rellenar eficazmente áreas de paredes delgadas.
El tamaño de la compuerta no afecta el llenado de moldes complejos.FALSO
Un tamaño de compuerta inadecuado puede impedir el flujo y provocar un llenado insuficiente.
¿Por qué es fundamental el volumen de inyección para evitar el llenado insuficiente?
Los detalles más pequeños en la fabricación determinan el éxito o el fracaso de un producto. En el moldeo por inyección, controlar el volumen de inyección es esencial para evitar piezas con un llenado insuficiente.
El volumen de inyección es fundamental. Llena el molde por completo y previene cualquier defecto. Cambiar la configuración de inyección puede solucionar problemas de llenado insuficiente. Esto se traduce en una mejor calidad del producto.

El papel del volumen de inyección
Imagina cocinar y verter la cantidad perfecta de masa para panqueques en la sartén. Cada borde se llena perfectamente sin derramarse. El moldeo por inyección funciona de forma similar. Si el volumen no es exacto, las piezas terminan con menos relleno, lo cual es indeseable.
Comprobación del volumen de inyección
. Considere esto como una revisión rápida. Al comparar el volumen configurado de la máquina con el volumen necesario, se pueden identificar y solucionar problemas a tiempo. Es como revisar la lista de la compra antes de ir a la tienda.
| Parámetro | Observación |
|---|---|
| Establecer el volumen de inyección | Comprueba si es el 100% del valor teórico |
| Volumen de inyección real | Debe coincidir con el requisito calculado |
Parámetros de inyección y su influencia
Prueba de velocidad de inyección
Un proyecto involucró carcasas de plástico. Aumentar la velocidad de inyección de 30 cm/s a 60 cm/s lo cambió todo. Las secciones de paredes delgadas se llenaron perfectamente, como si se pasara de un paseo a una carrera rápida.
Observando la presión de inyección
De igual forma, recuerdo ajustar la presión de 80 MPa a 100 MPa para un molde complicado. Fue como añadir la cantidad justa de levadura a la masa: subió de maravilla.
Consideraciones para el diseño de moldes
Posición y tamaño de la puerta
Un día, una estructura voladiza resistente causó frustración. Acortar la puerta marcó una gran diferencia. A veces, cambiar de perspectiva ayuda.
| Característica del molde | Recomendación |
|---|---|
| Posición de la puerta | Debe estar cerca de áreas de relleno críticas |
| Tamaño de la puerta | Suficientemente grande para un flujo adecuado |
Análisis de sistemas de corredores
el material. Deben ser lisos y directos. Incluso las pequeñas áreas irregulares pueden causar atascos o rellenos insuficientes.
Compare los diseños estándar y los éxitos previos para identificar posibles problemas con los canales .
Efectos de las condiciones de ventilación
Una buena ventilación es como tener aire fresco en una habitación sofocante. Añadir respiraderos donde sea necesario mejora considerablemente el llenado, al igual que abrir una ventana ilumina un espacio.
Inspeccione los moldes para verificar que la ventilación sea adecuada, especialmente en cavidades profundas y agujeros ciegos.
Añadir ranuras de escape puede mejorar el flujo de aire y el llenado.
Estas técnicas siempre me recuerdan la estrecha relación entre cada paso de la fabricación. Encontrar el equilibrio perfecto se traduce en una excelente calidad y eficiencia del producto.
Aumentar la velocidad de inyección puede reducir los problemas de llenado insuficiente.Verdadero
Una mayor velocidad de inyección mejora el llenado, como se observa en áreas de paredes delgadas.
La longitud del canal no tiene ningún efecto sobre la resistencia al flujo de fusión.FALSO
Los corredores más largos aumentan la resistencia, lo que puede provocar un llenado insuficiente.
¿Cómo afecta el diseño de la compuerta al llenado del molde?
¿Alguna vez has pensado por qué algunas piezas de plástico parecen perfectas mientras que otras tienen muchos problemas?
El diseño de la compuerta es fundamental en el llenado del molde. Regula el flujo y la velocidad del material fundido. Esto afecta la eficacia del llenado del molde. Un tamaño o una ubicación incorrectos de la compuerta pueden provocar problemas como llenado insuficiente o deformación. Estos errores perjudican la calidad del producto y afectan significativamente la calidad final.
El papel del diseño de la compuerta en el llenado del molde
Cuando empecé a trabajar en el diseño de moldes, no entendía la importancia del diseño de la compuerta para todo el proceso. Es como colocar fichas de dominó a la perfección: una pieza incorrecta puede arruinar todo el montaje. El tamaño, la forma y la posición de la compuerta son vitales para llenar cada parte del molde con plástico fundido.
| Elemento de diseño | Impacto en el llenado del molde |
|---|---|
| Tamaño de la puerta | Influye en el caudal y la distribución de la presión. Las compuertas más pequeñas pueden provocar un llenado insuficiente. |
| Posición de la puerta | Afecta la trayectoria del flujo; una colocación incorrecta puede provocar un llenado incompleto de las secciones. |
Métodos para evaluar el diseño de moldes
Recuerdo un proyecto con problemas de llenado insuficiente. Al cambiar la posición de la compuerta, más cerca de la estructura en voladizo, observamos una gran mejora. Parecía como encontrar la clave para obtener mejores resultados.
-
Evaluación de la posición y el tamaño de la puerta
- Si quedan partes sin rellenar lejos de la compuerta, podría indicar que la compuerta está mal ubicada. Por ejemplo, acercar la compuerta a un voladizo puede facilitar el llenado.
-
Comprobación del sistema de corredores
- Examinar las dimensiones de los canales es como detectar atascos de tráfico. Los canales largos o estrechos pueden aumentar la resistencia al flujo de la masa fundida, lo que causa problemas de llenado .
-
Análisis de ventilación
- La ventilación también es muy importante. En una ocasión, añadí ranuras de escape adicionales a un molde con cavidades profundas. Este cambio eliminó las trampas de aire y solucionó los problemas de llenado insuficiente.
Métodos para evaluar los parámetros de inyección
Los parámetros de inyección actúan como el ingrediente oculto en el llenado del molde. Modificarlos revela las verdaderas capacidades de un diseño.
-
Prueba de velocidad de inyección
- Recuerdo haber cambiado la velocidad de inyección durante la producción. Las áreas de paredes delgadas pasaron de estar poco rellenas a estar perfectas al aumentar la velocidad.
-
Monitoreo de la presión de inyección
- Es fundamental controlar la presión. He observado que aumentar la presión de 80 MPa a 100 MPa mejora considerablemente la calidad del llenado.
-
Comprobación del volumen de inyección
- Verificar que el volumen de inyección coincida con lo teóricamente necesario es crucial para un llenado eficaz del molde 7 . Los errores en este punto suelen provocar un llenado insuficiente.
Aumentar la velocidad de inyección mejora el relleno en zonas de paredes delgadas.Verdadero
Una mayor velocidad de inyección mejora el flujo y llena eficazmente las secciones de paredes delgadas.
La rugosidad de la superficie del canal no afecta la resistencia al flujo de fusión.FALSO
Las superficies rugosas de los canales aumentan la resistencia y dificultan el flujo de la masa fundida.
¿Cuáles son las consideraciones clave para el diseño del sistema de corredores?
¿Alguna vez intentaste perfeccionar algo y terminaste sumido en cambios? ¡Eso es diseño de sistemas de ejecución! Exploremos los componentes clave que lo mantienen en funcionamiento.
Los puntos clave para diseñar un sistema de canales incluyen la verificación de su longitud, ancho y calidad de la superficie. La correcta ubicación y el tamaño de las compuertas son fundamentales. La supervisión de los ajustes de inyección y la inspección de las condiciones de ventilación son fundamentales.
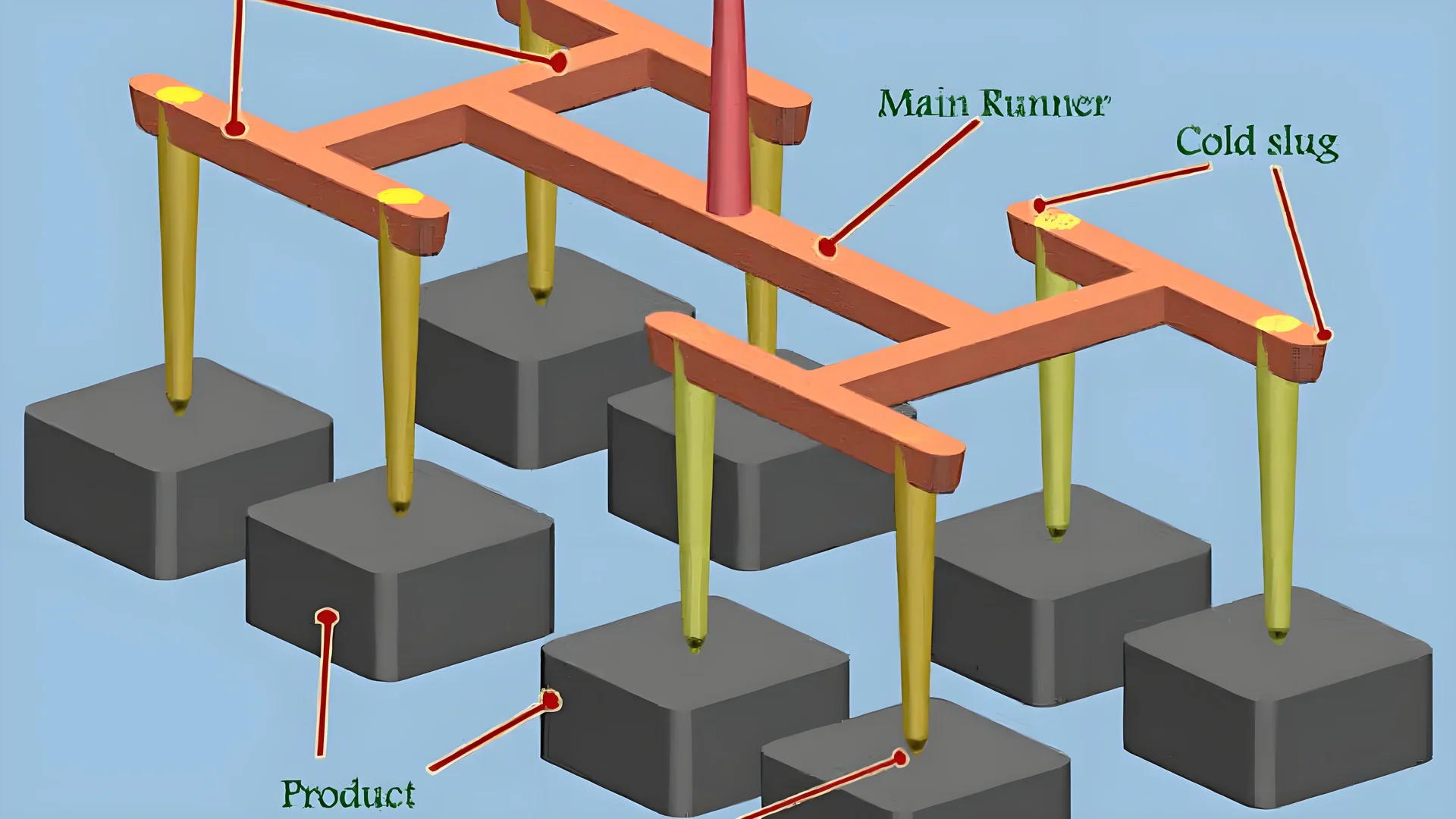
Evaluación de la longitud y el diámetro del corredor
Correr una carrera larga se vuelve difícil con cada paso adicional. Un corredor más largo ralentiza el flujo en el moldeo por inyección. Un día, corté la longitud de un corredor a la mitad y todo se llenó perfectamente con menos desperdicio de material. Cambiar el diámetro del corredor es como ajustar el caudal de agua de una manguera. Debe ser el correcto para mantener la presión constante.
Ejemplo: si un corredor tiene el doble de longitud que un diseño anterior exitoso, evalúe si reducir la longitud mejora el relleno.
Estado de la superficie del corredor
Frotar la mano sobre una superficie rugosa resulta incómodo. Una superficie rugosa del canal interrumpe el flujo de la masa fundida de la misma manera. Comparé un molde nuevo con diseños estándar 8 , y me pareció que usaba una receta que funcionaba bien. Las superficies lisas reducen la turbulencia y uniformizan la distribución.
Consejo: Las revisiones y correcciones periódicas son tus aliados de confianza. Te ayudan a detectar pequeños fallos antes de que se conviertan en grandes problemas.
Posición y tamaño de la puerta
Elegir la ubicación correcta para las ventanas de una casa permite obtener la luz adecuada. Trabajé en un molde complicado y descubrí que colocar la puerta más cerca de una sección compleja fue de gran ayuda. De repente, las zonas difíciles de rellenar recibieron suficiente material.
Estudio de caso: mover una compuerta más cerca de una sección en voladizo mejoró el relleno, lo que puso de relieve una colocación inicial incorrecta.
Monitoreo de parámetros de inyección
Ajustar la velocidad, la presión y el volumen de la inyección es similar a sintonizar una radio vieja para obtener una señal clara:
- Velocidad: En un proyecto, aumentar la velocidad de inyección de 30 cm/s a 60 cm/s mejoró áreas de paredes delgadas de estructuras mal rellenas a estructuras bien formadas.
- Presión: Monitoree y ajuste la presión de inyección para abordar los problemas de llenado de manera efectiva.
- Volumen: asegúrese de que los volúmenes establecidos se alineen con los requisitos reales para evitar tomas cortas.
| Parámetro | Prueba | Impacto |
|---|---|---|
| Velocidad | Aumento gradual | Mejora el relleno en áreas delgadas |
| Presión | Ajuste incremental | Resuelve rellenos complejos |
| Volumen | Verificar las necesidades teóricas | Previene tiros cortos |
Evaluación de las condiciones de ventilación
Cocinar sin abrir la ventana mantiene el aire atrapado y provoca errores. Una ventilación deficiente también provoca esto. Limpiar las rejillas de ventilación es como abrir una ventana, permitiendo que todo respire y funcione correctamente.
Solución: Agregar o limpiar respiraderos puede mejorar significativamente la eficiencia de llenado del molde al evitar trampas de aire que causan defectos.
Al gestionar estos factores, observé que el proceso se desarrolla con gran fluidez. Pequeños ajustes generaron cambios significativos en la calidad y la eficiencia.
Aumentar la velocidad de inyección mejora el llenado insuficiente.Verdadero
Las velocidades de inyección más altas pueden ayudar a rellenar áreas de paredes delgadas de manera más efectiva.
Los canales largos reducen la resistencia al flujo de fusión.FALSO
Los corredores largos aumentan la resistencia, lo que puede provocar problemas de llenado insuficiente.
Conclusión
Este artículo explora cómo identificar problemas de llenado insuficiente del molde en el moldeo por inyección mediante el análisis de los parámetros de inyección y los factores de diseño del molde, enfatizando la importancia de la velocidad, la presión, el volumen y el diseño de la compuerta.
-
Explorar técnicas de optimización ayudará a comprender cómo evitar el llenado insuficiente mediante ajustes de velocidad. ↩
-
Comprender las consideraciones de diseño del molde puede ayudar a mejorar la calidad del producto al abordar el llenado insuficiente. ↩
-
Explore las causas y los efectos de los productos con llenado insuficiente para comprender los problemas comunes en el moldeo por inyección. ↩
-
Aprenda métodos para mejorar la eficiencia de fabricación, centrándose en las técnicas de moldeo por inyección. ↩
-
La identificación de errores comunes en el diseño de canales ayuda a mitigar la resistencia al flujo y mejorar la eficiencia del llenado del molde. ↩
-
Explorar el impacto de los sistemas de canales puede mejorar la eficiencia del moldeo y la calidad del producto. ↩
-
El volumen de inyección correcto garantiza un llenado completo, mejorando la integridad del producto y reduciendo los defectos. ↩
-
El examen de diseños estándar proporciona puntos de referencia para la creación de sistemas de canales eficientes. ↩






