

En el vertiginoso mundo del moldeo por inyección de plástico, a menudo me planteo una pregunta crucial: ¿Cómo creamos un sistema de alimentación eficiente? No se trata solo de mecánica, sino de comprender la esencia misma de la producción de calidad.
Un sistema de alimentación eficiente para moldes de inyección garantiza un flujo óptimo del plástico fundido en la cavidad del molde, minimizando defectos como marcas de soldadura y poros. Las consideraciones clave incluyen la selección de las posiciones y tipos de compuertas adecuados, el diseño de un sistema de canales eficaz y asegurar un llenado equilibrado para una calidad constante del producto.
Si bien comprender los conceptos básicos es importante, dominar los matices del diseño de sistemas de alimentación puede influir significativamente en la eficiencia de su producción y la calidad de sus productos. Analicemos cada elemento en detalle para descubrir estrategias avanzadas que pueden transformar su proceso de fabricación.
Los sistemas de canales equilibrados reducen los defectos del producto.Verdadero
Los sistemas de canales equilibrados garantizan una distribución uniforme del plástico fundido, minimizando los defectos.
- 1. ¿Cuáles son los factores clave a la hora de seleccionar las posiciones de las puertas?
- 2. ¿Cómo afectan los diferentes tipos de compuertas al rendimiento del molde?
- 3. ¿Por qué el diseño del sistema de canales es crucial para la eficiencia?
- 4. ¿Cómo puede un diseño equilibrado mejorar la calidad del producto?
- 5. Conclusión
¿Cuáles son los factores clave a la hora de seleccionar las posiciones de las puertas?
Elegir la posición correcta de la compuerta en el moldeo por inyección puede determinar el éxito o el fracaso de la eficiencia de producción. ¿Qué debe tener en cuenta?
Seleccionar la posición correcta de la compuerta implica considerar la forma del producto, evitar marcas de soldadura y poros, y optimizar la eficiencia del flujo. Una correcta colocación de la compuerta garantiza un llenado uniforme del molde, mejora la calidad del producto y reduce los defectos. El uso de herramientas de análisis de simulación puede ayudar a determinar las posiciones óptimas para diversos requisitos de diseño.
Comprender la forma y los requisitos del producto
La consideración principal al seleccionar la posición de la compuerta es la forma y los requisitos específicos del producto. Para artículos con diseños complejos, es crucial colocar la compuerta de manera que el plástico fundido llene la cavidad de manera uniforme. Por ejemplo, los productos de paredes delgadas se benefician de una compuerta cerca del borde de la cavidad para reducir la distancia de flujo y minimizar la pérdida de presión. Si un producto requiere un acabado superficial de alta calidad o marcas de compuerta ocultas, son preferibles opciones como una compuerta latente o puntual.
Cómo evitar marcas de soldadura y poros
Las marcas de soldadura y los poros son problemas comunes en el moldeo por inyección que pueden comprometer la resistencia y la apariencia del producto. Es fundamental colocar las entradas lejos de zonas sometidas a tensión o regiones propensas a estos defectos. El uso de software de análisis de simulación puede reducir eficazmente las marcas de soldadura y los poros al sugerir posiciones óptimas para las entradas, mejorando así la calidad general del producto.
Optimización de la eficiencia del flujo
La posición de la compuerta influye significativamente en el flujo del plástico fundido hacia la cavidad del molde. Una ubicación ideal de la compuerta minimiza la resistencia al flujo, garantizando que el material llene uniformemente cada parte del molde. Esto es especialmente importante para productos que requieren dimensiones precisas y una calidad constante. Al seleccionar estratégicamente la posición de la compuerta, los fabricantes pueden mejorar tanto la eficiencia de la producción como la fiabilidad del producto final.
Aplicación práctica: Herramientas de análisis de simulación
Las herramientas avanzadas de simulación son fundamentales para determinar la mejor posición de las compuertas. Estas herramientas simulan el proceso de inyección, permitiendo a los ingenieros visualizar cómo los cambios en la posición de las compuertas afectan el flujo y los patrones de llenado. Al analizar diferentes escenarios, los fabricantes pueden tomar decisiones informadas que optimizan la ubicación de las compuertas para cada diseño de producto.
Para explorar más a fondo las herramientas de simulación y sus beneficios en el moldeo por inyección, visite el software de análisis de simulación para moldes de inyección 1. Este recurso le guiará a través de las diversas opciones de software disponibles actualmente y cómo pueden revolucionar su proceso de fabricación.
La posición de la compuerta afecta el acabado de la superficie del producto.Verdadero
La colocación adecuada de la puerta puede ocultar las marcas de la puerta, mejorando el acabado de la superficie.
Las herramientas de simulación no son necesarias para la selección de puertas.FALSO
Las herramientas de simulación ayudan a optimizar las posiciones de las puertas, mejorando la calidad del producto.
¿Cómo afectan los diferentes tipos de compuertas al rendimiento del molde?
La elección del tipo de compuerta en el moldeo por inyección influye significativamente en el rendimiento del molde y la calidad del producto. Pero ¿cómo afecta exactamente cada tipo de compuerta al proceso?
Los tipos de compuerta, como la directa, lateral, puntual y sumergida, desempeñan funciones específicas en el moldeo por inyección, afectando el flujo de la masa fundida, la pérdida de presión y la apariencia del producto. Elegir el tipo de compuerta adecuado garantiza un rendimiento eficiente del molde al equilibrar estos factores con las necesidades de producción.
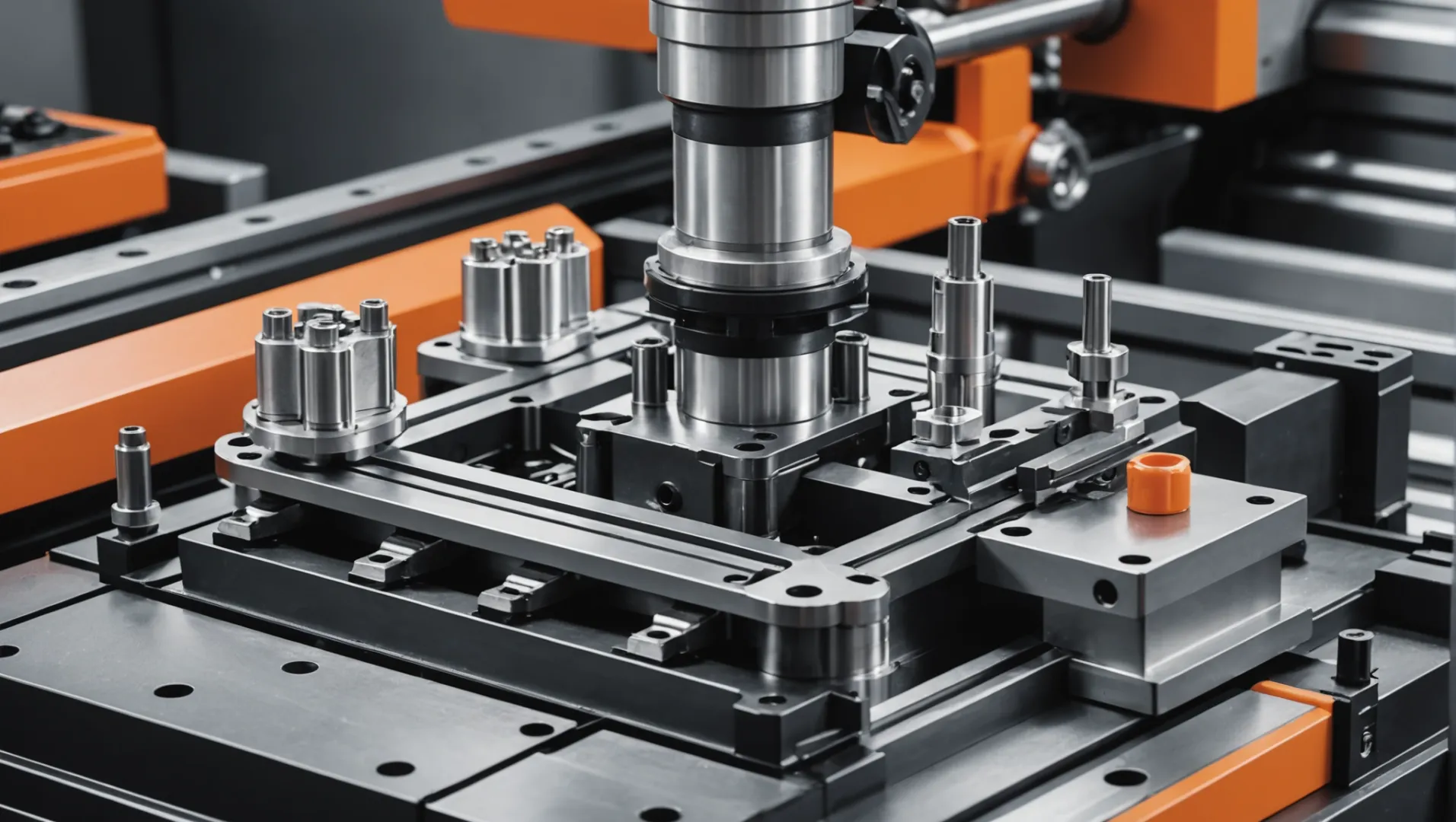
Comprensión de los tipos de compuertas en el moldeo por inyección
El moldeo por inyección implica varios tipos de compuertas, cada una con características únicas que influyen en el rendimiento del molde. Seleccionar la compuerta adecuada puede ser crucial para garantizar que el plástico fundido fluya eficazmente hacia la cavidad y que el producto final cumpla con las especificaciones deseadas.
Puerta directa
Una compuerta directa 2 se utiliza a menudo para productos de una sola cavidad, de cavidad profunda o de gran tamaño debido a su corto recorrido de flujo de fusión y a la mínima pérdida de presión. Este diseño facilita el llenado eficiente de la cavidad, lo que puede mejorar el rendimiento del molde al reducir los tiempos de ciclo.
Ventajas:
- Trayectoria de flujo de fusión corta
- Pérdida mínima de presión
Desventajas:
- Gran rastro en la puerta que requiere posprocesamiento
- Potencial de concentración de estrés
Puerta lateral
La compuerta lateral 3 es versátil y se utiliza comúnmente para productos de diversas formas. Se ubica en el lateral de la pieza, lo que permite trazas de compuerta más pequeñas y una extracción sencilla.
Ventajas:
- Pequeñas huellas de puerta
- Fácil de procesar y eliminar
Desventajas:
- Trayectoria de flujo de fusión más larga que puede dar lugar a un llenado desigual
- Aumento de la pérdida de presión
Puerta de punto
Una puerta de punto 4 es ideal para productos con altos requisitos estéticos, como carcasas de dispositivos electrónicos. Ofrece un impacto mínimo en la apariencia gracias a su pequeña huella.
Ventajas:
- Traza de puerta extremadamente pequeña
- Impacto mínimo en la apariencia
Desventajas:
- Requiere moldes complejos de tres placas
- Costos de producción más elevados
Puerta sumergida
Una compuerta sumergida 5 es ideal para líneas de producción automatizadas. Se oculta dentro o en el lateral del producto y se desmonta automáticamente al abrir el molde.
Ventajas:
- Marcas de puerta mínimas visibles
- No es necesario ningún procesamiento adicional
Desventajas:
- Necesidades complejas de diseño y procesamiento
- Se requiere alta precisión en el diseño de moldes
Cómo elegir el tipo de compuerta adecuado para el rendimiento del molde
Al seleccionar un tipo de compuerta, considere factores como la forma del producto, los requisitos estéticos y la eficiencia de producción. Por ejemplo, si es crucial minimizar las marcas visibles en la compuerta, se podría preferir una compuerta puntual o sumergida.
Además, la elección del tipo de compuerta debe estar en consonancia con el diseño del sistema de canales 6 para optimizar el flujo de la masa fundida y minimizar defectos como marcas de soldadura y poros. La evaluación de estas consideraciones ayuda a garantizar una calidad constante del producto y procesos de fabricación eficientes.
Las compuertas directas reducen los tiempos de ciclo en el moldeo por inyección.Verdadero
Las compuertas directas tienen trayectorias de flujo de fusión cortas y una pérdida de presión mínima.
Las compuertas sumergidas no requieren ningún procesamiento adicional después del moldeo.Verdadero
Las puertas sumergidas se desprenden automáticamente, dejando marcas visibles mínimas.
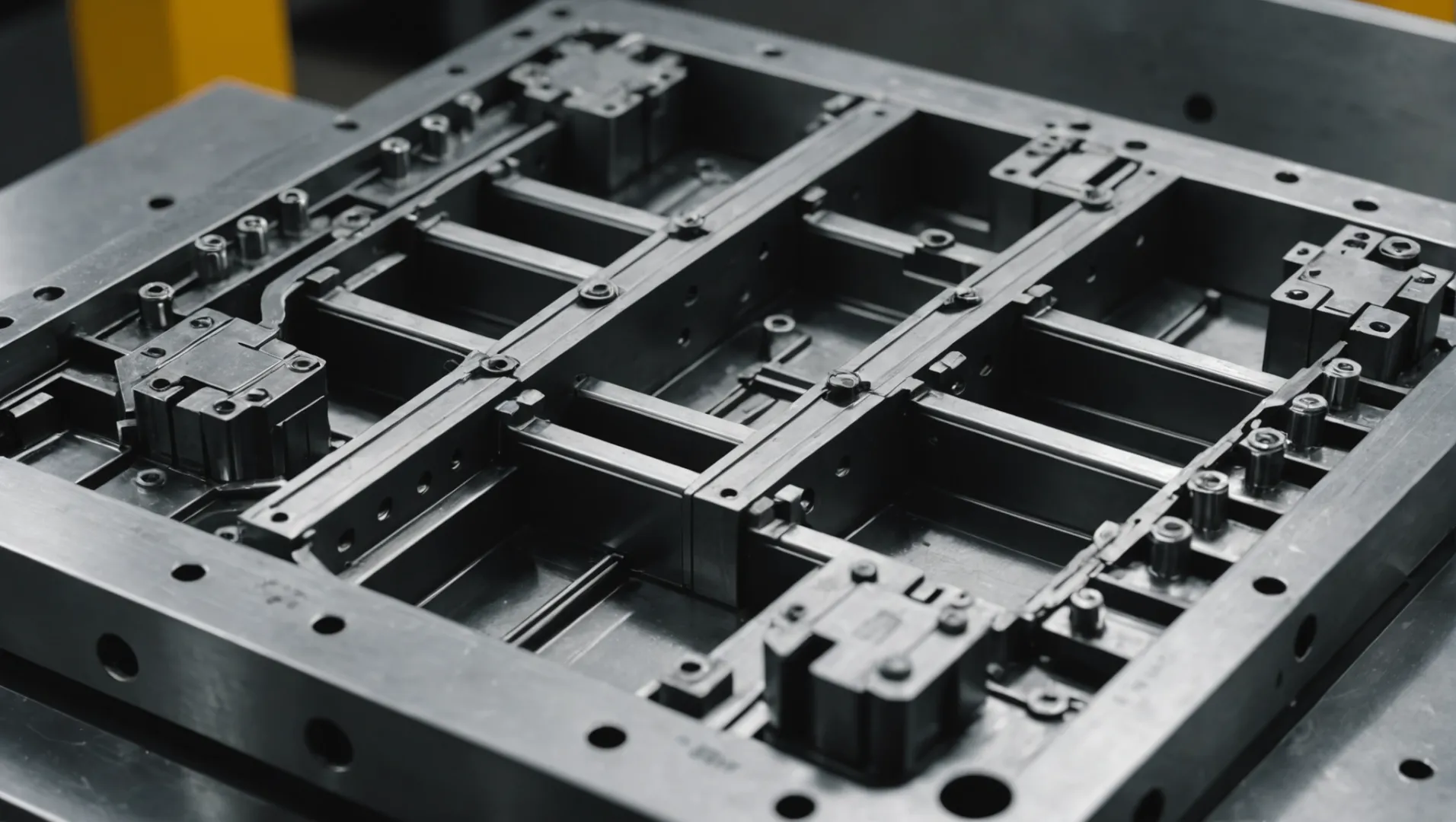
¿Por qué el diseño del sistema de canales es crucial para la eficiencia?
Un sistema de canal eficiente en el moldeo por inyección garantiza un flujo y una distribución perfectos del plástico fundido, algo crucial para la integridad del producto y la rentabilidad.
El diseño del sistema de canales es fundamental para optimizar la distribución del plástico fundido, reducir los defectos y mejorar la eficiencia de la producción. Los elementos clave incluyen el canal principal, el canal secundario y el casquillo del bebedero, cada uno de los cuales requiere un diseño preciso para minimizar la resistencia y mantener un flujo uniforme.
Comprender el papel del sistema corredor
En el moldeo por inyección, el sistema de canales 7 sirve como vía por la que el plástico fundido circula desde la boquilla de la máquina hasta la cavidad del molde. Un sistema de canales diseñado eficientemente puede influir significativamente en la calidad del producto final y en la productividad general del proceso de fabricación.
Diseño del corredor principal
El canal principal conecta la boquilla de la máquina de moldeo por inyección con los canales secundarios. Su forma cónica facilita un flujo uniforme, pero sus dimensiones deben adaptarse al tamaño tanto de la boquilla como del producto final. Un canal principal bien diseñado también debe incluir un depósito de material frío para evitar que el plástico solidificado entre en la cavidad.
| Aspecto | Consideración de diseño |
|---|---|
| Forma | Generalmente cónico para reducir la resistencia al flujo |
| Tamaño | Coincide con el tamaño de la boquilla; apropiado para las dimensiones del producto |
| Características | Incluye también material frío |
Configuración de Branch Runner
Los canales de derivación distribuyen el plástico fundido desde el canal principal a cada compuerta. La forma de estos canales (circulares, semicirculares o trapezoidales) afecta la resistencia al flujo y la facilidad de procesamiento. Los canales circulares ofrecen una resistencia mínima al flujo, pero son difíciles de fabricar.
- Corredores Circulares: Minimizan la resistencia pero son difíciles de procesar.
- Correderas Semicirculares/Trapezoidales: Más fáciles de fabricar con resistencia moderada.
Consideraciones sobre los bujes de bebedero
El casquillo de la colada 8 canaliza el plástico fundido desde la boquilla hasta el canal principal. Fabricado en acero de alta calidad, debe resistir el desgaste y garantizar una alineación precisa con el canal principal del molde. Unos casquillos de la colada correctamente alineados contribuyen a un flujo uniforme y reducen el desgaste del molde.
Eficiencia a través del equilibrio
Un sistema de canales desequilibrado puede provocar un llenado inconsistente, lo que provoca variaciones en las dimensiones del producto y genera concentraciones de tensión. Un diseño equilibrado garantiza una distribución uniforme del plástico fundido en las múltiples cavidades, mejorando la uniformidad de la calidad del producto.
- Análisis de simulación: utilice herramientas de software para modelar la dinámica del flujo y ajustar el diseño del corredor para lograr el equilibrio.
- Ajustes de la compuerta: modifique las posiciones y tamaños de las compuertas para lograr un flujo equilibrado.
Al centrarse en estos elementos clave de diseño, los fabricantes pueden optimizar sus procesos de producción, reducir defectos y optimizar el uso de materiales. El complejo equilibrio entre las consideraciones de diseño se traduce, en última instancia, en una mayor eficiencia y un ahorro de costes en las operaciones de moldeo por inyección.
Los canales circulares minimizan la resistencia al flujo.Verdadero
Los corredores circulares están diseñados para ofrecer una resistencia mínima, mejorando el flujo.
La alineación del buje de la bebedero no es crucial.FALSO
La alineación adecuada del buje del bebedero garantiza un flujo continuo y la longevidad del molde.
¿Cómo puede un diseño equilibrado mejorar la calidad del producto?
El diseño equilibrado en el moldeo por inyección no es sólo un lujo: es una necesidad para una producción de alta calidad.
El diseño equilibrado en el moldeo por inyección garantiza un flujo uniforme de materiales, reduciendo defectos como el llenado desigual y la concentración de tensiones, mejorando así la calidad del producto. Al ajustar la posición de las compuertas y optimizar el sistema de canales, el diseño equilibrado minimiza las inconsistencias y aumenta la eficiencia.

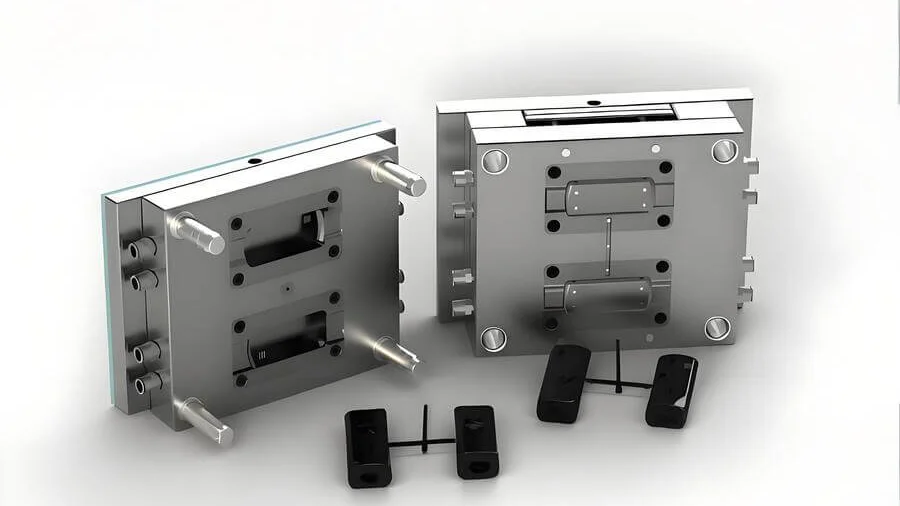
La importancia del diseño equilibrado en el moldeo por inyección
Un diseño equilibrado es fundamental en el mundo del moldeo por inyección, ya que garantiza que el plástico fundido llene cada cavidad de manera uniforme. Esta uniformidad es esencial para mantener las dimensiones y la integridad estructural del producto. Cuando el flujo de material está equilibrado, se reducen defectos como deformaciones, imprecisiones dimensionales y concentraciones de tensiones.
Por ejemplo, al diseñar un molde multicavidad 9 , es crucial mantener el equilibrio en el sistema de alimentación. Esto se puede lograr ajustando el tamaño, la posición y la disposición de las compuertas para garantizar un llenado uniforme en todas las cavidades. El software de análisis de simulación suele ayudar a los diseñadores a evaluar y optimizar este equilibrio.
Estrategias para evitar un llenado desequilibrado
El llenado desequilibrado es un problema común que provoca una calidad inconsistente del producto. Puede provocar que algunas cavidades se llenen más rápido que otras, lo que resulta en variaciones de tamaño y peso. Para evitar estos problemas, los diseñadores pueden implementar varias estrategias:
- Aumente el número de compuertas: más compuertas pueden ayudar a distribuir la masa fundida de manera uniforme en todo el molde.
- Ajustar la posición de las puertas: la ubicación estratégica de las puertas puede garantizar que el flujo llegue a todas las áreas simultáneamente.
- Utilice un sistema de canaletas equilibrado: un sistema de canaletas que distribuya el material de manera uniforme puede reducir significativamente los problemas de llenado desequilibrado.
Tabla: Impacto del diseño equilibrado frente al diseño no equilibrado
| Aspecto | Diseño equilibrado | Diseño desequilibrado |
|---|---|---|
| Consistencia del flujo | Alto | Bajo |
| Calidad del producto | Coherente | Inconsistente |
| Defectos | Mínimo | Frecuente |
| Distribución de tensiones | Incluso | Concentrado |
Mejorar la eficiencia de la producción mediante el equilibrio
Un diseño equilibrado no solo mejora la calidad del producto, sino que también aumenta la eficiencia de la producción. Al reducir los desperdicios y minimizar los defectos, los fabricantes pueden reducir costos y aumentar la productividad. Además, los diseños equilibrados suelen acortar los tiempos de ciclo, ya que el material fluye de forma más predecible a través del molde, lo que acelera el proceso de enfriamiento.
En conclusión, adoptar un enfoque equilibrado en el diseño de moldeo por inyección no se trata solo de mejorar la calidad, sino también de crear un proceso de producción más eficiente y rentable. Al comprender e implementar principios de diseño equilibrado, los fabricantes pueden lograr resultados superiores tanto en calidad como en eficiencia.
El diseño equilibrado minimiza los defectos de moldeo por inyección.Verdadero
El diseño equilibrado garantiza un flujo de material uniforme, reduciendo los defectos.
Los sistemas de canales desequilibrados mejoran la calidad del producto.FALSO
Los sistemas desequilibrados dan lugar a llenados inconsistentes y defectos.
Conclusión
En definitiva, un sistema de alimentación bien diseñado mejora la eficiencia de la producción y la calidad del producto, a la vez que reduce los costos. Al dominar estos elementos de diseño, se allana el camino hacia resultados de fabricación superiores.
-
Explore herramientas que optimizan el posicionamiento de las compuertas para mejorar la calidad del producto. Moldex3D eDesign es más económico y ofrece resultados precisos en el 95 % o más de los casos reales. Es muy sencillo leer y mallar un modelo, crear.. ↩
-
Explore cómo las compuertas directas mejoran la eficiencia de llenado de cavidades. Las compuertas de moldeo por inyección son aberturas en los moldes que permiten que el plástico fundido ingrese a la cavidad mientras controlan la dirección y el volumen del flujo. ↩
-
Comprenda por qué las compuertas laterales son versátiles en el moldeo: Derivado de la variación de la compuerta lateral, la compuerta se ensancha y se vuelve más delgada en la dirección de alimentación, lo que permite que la masa fundida ingrese a la cavidad.. ↩
-
Aprenda cómo las compuertas de punta preservan la calidad estética.: Las marcas de las compuertas son inevitables, por lo que la ubicación de las compuertas no debe afectar la apariencia de las piezas de plástico, como el borde, la parte inferior y el interior de… ↩
-
Descubra por qué las compuertas sumergidas son ideales para la automatización. Los resultados mostraron que el llenado de compuertas sumergidas puede mejorar las condiciones de llenado del molde, lo que puede reducir la aparición de defectos de inclusión durante la fundición.. ↩
-
Vea cómo el diseño del canal influye en la eficiencia del flujo de fusión: el flujo de material desde el canal hasta la compuerta es menos restrictivo y hay menos sensibilidad al corte debido a la eliminación de los bordes afilados.. ↩
-
Aprenda cómo el sistema de canales afecta la eficiencia del molde y la calidad del producto. Esto mantendrá la calidad del producto y minimizará el desperdicio de material. El sistema de canales es un componente fundamental en el proceso de moldeo por inyección ↩
-
Descubra cómo los casquillos de bebedero mejoran el flujo y reducen el desgaste. Los casquillos de bebedero se adaptan a la boquilla de la máquina y permiten la entrada del plástico al molde. Los casquillos de bebedero PCS están fabricados en acero SAE 6145 y endurecidos ↩
-
Explore técnicas para lograr un llenado equilibrado en moldes de múltiples cavidades. Los moldes de múltiples cavidades pueden aumentar la producción y reducir los costos de las piezas, pero solo después de realizar ciertos "ajustes" de diseño. Considere el flujo de material para herramientas de múltiples cavidades. ↩






