

Una estimación precisa del ciclo de moldeo por inyección puede transformar su eficiencia de fabricación y reducir costos.
Para estimar con precisión el ciclo de moldeo por inyección, considere factores clave como el tiempo de enfriamiento, el tiempo de inyección y las operaciones del molde. El tiempo de enfriamiento es crucial y se puede calcular mediante la fórmula t = (6 s)×(δ²/χ²). El tiempo de inyección depende del volumen y la velocidad del producto, mientras que el tiempo de mantenimiento compensa la contracción.
Si bien estas fórmulas proporcionan una base, comprender plenamente el proceso de estimación implica integrar múltiples variables, como la complejidad del molde y las especificaciones de la máquina. Profundicemos en estos factores.
El tiempo de enfriamiento se calcula como t = (6s)×(δ²/χ²).Verdadero
El tiempo de enfriamiento depende del espesor de la pared y de la difusión térmica.
- 1. ¿Qué papel juega el tiempo de enfriamiento en la estimación del ciclo?
- 2. ¿Cómo afecta el tiempo de inyección a la eficiencia general?
- 3. ¿Por qué es esencial el tiempo de mantenimiento en el proceso de moldeo?
- 4. ¿Cuáles son las consideraciones clave para las operaciones con molde?
- 5. Conclusión
¿Qué papel juega el tiempo de enfriamiento en la estimación del ciclo?
El tiempo de enfriamiento es un elemento fundamental en la estimación del ciclo de moldeo por inyección, influyendo tanto en la eficiencia como en la calidad del producto.
La estimación del tiempo de enfriamiento durante el ciclo es vital, ya que afecta la duración total del ciclo y la calidad de la pieza moldeada. Se calcula mediante la fórmula t = (6 s)×(δ²/χ²), donde s es el espesor de la pared y χ es el coeficiente de difusión térmica, y considera factores como la temperatura del molde y el tipo de plástico.
Entendiendo la importancia del tiempo de enfriamiento
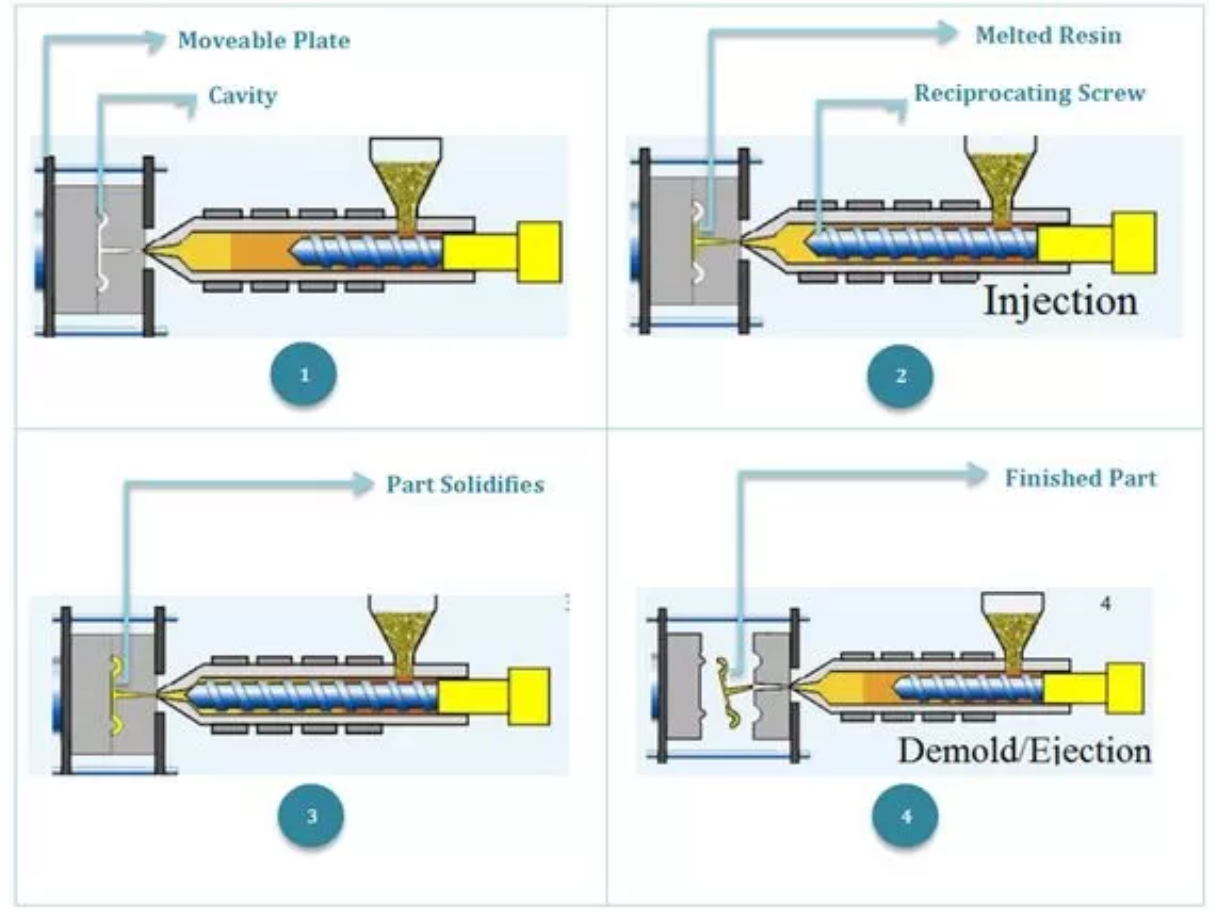
En el contexto del moldeo por inyección, el tiempo de enfriamiento no es solo una fase, sino un factor determinante tanto de la eficiencia como de la calidad del producto. Este período permite que el plástico fundido se solidifique dentro del molde, dando forma y estructura al producto final. El tiempo de enfriamiento se puede calcular con precisión mediante:
[ t = (6s)×(δ²/χ²) ]
Dónde:
- t representa el tiempo de enfriamiento en segundos.
- s es el espesor de la pared del producto en milímetros.
- χ es el coeficiente de difusión térmica del plástico en mm²/s.
Esta fórmula subraya cómo la variación del espesor de la pared y las propiedades del material pueden alterar significativamente el tiempo de enfriamiento, afectando así la estimación del ciclo completo.
Factores que influyen en el tiempo de enfriamiento
-
Temperatura del molde : Las temperaturas más bajas del molde suelen reducir los tiempos de enfriamiento, pero también pueden afectar la calidad del producto. Es fundamental encontrar un equilibrio para garantizar un enfriamiento rápido sin comprometer la resistencia ni la apariencia.
-
Conductividad térmica del plástico : Los plásticos con mayor conductividad térmica se enfrían más rápido. Esta propiedad debe tenerse en cuenta al seleccionar materiales para aplicaciones específicas.
-
Forma y tamaño del producto : Los productos más complejos o más grandes pueden requerir períodos de enfriamiento más prolongados para garantizar una solidificación uniforme, reduciendo el riesgo de defectos como deformaciones o imperfecciones en la superficie.
Consejos prácticos para optimizar el tiempo de enfriamiento
-
Selección de materiales : elija materiales con propiedades térmicas adecuadas que se alineen con sus objetivos de producción.
-
Ajustes de diseño del molde : considere mejoras en el diseño del molde, como agregar canales de enfriamiento para acelerar la disipación del calor.
-
Monitoreo de procesos : Implemente sensores para monitorear continuamente la temperatura del molde y las tasas de enfriamiento para ajustar los parámetros dinámicamente.
Al centrarse en estos factores, los fabricantes pueden optimizar sus estrategias inyección1 para mejorar la eficiencia y la calidad del producto.
El tiempo de enfriamiento afecta la calidad del producto moldeado por inyección.Verdadero
Un enfriamiento adecuado garantiza la integridad estructural y el acabado de la superficie.
Los plásticos con mayor conductividad térmica se enfrían más lentamente.FALSO
Los plásticos con mayor conductividad térmica se enfrían más rápido.
¿Cómo afecta el tiempo de inyección a la eficiencia general?
El tiempo de inyección es un parámetro crucial en el proceso de moldeo por inyección que impacta significativamente la eficiencia general y la calidad del producto.
El tiempo de inyección afecta la eficiencia general al influir en la duración del ciclo y el consumo de energía. Un tiempo de inyección preciso garantiza un llenado óptimo del molde, reduciendo así los desperdicios y los defectos. Se calcula mediante la fórmula t_injection = V/S×60, donde V es el volumen y S la velocidad.

Entendiendo el tiempo de inyección
El tiempo de inyección se refiere al tiempo necesario para llenar la cavidad del molde con plástico fundido. Está determinado por la velocidad de inyección y el volumen del producto, y es fundamental para definir la duración del ciclo del proceso de moldeo por inyección.
Fórmula para el tiempo de inyección
La fórmula utilizada para calcular el tiempo de inyección es:
$$t_{inyección} = \frac{V}{S} \times 60$$
- V: Volumen del producto en centímetros cúbicos.
- S: Velocidad de inyección en centímetros cúbicos por segundo.
Impacto en la eficiencia
Tiempo de ciclo
Reducir el tiempo de inyección sin comprometer la calidad del producto puede reducir significativamente la duración del ciclo, lo que permite producir más unidades en un plazo determinado. Esta reducción mejora directamente la eficiencia de fabricación.
Consumo de energía
Los tiempos de inyección más cortos suelen reducir el consumo de energía, ya que las máquinas funcionan menos por ciclo. Esta reducción no solo disminuye los costos operativos, sino que también contribuye a prácticas de producción más sostenibles.
Factores que influyen en el tiempo de inyección
- Complejidad del producto : Las formas complejas pueden requerir tiempos de inyección más largos para garantizar un llenado adecuado y evitar defectos.
- Propiedades del material : La viscosidad y las propiedades térmicas de los plásticos pueden alterar la velocidad de inyección requerida.
- Especificaciones de la máquina : Las capacidades de la máquina de moldeo por inyección, como la presión y la velocidad máximas de inyección, son fundamentales.
Estrategias de optimización
- Equilibrio de velocidad y presión : ajustar estos parámetros puede ayudar a lograr un llenado eficiente del molde sin introducir defectos como rebabas o llenado incompleto.
- Monitoreo y ajuste : monitorear continuamente las variables del proceso y ajustarlas en función de datos en tiempo real puede mejorar la consistencia.
Conclusión
Comprender y optimizar el tiempo de inyección es esencial para mejorar la eficiencia general en las operaciones de moldeo por inyección. Al considerar cuidadosamente factores como las propiedades del material y las especificaciones de la máquina, los fabricantes pueden mejorar tanto la productividad como la calidad del producto.
Los tiempos de inyección más cortos reducen el consumo de energía.Verdadero
Los tiempos más cortos significan que las máquinas funcionan menos, lo que reduce el uso de energía.
El tiempo de inyección no afecta el tiempo del ciclo de moldeo.FALSO
El tiempo de inyección impacta directamente en el tiempo del ciclo al influir en la velocidad de llenado del molde.
¿Por qué es esencial el tiempo de mantenimiento en el proceso de moldeo?
Descubra el papel fundamental que desempeña el tiempo de mantenimiento para garantizar la calidad y la precisión de los productos moldeados.
El tiempo de retención es vital en el proceso de moldeo, ya que compensa la contracción del volumen del plástico durante el enfriamiento. Normalmente, es de 1/3 a 2/3 del tiempo de inyección, dependiendo de factores como el tamaño del producto, la forma y la tasa de contracción del material. Un tiempo de retención preciso garantiza la estabilidad dimensional y minimiza los defectos.

Comprensión del tiempo de retención en el moldeo por inyección
El tiempo de retención en el moldeo por inyección es crucial para controlar la contracción que se produce cuando el plástico se enfría de líquido a sólido. A medida que el plástico dentro del molde se enfría, se contrae, lo que puede provocar defectos como hundimientos o huecos.
Para contrarrestar esto, se aplica presión de mantenimiento después de la fase inicial de inyección, manteniendo la presión sobre el plástico fundido hasta que se solidifique lo suficiente. Este proceso es crucial para garantizar que el producto final conserve sus dimensiones e integridad estructural previstas.
Factores que influyen en el tiempo de retención
-
Tasa de contracción del material : Los distintos plásticos presentan tasas de contracción variables. Por ejemplo, los materiales cristalinos, como el polietileno, pueden requerir tiempos de retención más largos que los materiales amorfos, como el poliestireno, debido a sus mayores tasas de contracción.
-
Tamaño y forma del producto : Los productos más grandes o más complejos a menudo requieren tiempos de retención más prolongados para garantizar una distribución uniforme de la presión y un enfriamiento constante en todo el producto.
-
Relación del tiempo de inyección : Normalmente, el tiempo de retención se calcula como una fracción (1/3 a 2/3) del tiempo de inyección. Sin embargo, esta relación puede variar según las características específicas del material y los requisitos del producto.
| Factor | Impacto en el tiempo de retención |
|---|---|
| Contracción del material | La alta contracción requiere un tiempo de retención más prolongado |
| Complejidad del producto | Las formas complejas pueden requerir una sujeción prolongada |
| Relación de tiempo de inyección | Generalmente 1/3 a 2/3 del tiempo de inyección |
Optimización del tiempo de conservación de productos de calidad
Para optimizar el tiempo de retención, considere realizar sesiones de moldeo de prueba 3 para identificar la presión y la duración ideales para su producto y material. Se pueden realizar ajustes monitoreando de cerca cualquier defecto o variación en las dimensiones del producto.
Además, el uso de un enfoque de moldeo científico4 puede ayudar a refinar los parámetros basándose en información basada en datos, lo que permite precisión y consistencia en la producción .
Garantizar el tiempo de retención correcto no solo mantiene la precisión dimensional, sino que también mejora la calidad general del producto al minimizar los defectos asociados con el enfriamiento inadecuado y la contracción.
El tiempo de retención es de 1/3 a 2/3 del tiempo de inyección.Verdadero
El tiempo de retención suele oscilar entre 1/3 y 2/3 del tiempo de inyección.
Los materiales amorfos necesitan tiempos de retención más largos.FALSO
Los materiales cristalinos requieren tiempos de retención más prolongados debido a una mayor contracción.
¿Cuáles son las consideraciones clave para las operaciones con molde?
Las operaciones de moldeo son fundamentales en el proceso de moldeo por inyección e influyen tanto en la eficiencia como en la calidad del producto.
Las consideraciones clave para las operaciones de moldeo incluyen el tiempo de enfriamiento, la velocidad de inyección y el diseño de los mecanismos de desmoldeo. Cada aspecto desempeña un papel vital en la determinación del tiempo de ciclo y la integridad del producto.
Tiempo de enfriamiento: un componente crítico
El tiempo de enfriamiento es el segmento más importante del ciclo de moldeo por inyección y afecta significativamente la eficiencia. El tiempo de enfriamiento se puede calcular mediante la fórmula:
t = (6s)×(δ²/χ²),
Donde t es el tiempo de enfriamiento, s es el espesor de la pared y χ es el coeficiente de difusión térmica. Se puede lograr un enfriamiento más rápido optimizando factores como la temperatura del molde y la conductividad térmica.
Ejemplo: Para un producto con un espesor de pared de 2 mm y un coeficiente de difusión térmica de 0,2 mm²/s, el tiempo de enfriamiento sería de aproximadamente 120 segundos.
Tiempo de inyección: Influencia en la velocidad del ciclo
El tiempo de inyección depende tanto de la velocidad como del volumen del plástico a moldear. Se puede estimar de la siguiente manera:
t_inyección = V/S×60,
Donde V es el volumen del producto y S es la velocidad de inyección. Velocidades de inyección más rápidas pueden reducir los tiempos de ciclo, pero podrían requerir equipos más avanzados.
Tiempo de espera: garantizar la calidad del producto
El tiempo de mantenimiento compensa la contracción plástica durante el enfriamiento, que suele oscilar entre un tercio y dos tercios del tiempo de inyección. Es crucial para mantener las dimensiones del producto y prevenir defectos.
Consideración: Para productos más grandes o con altas tasas de contracción, extender el tiempo de retención puede ser beneficioso.
Operaciones de moldeo: apertura, desmoldeo y cierre
- Tiempo de apertura del molde: Depende de la complejidad del molde y la velocidad de la máquina. Los diseños simples abren más rápido.
- Tiempo de desmoldeo: se ve afectado por la forma del producto; los diseños intrincados pueden necesitar tiempos de desmoldeo más prolongados.
- Tiempo de cierre: similar a la apertura, influenciado por la complejidad del molde y las capacidades de la máquina.
Estos elementos influyen colectivamente en la eficiencia del ciclo y la calidad del producto. Ajustar estos parámetros puede optimizar el rendimiento, lo que requiere un equilibrio cuidadoso de todos los factores involucrados.
Explorar la estimación del tiempo de enfriamiento 5 Aprender sobre la velocidad de inyección 6
El tiempo de enfriamiento es la parte más corta del ciclo de moldeo.FALSO
El tiempo de enfriamiento es el segmento más largo del ciclo de moldeo por inyección.
Las velocidades de inyección más rápidas pueden reducir los tiempos de ciclo.Verdadero
Aumentar la velocidad de inyección disminuye el tiempo necesario para el moldeo.
Conclusión
Dominar la estimación del ciclo de moldeo por inyección puede mejorar significativamente la eficiencia de su producción y la calidad de sus productos. Adopte estos conocimientos para optimizar sus prácticas de fabricación.
-
Descubra técnicas avanzadas para mejorar la eficiencia de enfriamiento: Optimización del tiempo de enfriamiento · Minimización del tiempo de llenado · Tiempo de pausa adecuado · Optimización del tiempo en la etapa de inyección · Reducción del exceso de movimientos. ↩
-
Explore cómo la velocidad de inyección influye en la eficiencia del llenado del molde.: Generalmente, a la misma velocidad de inyección, una mayor presión de inyección mejora la capacidad de flujo del plástico, mejorando la precisión dimensional.. ↩
-
Aprenda cómo el moldeo de prueba puede refinar el tiempo de retención para obtener mejores resultados.: El proceso de prueba de molde es un paso fundamental para garantizar que un molde pueda producir productos calificados, operar en condiciones normales de producción y cumplir con… ↩
-
Descubra cómo el moldeo científico optimiza los procesos de producción.: El moldeo científico es un enfoque sistemático del moldeo por inyección que se basa en gran medida en los principios del método científico (desarrollar y probar un… ↩
-
Obtenga información sobre los cálculos precisos del tiempo de enfriamiento: una buena regla general es agregar un 20 % al temporizador de enfriamiento para tener en cuenta la variación en el material entrante y los ligeros cambios en el rendimiento de la máquina. ↩
-
Comprenda cómo la velocidad de inyección afecta la eficiencia del ciclo: aumentar la velocidad de inyección acorta el tiempo de inyección, lo que da como resultado la producción de productos de alta calidad con costos de molde significativamente menores ↩






