

Al adentrarme en el complejo mundo del moldeo por inyección, a menudo reflexiono sobre un elemento crucial: la fuerza de sujeción. Es fascinante cómo algo tan fundamental puede causar importantes problemas cuando falla.
Una fuerza de sujeción insuficiente en las máquinas de moldeo por inyección puede causar defectos como rebabas, desviaciones dimensionales y problemas de calidad superficial. Ajustar los parámetros del sistema, verificar el estado del molde, optimizar los parámetros del proceso e inspeccionar el hardware de la máquina pueden ayudar a mitigar estos problemas.
Comprender las manifestaciones de una fuerza de sujeción insuficiente es solo el comienzo. Acompáñeme a explorar métodos de ajuste específicos que le brindarán las herramientas necesarias para mejorar la calidad del producto y la eficiencia de la máquina.
Una fuerza de sujeción insuficiente provoca rebabas en las piezas moldeadas.Verdadero
La rebaba se produce cuando la superficie de separación del molde no está bien sellada, lo que permite que se produzcan fugas de plástico.
- 1. ¿Cómo afecta la fuerza de sujeción insuficiente a la calidad del producto?
- 2. ¿Cuáles son los pasos clave para ajustar la fuerza de sujeción de manera efectiva?
- 3. ¿Por qué es crucial el mantenimiento regular del molde para una sujeción óptima?
- 4. ¿Qué papel juegan los parámetros del proceso en el mantenimiento de la fuerza de sujeción?
- 5. Conclusión
¿Cómo afecta la fuerza de sujeción insuficiente a la calidad del producto?
Una fuerza de sujeción insuficiente durante el moldeo por inyección puede provocar varios problemas de calidad del producto, lo que afecta la precisión y la eficiencia.
Una fuerza de sujeción insuficiente puede provocar defectos como rebabas, desviaciones dimensionales, dificultades para el desmoldeo y problemas de calidad superficial en productos moldeados por inyección. Un ajuste y un mantenimiento adecuados son esenciales para prevenir estos problemas y garantizar una producción de alta calidad.
Comprender el impacto del Flash en la calidad del producto
Una de las primeras señales visibles de una fuerza de sujeción insuficiente 1 es la aparición de rebabas. Estas se producen cuando el exceso de plástico se filtra de la cavidad del molde en la línea de separación debido a un sellado inadecuado. Esto no solo perjudica la estética del producto, sino que también puede afectar su funcionalidad. Por ejemplo, las rebabas pueden interferir con el ajuste de los componentes o incluso causar problemas durante el ensamblaje.
Desviación dimensional y sus consecuencias
Cuando la fuerza de sujeción es insuficiente, el molde puede deformarse ligeramente bajo la presión de inyección, provocando desviaciones respecto a las especificaciones de diseño previstas. Esto es especialmente problemático en productos de ingeniería de precisión, donde incluso desviaciones mínimas pueden inutilizarlos o requerir un costoso posprocesamiento.
Desafíos en el desmoldeo
Otro problema importante es la dificultad del desmoldeo. Una fuerza de sujeción desigual puede provocar que ciertas zonas queden más sujetas que otras, lo que dificulta la liberación del producto del molde. Esto puede dañar no solo el producto, sino también el propio molde, incrementando los costes de reparación y el tiempo de inactividad.
Defectos de calidad de la superficie
Una fuerza de sujeción insuficiente afecta la estabilidad del molde, lo que provoca defectos superficiales como ondulaciones o marcas de flujo. Estas imperfecciones surgen debido a patrones de flujo inconsistentes del plástico fundido, lo que afecta directamente el aspecto visual y puede comprometer la integridad estructural del producto.
Medidas prácticas para mitigar la fuerza de sujeción insuficiente
Abordar estos problemas implica no solo reconocer las señales, sino también implementar soluciones eficaces. Ajustar los parámetros del sistema de sujeción, garantizar la limpieza del molde y realizar revisiones periódicas de mantenimiento son pasos vitales. Las inspecciones periódicas para detectar el desgaste de los herrajes y asegurar una instalación correcta pueden mejorar significativamente la eficacia de la sujeción.
En resumen, si bien una fuerza de sujeción insuficiente plantea desafíos importantes para mantener la calidad del producto, comprender sus manifestaciones y tomar medidas proactivas pueden proteger contra defectos y garantizar una calidad de producción constante.
El destello es causado por un exceso de plástico que se escapa del molde.Verdadero
La deformación se produce cuando una fuerza de sujeción insuficiente permite que el plástico se escape.
Una fuerza de sujeción insuficiente mejora la calidad de la superficie de los productos.FALSO
Esto provoca defectos como ondulaciones que comprometen la calidad visual y estructural.
¿Cuáles son los pasos clave para ajustar la fuerza de sujeción de manera efectiva?
Ajustar la fuerza de sujeción es crucial para garantizar la calidad de los productos moldeados por inyección. Sin ella, pueden producirse defectos.
Para ajustar la fuerza de sujeción de manera efectiva, aumentar la presión de sujeción, ajustar la velocidad de sujeción, garantizar la limpieza del molde y reparar el desgaste, optimizar los parámetros del proceso y verificar el hardware de la máquina en busca de defectos.

Ajuste de los parámetros del sistema de sujeción
El primer paso para ajustar la fuerza de sujeción consiste en manipular los parámetros del sistema. Puede aumentar la presión de sujeción 2 modificando gradualmente la configuración de la máquina de moldeo por inyección. Sin embargo, esto debe hacerse con precaución para evitar dañar tanto el molde como la maquinaria. Monitorear la rebaba del producto y el valor de la fuerza de sujeción en la pantalla puede ayudar a determinar la presión óptima.
Otro parámetro a considerar es ajustar la velocidad de sujeción 3. Reducir ligeramente la velocidad puede hacer que el proceso sea más fluido y aumentar la eficiencia de la sujeción. Sin embargo, tenga en cuenta que una velocidad más lenta puede prolongar la duración del ciclo, por lo que encontrar el equilibrio adecuado es clave.
Comprobación del estado del molde
La inspección y el mantenimiento regulares del molde son fundamentales. Comience con una limpieza exhaustiva del molde 4 para garantizar que no haya sustancias extrañas que afecten su rendimiento. Revise si hay desgaste, especialmente en las superficies de separación y las piezas guía. Si el desgaste es evidente, la reparación o el reemplazo inmediatos evitarán una disminución de la fuerza de sujeción.
Además, ajustar correctamente la instalación del molde 5. Asegúrese de que el molde esté instalado correctamente con los pernos apretados uniformemente. Se pueden utilizar herramientas como relojes comparadores para verificar el paralelismo y la verticalidad, cruciales para una distribución uniforme de la fuerza de sujeción.
Optimización de parámetros del proceso
El ajuste preciso de parámetros del proceso, como la presión y la velocidad de inyección, puede afectar significativamente los requisitos de fuerza de cierre. Al reducir estos valores 6 , se minimizan las fuerzas de expansión en el molde, disminuyendo así la necesidad de una fuerza de cierre excesiva.
Además, ajustar el tiempo de sujeción y la presión también puede reducir la contracción del producto, lo que disminuye aún más las necesidades de fuerza de sujeción.
Inspección del hardware de la máquina
Finalmente, es necesaria una revisión detallada de los componentes de hardware de su máquina de moldeo por inyección. Inspeccione el cilindro de sujeción para detectar fugas 7 , ya que cualquier fuga afectará la eficiencia de la sujeción. Asimismo, examine las piezas mecánicas, como las bielas acodadas y las tuercas de sujeción, para detectar desgaste o daños. Las reparaciones o reemplazos oportunos garantizan el funcionamiento óptimo de estos componentes, manteniendo una fuerza de sujeción estable.
Aumentando la presión de sujeción se evitan defectos en el producto.Verdadero
Una mayor presión de sujeción garantiza que el molde permanezca cerrado, lo que reduce los defectos.
Una velocidad de sujeción más lenta siempre reduce el tiempo del ciclo.FALSO
Una velocidad de sujeción más lenta puede aumentar el tiempo del ciclo, no reducirlo.
¿Por qué es crucial el mantenimiento regular del molde para una sujeción óptima?
El mantenimiento regular del molde es vital para garantizar una fuerza de sujeción óptima, lo que impacta directamente en la calidad del producto y la eficiencia de la producción.
El mantenimiento regular del molde previene problemas como rebabas, desviaciones dimensionales y dificultades para desmoldar, garantizando una fuerza de sujeción adecuada. Esto implica limpiar, reparar el desgaste y ajustar la instalación para un mejor rendimiento.

El impacto de la condición del molde en la fuerza de sujeción
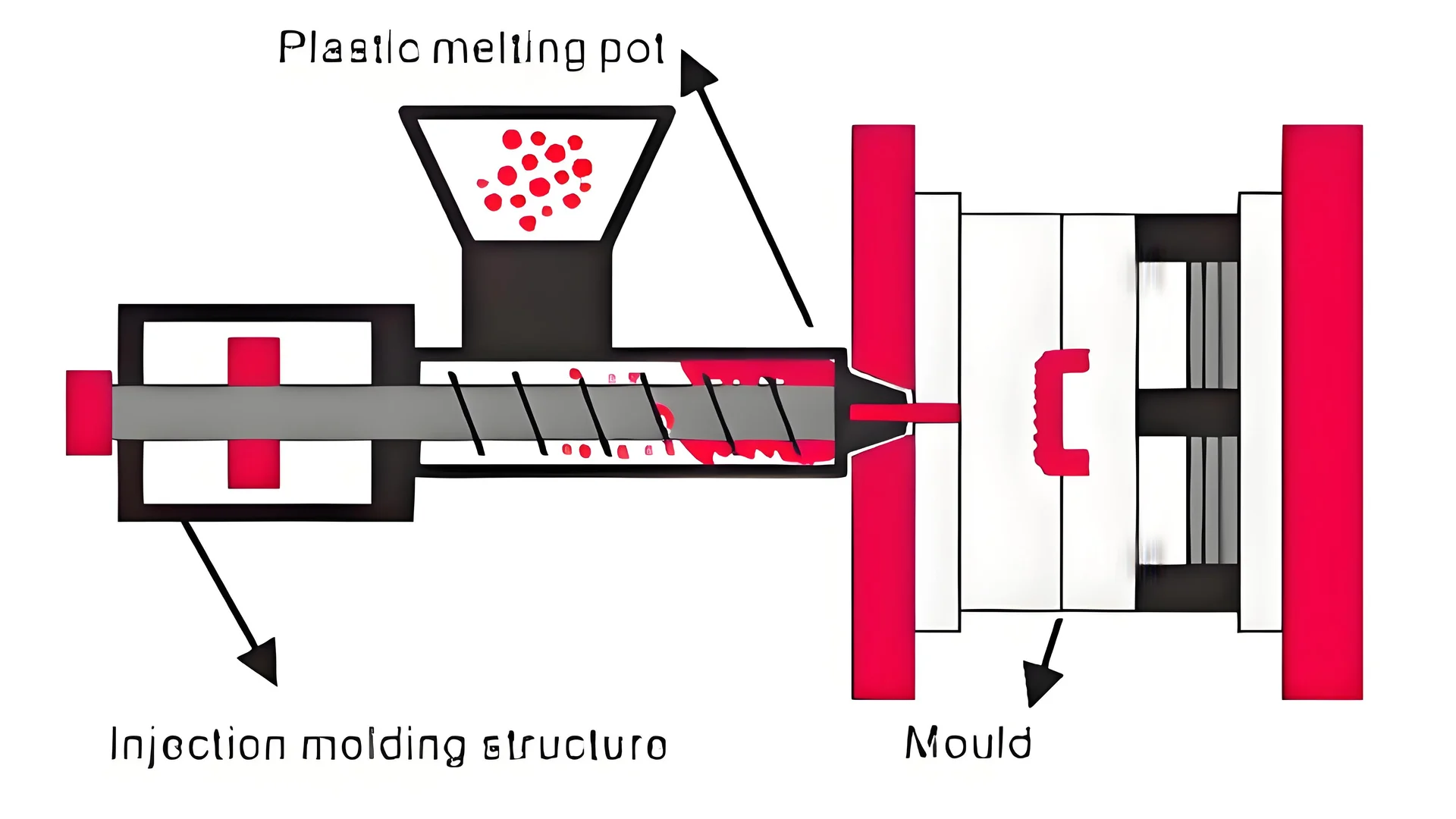
En el proceso de moldeo por inyección 8 , el estado del molde es fundamental para mantener una fuerza de sujeción óptima. Un molde mal mantenido puede ocasionar numerosos problemas, desde defectos estéticos hasta fallos mecánicos graves.
-
La limpieza es fundamental : Un molde limpio garantiza que las superficies de separación sellen correctamente, lo cual es crucial para mantener una fuerza de sujeción adecuada. Materiales extraños como polvo, grasa o restos de plástico pueden crear huecos que provoquen rebabas, un problema común en el que el exceso de material se filtra y forma rebabas en el producto terminado.
-
Desgaste : Con el tiempo, los moldes se desgastan, especialmente en las superficies de separación y los componentes guía. Revisar periódicamente el desgaste y reparar o sustituir las piezas desgastadas puede evitar una fuerza de sujeción insuficiente que provoque desviaciones dimensionales.
-
Integridad de la instalación : La correcta instalación del molde es esencial. Una mala alineación o un apriete incorrecto de los pernos puede causar una fuerza de sujeción desigual, lo que dificulta el desmoldeo y puede dañar tanto el producto como el propio molde.
Métodos para un mantenimiento eficaz del moho
-
Limpieza de rutina : Implementar un programa de limpieza de rutina 9 ayuda a mantener la integridad y el rendimiento del molde. Esto incluye eliminar cualquier residuo de procesos anteriores y asegurar la correcta lubricación de todas las piezas móviles.
-
Inspección de desgaste : Las inspecciones periódicas deben centrarse en identificar el desgaste en áreas clave. El uso de herramientas como relojes comparadores puede ayudar a garantizar que se mantengan el paralelismo y la verticalidad del molde.
-
Reparación y reemplazo : Reparar cualquier signo de desgaste de inmediato puede prolongar la vida útil del molde y mejorar la eficiencia de la fuerza de sujeción. Los componentes del molde, como insertos o bujes, deben reemplazarse cuando sea necesario para evitar fallas más graves del sistema.
-
Almacenamiento adecuado : Cuando no se utilicen, los moldes deben almacenarse adecuadamente para evitar la corrosión y los daños. Esto incluye el uso de inhibidores de óxido y su conservación en un entorno controlado.
Al priorizar estas actividades de mantenimiento, puede mejorar significativamente la longevidad y el rendimiento de sus moldes, lo que se traduce en ciclos de producción más eficientes y productos de mayor calidad. Para obtener estrategias más completas sobre el mantenimiento de la salud de los moldes, considere explorar las técnicas avanzadas de mantenimiento 10 empleadas por los principales fabricantes.
El mantenimiento regular del molde evita la formación de rebabas.Verdadero
El mantenimiento garantiza que las superficies de separación sellen correctamente, evitando rebabas.
Los moldes mal mantenidos no tienen ningún efecto sobre la fuerza de sujeción.FALSO
Los moldes descuidados pueden provocar una sujeción desigual, lo que afecta la calidad del producto.
¿Qué papel juegan los parámetros del proceso en el mantenimiento de la fuerza de sujeción?
En el moldeo por inyección, los parámetros del proceso son cruciales para garantizar que la fuerza de sujeción sea efectiva y constante.
Los parámetros del proceso, como la presión de inyección, la velocidad y el tiempo de retención, influyen directamente en la fuerza de cierre. Ajustar correctamente estos parámetros puede prevenir defectos como la rebaba y mejorar la calidad general del producto.

Comprender la importancia de la presión y la velocidad de inyección
La presión y la velocidad de inyección son parámetros principales del proceso que influyen en la fuerza de cierre. Una presión de inyección alta puede ejercer una fuerza excesiva sobre el molde, lo que puede causar defectos como rebabas. Al ajustar la presión y la velocidad de inyección 11 , los fabricantes pueden controlar la fuerza ejercida sobre el molde, garantizando que se mantenga dentro de los límites de seguridad y manteniendo la calidad del producto.
Tiempo de espera y presión: actores clave
El tiempo de sujeción y la presión son igualmente vitales para mantener la fuerza de sujeción. Influyen en el enfriamiento y la solidificación del plástico dentro del molde, lo que afecta la contracción y las dimensiones del producto final. Un ajuste adecuado de estos parámetros garantiza que el producto mantenga su forma y tamaño previstos, reduciendo la necesidad de una fuerza de sujeción excesiva.
| Parámetro | Efecto sobre la fuerza de sujeción |
|---|---|
| Presión de inyección | Una presión más alta aumenta la tensión del molde, lo que requiere más fuerza de sujeción. |
| Velocidad de inyección | Las velocidades más rápidas pueden generar un flujo desigual y un mayor estrés en el molde. |
| Tiempo de espera | Los tiempos más largos permiten un mejor enfriamiento pero pueden aumentar el tiempo del ciclo. |
| Manteniendo la presión | El ajuste de la presión ayuda a controlar la contracción y mejorar la precisión dimensional. |
Optimización mediante la experimentación
Ajustar estos parámetros requiere experimentación y un profundo conocimiento de las propiedades del material. Reducir la presión y la velocidad de inyección 12 sin comprometer la calidad del producto puede reducir significativamente la demanda de alta fuerza de cierre, mejorando así la eficiencia y la sostenibilidad.
El papel de los sistemas de monitorización avanzados
El uso de sistemas de monitorización avanzados permite monitorizar el rendimiento de los parámetros del proceso en tiempo real. Estos sistemas proporcionan datos valiosos que permiten tomar decisiones informadas sobre el ajuste de parámetros, garantizando así una fuerza de sujeción óptima durante todo el proceso de producción.
Los parámetros del proceso son fundamentales para mantener la fuerza de sujeción dentro de rangos óptimos, garantizando la calidad del producto y mejorando el rendimiento de la máquina.
Una mayor presión de inyección aumenta la tensión del molde.Verdadero
La alta presión ejerce más fuerza sobre el molde, lo que requiere una mayor sujeción.
Un tiempo de retención más prolongado reduce el tiempo del ciclo de moldeo.FALSO
Un tiempo de retención más prolongado permite un mejor enfriamiento pero aumenta el tiempo del ciclo.
Conclusión
Al abordar la fuerza de sujeción insuficiente mediante la comprensión y ajustes proactivos, puedo mejorar significativamente la calidad del producto y extender la longevidad de la máquina.
-
Comprenda cómo la rebaba afecta tanto la estética como la funcionalidad de los productos. La presencia de rebaba puede afectar la calidad y la apariencia de las piezas de plástico, e incluso afectar su rendimiento y vida útil. Si estas… ↩
-
Aprenda a ajustar la presión de sujeción de forma segura y eficaz. Primero, ajuste la fuerza de sujeción necesaria y, a continuación, ajuste la presión de sujeción de alta presión proporcionalmente. La presión del sistema de la máquina con diferentes.. ↩
-
Descubra métodos para encontrar la velocidad de sujeción óptima: en el estado de jog, establezca la presión de sujeción en 0, reduzca la velocidad de sujeción y establezca la posición en 0. Debido a que la máquina en sí tiene cierta presión.. ↩
-
Encuentre consejos para mantener la limpieza del molde para un mejor rendimiento.: Los 5 métodos de limpieza de moldes de inyección · Limpieza química · Limpieza por inmersión ultrasónica · Limpieza con hielo seco · Limpieza con medios plásticos blandos · Limpieza láser. ↩
-
Asegúrese de que el molde esté correctamente instalado para una fuerza de sujeción uniforme. 1. Compruebe que el molde cubra al menos el 70 % de la distancia entre las barras de unión. 2. Asegúrese de que la correa de seguridad esté en la posición correcta y… ↩
-
Explore cómo ajustar los parámetros del proceso para reducir la fuerza de sujeción: Pasos para la optimización del proceso de MOLDEO POR INYECCIÓN · 1. Examen de la funcionalidad de la herramienta · 2. Prueba de disparo corto · 3. Estudios de sello de compuerta · 4. Evaluación/datos de piezas de muestra… ↩
-
Identifique técnicas de detección de fugas para mantener la eficiencia de la sujeción. Para identificar una fuga activa, puede usar un atomizador con agua jabonosa. Rocíe el agua jabonosa sobre las áreas sospechosas del cilindro. ↩
-
Comprenda cómo la condición del molde afecta el rendimiento del moldeo por inyección: si la temperatura del molde es demasiado alta, la masa fundida puede sufrir descomposición térmica, lo que aumenta la tasa de contracción en el aire y hace que el producto… ↩
-
Aprenda programas de limpieza efectivos para mantener el rendimiento del moho.: Instrucciones de limpieza enfocadas en el moho (limpieza semanal y trimestral) · El aire: limpie el aire que respira usando purificadores, velas antimoho o nebulizadores. ↩
-
Descubra métodos avanzados para mantener la salud y la eficiencia del molde. Esto debe incluir la limpieza regular del molde para eliminar residuos y acumulaciones, lubricar el molde para ayudar a prevenir el desgaste del movimiento.. ↩
-
Aprenda cómo estos parámetros influyen en la tensión del molde y la eficiencia de sujeción. Si esta presión no se establece lo suficientemente alta, el molde se abrirá prematuramente por la presión de inyección y creará rebabas en la pieza relacionada.. ↩
-
Descubra cómo reducirlos puede mejorar la eficiencia y la sostenibilidad: antes de aplicar la presión de inyección, es importante dejar que el material se asiente y las moléculas formen enlaces cohesivos para reducir las cavidades. ↩






