

Seleccionar el estilo de compuerta correcto en el moldeo por inyección es similar a encontrar la llave ideal que abre la puerta a artículos de plástico perfectos.
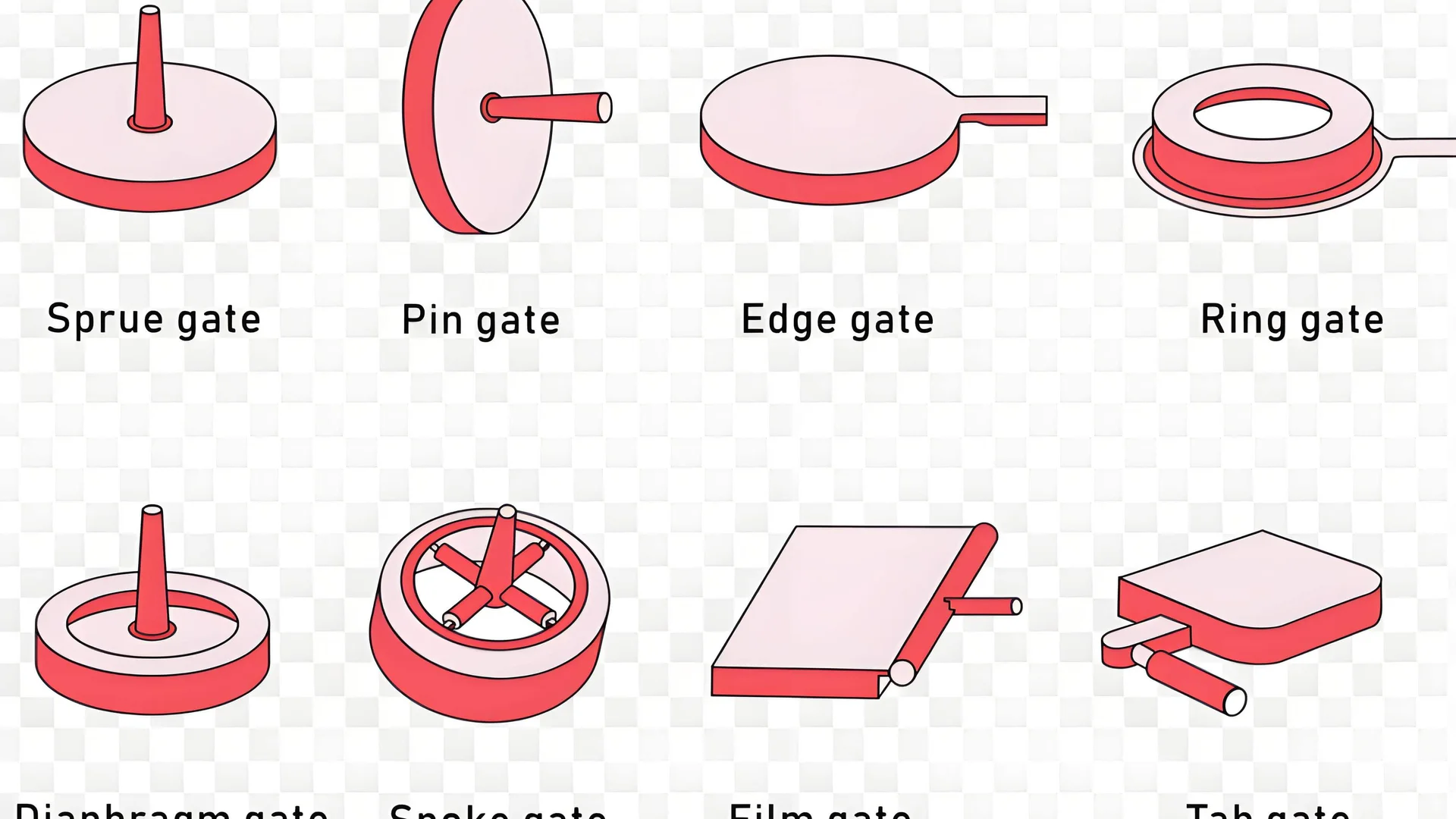
El tipo de compuerta más adecuado influye en la fluidez del plástico. Los plásticos de alta viscosidad funcionan bien con compuertas de pasador. Los materiales de baja viscosidad se adaptan a compuertas laterales o de abanico. La forma y el tamaño del producto son muy importantes. Las exigencias de calidad también influyen en la decisión. La dinámica del flujo cambia según el tipo de compuerta. La integridad del producto también cambia.
Como diseñador de moldes, a menudo me desconcierta la gran variedad de tipos de compuertas para el moldeo por inyección. Cada proyecto parece tener sus propias necesidades. Es importante comprender cómo los distintos tipos de compuertas afectan el flujo de fusión. Este conocimiento ayuda a mejorar la eficiencia de la producción y la calidad del producto. Exploremos cómo estas opciones se adaptan a las diferentes necesidades de fabricación.
Las compuertas de pasador reducen la viscosidad en plásticos de alta viscosidad.Verdadero
Las compuertas de pasador aumentan el calor de corte, lo que reduce la viscosidad de la masa fundida para lograr un flujo suave.
Las compuertas de ventilador no son adecuadas para contenedores de plástico de gran tamaño.FALSO
Las compuertas de ventilador distribuyen la masa fundida de manera uniforme, ideal para contenedores grandes como el polipropileno.
- 1. ¿Cómo influye la viscosidad plástica en la selección de la compuerta?
- 2. ¿Cuáles son los tipos de compuertas ideales para productos de paredes delgadas?
- 3. ¿Por qué el tipo de compuerta es crucial para los diseños de productos de gran tamaño?
- 4. ¿Cómo afectan los tipos de puertas la apariencia del producto y los estándares de calidad?
- 5. Conclusión
¿Cómo influye la viscosidad plástica en la selección de la compuerta?
Seleccionar la compuerta adecuada en el moldeo por inyección es un desafío fascinante. La viscosidad del plástico juega un papel crucial.
La viscosidad del plástico influye en la elección de la compuerta, ya que influye en el movimiento de la masa fundida y la velocidad de cizallamiento. Los plásticos de alta viscosidad, como el policarbonato, utilizan compuertas de pasador. Estas compuertas proporcionan mayor calor de cizallamiento. Los plásticos de baja viscosidad, como el polietileno, se benefician de las compuertas de abanico. Estas compuertas distribuyen el plástico uniformemente.
Impacto de los plásticos de alta viscosidad
Los plásticos de alta viscosidad, como el policarbonato 1 y la poliamida, resisten la fluidez. Imagínate bombeando miel a través de un embudo diminuto. Una vez trabajé en el diseño de una lente de policarbonato. Fue todo un descubrimiento puertas de pin . Estas puertas proporcionaban el calor justo, mejorando la fluidez. Lo que parecía difícil se convirtió en un éxito.
| Tipo de plástico | Puerta recomendada |
|---|---|
| Policarbonato (PC) | Puerta de pasador |
| Poliamida (PA) | Puerta de pasador de canal caliente |
Consideraciones sobre plásticos de baja viscosidad
Los plásticos de baja viscosidad, como el polietileno (PE) y el polipropileno (PP), fluyen con facilidad. Diseñar grandes contenedores de plástico fue mi tarea. El uso de compuertas de abanico fue clave. Imagine guiar un río tranquilo por canales; cada parte del contenedor se llena a la perfección: sin prisas, solo un movimiento suave.
Influencia de la forma y el tamaño del producto
La forma y el tamaño del producto son como confeccionar un traje: todo debe encajar. En productos de paredes delgadas , el llenado rápido es crucial para evitar problemas de enfriamiento, por lo que las compuertas sumergidas o puntuales son de gran ayuda. En una ocasión diseñé una carcasa delgada para teléfono, donde estas compuertas facilitaron y optimizaron el llenado: sin problemas, simplemente un llenado fluido.
Para productos más grandes, muchas compuertas laterales funcionan bien para evitar problemas derivados de trayectorias de flujo largas: piense en cubrir un pastel grande de manera uniforme para que cada parte quede cubierta.
Formas complejas y estándares de calidad
Las formas complejas requieren opciones de compuertas precisas; las piezas de automóviles son un ejemplo en el que las compuertas de punto preciso de canal caliente son mis favoritas, ya que controlan bien la dirección del flujo de fusión: imagine pintar cuidadosamente una escultura detallada.
Para productos donde la estética importa, como los envases de cosméticos sofisticados, la elección de la puerta es vital. Las puertas de punto preciso de canal latente o caliente funcionan mejor, ya que dejan pequeñas marcas visibles a la vez que mantienen altos estándares de calidad.
Comprender estos detalles me ha demostrado cómo mejorar enormemente la fabricación al alinear la elección de la puerta con las necesidades del material y del producto: se trata de encontrar la combinación perfecta para cada desafío de diseño.
- Conocer más sobre los sistemas de canal caliente 2 puede ser útil para comprender su función en moldes complejos.
- Explore las mejores prácticas de moldeo por inyección 3 para refinar aún más los procesos de diseño.
Los plásticos de alta viscosidad se benefician de las compuertas de pasador.Verdadero
Las compuertas de pasador aumentan el calor de corte, mejorando el flujo de plásticos de alta viscosidad.
Las compuertas de ventilador no son adecuadas para productos de gran tamaño.FALSO
Las compuertas del ventilador ayudan a distribuir la masa fundida de manera uniforme, ideal para productos grandes.
¿Cuáles son los tipos de compuertas ideales para productos de paredes delgadas?
Elegir el tipo de compuerta perfecto para piezas de paredes delgadas parece una tarea compleja. La elección correcta ofrece excelentes resultados de moldeo por inyección. Es hora de explorar las mejores opciones que sin duda ofrecen eficiencia y calidad para piezas de paredes delgadas.
Los productos de paredes delgadas se benefician enormemente de las compuertas sumergidas y de precisión. Estas compuertas funcionan bien para evitar la fuga de calor. Además, permiten que la masa fundida fluya con gran rapidez. Un flujo rápido se traduce en un mejor llenado. De esta manera, se producen menos defectos. El resultado son acabados elegantes e impecables.
Por qué los productos de paredes delgadas necesitan una consideración especial
Recuerdo mi primer proyecto con productos de paredes delgadas. Fue como intentar atrapar un rayo. Estos productos se enfrían más rápido de lo imaginado, lo que requiere un llenado rápido y eficiente. Una compuerta debe llenarlos rápida y uniformemente para evitar problemas como disparos cortos o deformaciones.
Puertas sumergidas: una opción popular
Suelo utilizar compuertas sumergidas, sobre todo para fundas de móviles. Interrumpen ingeniosamente la solidificación de la compuerta al abrir el molde, permitiendo que la masa fundida entre en ángulo y reduciendo así la pérdida de calor.
Ventajas:
- Mejora enormemente la eficiencia del llenado.
- Oculta muy bien las marcas de la puerta.
- Mantiene el material fundido fluyendo suavemente.
Las compuertas sumergidas conservan la estructura fina de los productos de paredes delgadas. Esta es una característica que valoro para lograr resultados perfectos. Es muy importante.
Puertas de precisión: aumento del calor de corte
Las compuertas de precisión son muy útiles para plásticos de alta viscosidad como el policarbonato. Las velocidades de corte más altas generan calor, lo que reduce la viscosidad y facilita el flujo de la masa fundida.
Ventajas:
- Maneja formas complicadas con facilidad.
- Protege la calidad de las secciones delgadas.
- Reduce las molestas líneas de soldadura.
Las puertas de precisión hacen maravillas con las lentes ópticas de policarbonato 4. La precisión se mantiene intacta. Siempre.
Comparación de tipos de puertas: una descripción general rápida
| Tipo de puerta | Ideal para | Beneficios clave |
|---|---|---|
| Puerta sumergida | Paredes delgadas, enfriamiento rápido | Reduce la pérdida de calor y minimiza las marcas en la puerta |
| Puerta de punto preciso | Materiales de alta viscosidad | Aumenta el calor de corte y mejora la eficiencia del flujo |
Conocer las ventajas únicas de cada tipo de compuerta me permite elegir la mejor para las necesidades del material y del producto. Cada elección influye en los resultados de producción, proporcionando eficiencia y calidad en proyectos de paredes delgadas. Explore más sobre las técnicas de moldeo por inyección 5 para perfeccionar aún más su proceso.
Las compuertas de pasador son adecuadas para plásticos de alta viscosidad.Verdadero
Las compuertas de pasador aumentan el calor de corte, lo que reduce la viscosidad para lograr un llenado suave de la cavidad.
Las compuertas de ventilador son ideales para productos de paredes delgadas.FALSO
Las compuertas sumergidas o de punta fina son mejores para el llenado rápido de paredes delgadas.
¿Por qué el tipo de compuerta es crucial para los diseños de productos de gran tamaño?
¿Alguna vez pensó por qué el tipo de compuerta en el moldeo por inyección decide el éxito o el fracaso de su diseño?
El tipo de compuerta es fundamental en el diseño de productos grandes. Afecta el movimiento del material y la velocidad de enfriamiento. El aspecto de la superficie depende de ello. El tipo de compuerta adecuado permite un llenado óptimo. Se reducen los defectos. La calidad del producto es excelente.

Comprensión de los tipos de puertas y su impacto
Al empezar a diseñar productos grandes, rápidamente vi que el tipo de compuerta en el moldeo por inyección era más que un pequeño detalle: lo cambiaba todo. La compuerta influye en cómo el plástico fundido entra en el molde, lo que afecta la calidad final del producto. Elegir la compuerta correcta es crucial.
Características de los materiales plásticos
En una ocasión trabajé con policarbonato (PC). Es un plástico de alta viscosidad. Las compuertas de pasador eran muy importantes. Aumentaban la velocidad de corte, lo que a su vez incrementaba la temperatura de fusión y reducía la viscosidad. Esto era fundamental al crear formas complejas como lentes ópticas. En otro proyecto, usar polipropileno (PP) para contenedores grandes fue diferente. Es un plástico de baja viscosidad. Las compuertas laterales o de abanico permitían un flujo suave del plástico, llenándose uniformemente sin defectos.
| Tipo de plástico | Tipo de puerta sugerido |
|---|---|
| Alta viscosidad | Puerta de pasador |
| Baja viscosidad | Puerta lateral/de ventilador |
Consideraciones sobre la forma y el tamaño
Productos de paredes delgadas: Estos productos requieren un enfriamiento y llenado rápidos. En una ocasión diseñé fundas para teléfonos móviles donde las compuertas sumergidas eran ideales, ya que detenían la solidificación durante la apertura del molde.
Productos grandes: para artículos más grandes, como pallets, era importante distribuir la masa fundida de manera uniforme, lo que se logró mediante múltiples puertas laterales.
Formas complejas: Las formas complejas requieren un cuidado especial. Las compuertas de canal caliente de precisión demostraron ser excelentes en piezas de automoción con diseños detallados. Estas compuertas controlaban el flujo con precisión.
Estándares de apariencia y calidad
He manipulado productos de alta estética, como envases de cosméticos de lujo. Las puertas latentes resultaron ser una solución al minimizar las marcas visibles y mejorar el atractivo visual.
Para componentes que exigen alta calidad, un flujo de fusión constante es clave. Las compuertas de ventilador o las compuertas de canal caliente de precisión ayudaron a reducir la tensión interna y las marcas de soldadura.
| Criterios | Puertas recomendadas |
|---|---|
| Apariencia | Puerta latente |
| Estándares de calidad | Puerta de punto de contacto del ventilador/canal caliente |
Implicaciones y estrategias de diseño
Al reflexionar sobre proyectos anteriores, veo la importancia de comprender cómo los diferentes tipos de compuertas afectan tanto la eficiencia como la calidad de la producción. El uso de sistemas de canal caliente 6 , por ejemplo, mejoró la productividad al reducir los tiempos de ciclo y el desperdicio.
La elección del tipo de compuerta debe ajustarse a las necesidades de diseño del producto 7 , considerando la complejidad y los objetivos visuales. Una planificación cuidadosa del diseño de la compuerta me permitió evitar posibles problemas durante la producción en masa.
Las compuertas de pasador aumentan la temperatura de fusión para plásticos de alta viscosidad.Verdadero
Las compuertas de pasador generan calor de corte, lo que aumenta la temperatura de fusión para reducir la viscosidad.
Las compuertas de ventilador no son adecuadas para productos con paredes delgadas.FALSO
Las compuertas de ventilador pueden distribuir la masa fundida de manera uniforme, pero las compuertas sumergidas o de punta fina son mejores.
¿Cómo afectan los tipos de puertas la apariencia del producto y los estándares de calidad?
¿Alguna vez ha pensado en cómo la elección de la compuerta correcta en el moldeo por inyección afecta la calidad y el aspecto de su producto?
Los diferentes tipos de compuertas, como las de pasador y las de abanico, desempeñan una función importante en el moldeo. Controlan el movimiento del material. Este control de flujo influye en la superficie y la resistencia del producto. La elección correcta de la compuerta distribuye el material uniformemente. Esta elección reduce las marcas visibles, manteniendo así los altos estándares de calidad.

Comprensión de los diferentes tipos de puertas
He pasado muchas horas en el taller, observando cómo pequeños ajustes en el proceso de moldeo por inyección modifican enormemente el producto final. El tipo de compuerta elegido es muy importante. Para plásticos gruesos como el policarbonato (PC) y la poliamida (PA), prefiero las compuertas de pasador o las compuertas de pasador de canal caliente. Producen una mayor velocidad de cizallamiento, lo que permite que el plástico se mueva con suavidad. Fue como cuando fabricaba lentes de policarbonato para gafas de lujo. Todas las lentes eran perfectas.
Para plásticos más blandos como el polietileno (PE) y el polipropileno (PP), son adecuadas las compuertas laterales o de abanico. Es similar a verter jarabe: si se vierte demasiado rápido, se derrama. Las compuertas de abanico ayudan a controlar el flujo, garantizando que cada contenedor grande de polipropileno se llene uniformemente sin problemas.
Consideraciones sobre la forma y el tamaño
Diseñar productos de paredes delgadas requiere rapidez. Imagine llenar una carcasa delgada de teléfono móvil con plástico caliente; el tiempo de enfriamiento es limitado. Las compuertas sumergidas o de precisión garantizan un llenado rápido y eficiente.
Para artículos más grandes, como palés de plástico grandes, las compuertas de ventilación o las compuertas laterales múltiples son eficaces. Me enfrenté a un proyecto grande donde cada rincón tenía que ser perfecto. Estas compuertas fueron una salvación, llenando cada pieza uniformemente.
Abordar los requisitos de apariencia y calidad
Nunca escatimo la estética en mi trabajo. He descubierto que para necesidades estéticas exigentes, como frascos de cosméticos sofisticados, las puertas latentes o las puertas de punto fijo de canal caliente son las mejores, ya que minimizan las marcas visibles.
La precisión es fundamental, especialmente en carcasas electrónicas, donde los detalles minúsculos son importantes. Las compuertas de ventilador o las compuertas de canal caliente de precisión mantienen un flujo constante. Esto reduce la tensión interna y evita defectos como las marcas de soldadura, manteniendo la calidad de los productos.
Tabla de referencia rápida: Tipos de puertas
| Tipo de producto | Puerta recomendada |
|---|---|
| Plásticos de alta viscosidad | Puertas de pasador |
| Plásticos de baja viscosidad | Puertas laterales/de ventilador |
| Productos de pared delgada | Puertas sumergidas/de punta fina |
| Productos grandes | Ventilador/Múltiples puertas laterales |
| Productos de formas complejas | Punto de contacto/anillo de canal caliente |
| Requisitos de apariencia elevados | Punto de localización de canal latente/caliente |
Elegir la puerta adecuada no es solo una cuestión técnica, es como un arte. Se trata de encontrar el equilibrio entre la estética y la funcionalidad. Cada decisión que tomo da forma a un producto que cumple con altos estándares y es atractivo.
Las compuertas de pasador reducen la viscosidad en plásticos de alta viscosidad.Verdadero
Las compuertas de pasador aumentan el calor de corte, lo que reduce la viscosidad para una entrada más suave a la cavidad.
Las compuertas de ventilador son ideales para productos de paredes delgadas.FALSO
Las compuertas sumergidas o de punta fina son mejores para el llenado rápido de paredes delgadas.
Conclusión
Elegir el tipo de compuerta correcto en el moldeo por inyección es crucial para optimizar la fluidez del plástico fundido, lo que afecta la calidad y la eficiencia del producto en función de la viscosidad del material y los requisitos de diseño.
-
Descubra cómo las puertas de pasador mejoran la fluidez en la producción de lentes de policarbonato. ↩
-
Descubra cómo los sistemas de canal caliente gestionan un flujo preciso en moldes complejos. ↩
-
Explore estrategias integrales para optimizar los procesos de moldeo por inyección. ↩
-
Descubra información detallada sobre el uso de puertas de precisión para moldear lentes ópticas y mejore su comprensión de la selección eficiente de puertas. ↩
-
Obtenga una comprensión más profunda de las diversas técnicas de moldeo por inyección que pueden optimizar la fabricación de productos de paredes delgadas. ↩
-
La exploración de los sistemas de canal caliente ofrece información para mejorar la eficiencia de la producción reduciendo el tiempo del ciclo. ↩
-
Conocer los requisitos de diseño ayuda a elegir los tipos de puertas adecuados para la complejidad y la estética del producto. ↩






