

¿Alguna vez has intentado moldear plástico y has tenido más frustración que éxito? Analicemos los problemas habituales que pueden afectar el proceso de moldeo por inyección.
Los problemas más frecuentes en el moldeo por inyección incluyen rebabas, marcas de contracción, marcas de soldadura, burbujas e inyecciones cortas. Los ajustes de presión incorrectos suelen causar estos defectos. Un enfriamiento desigual o un diseño deficiente del molde también causan problemas. Tanto la calidad del producto como la eficiencia de la producción se ven afectadas.
Mi primera experiencia con problemas de moldeo por inyección fue como un rompecabezas al que le faltaban piezas clave. Comprender las principales causas de defectos como rebabas o burbujas fue como un momento de claridad repentina. Estos defectos deben examinarse uno por uno para encontrar soluciones sencillas. De esta manera, se mejora el proceso de producción y se ahorra tiempo y dinero.
El destello es causado por una presión de inyección excesiva.Verdadero
La presión excesiva hace que el plástico fundido salga de las cavidades del molde, lo que provoca rebabas.
Las marcas de contracción indican condiciones de enfriamiento perfectas.FALSO
Las marcas de contracción se producen cuando el enfriamiento es desigual o demasiado rápido, no perfecto.
- 1. ¿Qué significa Flash para los productos moldeados por inyección?
- 2. ¿Qué causa las marcas de contracción en el moldeo por inyección?
- 3. ¿Qué causa las marcas de soldadura en los componentes plásticos?
- 4. ¿Cómo se pueden evitar las burbujas durante el moldeo?
- 5. ¿Qué causa inyecciones cortas en el proceso de moldeo?
- 6. ¿Qué cambios de diseño pueden minimizar los defectos de moldeo por inyección?
- 7. Conclusión
¿Qué significa Flash para los productos moldeados por inyección?
Las rebabas en el moldeo por inyección son tan problemáticas como la masa de pizza sobrante que se desborda por el borde de un molde. No solo son un problema estético, sino que también afectan el ajuste de las piezas.
La rebaba se produce cuando se derrama demasiado plástico durante el moldeo por inyección. Esto suele deberse a la alta presión o a pequeños huecos en el molde. Este exceso de plástico crea bordes irregulares. Estos bordes irregulares probablemente alteren la precisión del ensamblaje.
Comprender las causas del destello
Imagina una época en la que era nuevo en el diseño de moldes. Era un poco más joven y trataba de entender por qué mis hermosos diseños tenían feas rebabas. Después de probar diferentes cosas y trasnochar muchas veces, descubrí que las rebabas, a menudo llamadas "desbordamientos", ocurren cuando el plástico líquido se filtra por los huecos del molde durante la inyección. Imagina hornear un pastel con el relleno derramándose porque la base está demasiado llena. Fue bueno saber que cambiar las presiones de inyección y que el molde encaje bien ayuda a evitar esto.
| Causa | Descripción |
|---|---|
| Presión de inyección excesiva | Provoca que el plástico fundido se desborde. |
| Fuerza de sujeción insuficiente | Permite que el plástico escape a través de los huecos. |
| Superficie de separación del molde desigual | Crea rutas para desbordamiento. |
Impactos en la calidad del producto
El flash puede arruinar la apariencia de un producto. Lo vi con mis propios ojos. En mis inicios, recuerdo que los bordes afilados de un prototipo nos obligaban a pasar horas arreglándolo. El flash no solo causa bordes irregulares, sino que también dificulta el ensamblaje. Es como intentar encajar piezas de un rompecabezas cuando una tiene una pestaña extra.
| Impacto | Descripción |
|---|---|
| Degradación de la apariencia | Produce bordes irregulares. |
| Mayor procesamiento | Requiere recorte adicional. |
| Problemas de precisión en el ensamblaje | Afecta la forma en que las piezas encajan entre sí. |
Cómo abordar las rebabas en el moldeo por inyección
Lidiar con las rebabas me enseñó que ajustar la configuración de la máquina y mejorar el diseño del molde es fundamental. Reducir la presión de inyección o aumentar la fuerza de sujeción cambia las cosas enormemente, como sellar perfectamente cada borde de la masa de la tarta y mantener una superficie de separación del molde para evitar estas fugas.
Las inspecciones periódicas de moldes se convirtieron en mi método confiable. Verificar que todo encajara bien nos evitó muchos problemas futuros. Al centrarnos en los detalles, mejoramos la calidad de nuestros productos y redujimos defectos y costos.
Tabla: Defectos comunes en el moldeo por inyección
Esta tabla me resultó útil para diagnosticar problemas de moldeo. Me recordó que cualquier cambio en la configuración o el diseño podía afectar considerablemente el éxito de nuestros productos.
| Defecto | Causa | Impacto |
|---|---|---|
| Destello | Alta presión, huecos | Bordes irregulares, problemas de montaje |
El destello es resultado de una presión de inyección excesiva.Verdadero
La presión excesiva provoca que el plástico se desborde, lo que produce rebabas.
Flash mejora la precisión de los productos moldeados.FALSO
El flash afecta la precisión creando bordes desiguales y problemas de ajuste.
¿Qué causa las marcas de contracción en el moldeo por inyección?
¿Alguna vez has notado esas molestas pequeñas abolladuras en los objetos de plástico? Se conocen como marcas de contracción. Estas abolladuras suelen causar problemas durante el moldeo por inyección.
Las marcas de contracción aparecen cuando las piezas de plástico se enfrían de forma desigual durante el moldeo por inyección. Esto provoca abolladuras superficiales. El espesor desigual de las paredes suele contribuir a estos defectos. La presión inadecuada durante la sujeción también causa problemas. Estos factores son fundamentales.

Comprensión de las marcas de contracción
Las marcas de contracción, a menudo llamadas hundimientos, son imperfecciones que aparecen como depresiones o hendiduras en la superficie de un producto moldeado por inyección. Se producen porque el plástico se contrae al enfriarse.
Causas de las marcas de contracción
-
Enfriamiento desigual
Descubrí la importancia de enfriar uniformemente durante una sesión nocturna de resolución de problemas. Las partes más gruesas de un molde se mantienen calientes durante más tiempo que las más delgadas, lo que crea marcas de contracción indeseadas.
Factores Impacto en la refrigeración Variación del espesor de la pared Enfriamiento más lento en áreas más espesas Diseño de moldes Disposición inadecuada del canal de refrigeración -
Presión de sujeción insuficiente
Aprendí a mantener la presión a la fuerza. Una presión insuficiente durante la fase de mantenimiento casi siempre resulta en marcas de contracción. La presión alta ayuda al plástico líquido a llenar cada parte del molde, mientras que la presión baja permite que se relaje demasiado.
- La alta presión de retención garantiza que el plástico fundido llene todos los espacios, reduciendo la posibilidad de que se produzcan marcas de hundimiento.
- La baja presión puede no mantener el material compacto, permitiendo que se produzca contracción.
-
Elección de materiales y propiedades
Los distintos plásticos se encogen de distintas maneras. Sorprendente, ¿verdad? Elegir un plástico que se encoge mucho sin ajustar el proceso causa problemas. Los polímeros cristalinos, por ejemplo, se encogen más que los amorfos debido a su estructura molecular.
Cómo abordar las marcas de contracción
Para resolver estos problemas se necesitan habilidades:
- Optimice el espesor de la pared: el espesor uniforme ayuda a enfriar de manera uniforme.
- Ajuste la presión de retención: encuentre la presión adecuada para su material y molde para contrarrestar la contracción.
- Selección de materiales: utilice materiales que se encojan menos o modifique su proceso para adaptarlo a ellos.
Estos consejos me ayudaron a crear productos no solo funcionales, sino también atractivos. Los diseñadores pueden reducir los defectos y ahorrar esfuerzo posteriormente. En industrias como la electrónica y la automovilística, esto es fundamental.
Para más información sobre los desafíos del moldeo, consulte otros problemas comunes, como rebabas o marcas de soldadura. El conocimiento mejora la calidad y ahorra tiempo.
El enfriamiento desigual provoca marcas de contracción en las piezas moldeadas.Verdadero
Las diferentes velocidades de enfriamiento en las secciones de las piezas provocan marcas de contracción.
La alta presión de sujeción aumenta la formación de marcas de contracción.FALSO
La alta presión reduce la contracción rellenando los huecos de manera eficaz.
¿Qué causa las marcas de soldadura en los componentes plásticos?
¿Alguna vez te preguntaste por qué aparecen esas molestas marcas de soldadura en tus piezas de plástico bellamente elaboradas?
Las marcas de soldadura aparecen donde los flujos de plástico fundido se unen dentro de un molde, creando una línea visible o una posible zona débil. Estas marcas suelen formarse cerca de núcleos o insertos a medida que el flujo de plástico se divide y se vuelve a unir.
Comprensión de las marcas de soldadura en el moldeo por inyección
Las marcas de soldadura se forman cuando dos o más corrientes de plástico fundido se unen en el molde durante el moldeo por inyección. Estas líneas aparecen porque, al encontrarse las corrientes, es posible que no se unan completamente debido a las variaciones de temperatura y velocidad, creando una costura visible. Esto puede ser especialmente evidente al moldear formas complejas con nervaduras o insertos de refuerzo.
Causas comunes
- Obstáculos en el molde: Imagine que está dirigiendo el tráfico y aparece un bloqueo repentino. Cuando el plástico fundido 4 encuentra obstáculos como núcleos o insertos, se rompe y luego intenta recomponerse, lo que podría formar marcas de soldadura.
- Frentes de flujo múltiples: Visualice un río con varios arroyos uniéndose en uno solo. En moldes que requieren múltiples puntos de inyección, diferentes frentes de flujo pueden fusionarse, lo que puede provocar marcas de soldadura si no se gestionan adecuadamente.
| Causa | Descripción |
|---|---|
| Obstáculos | Los flujos divergen alrededor de las inserciones y se recombinan de manera deficiente |
| Multiflujos | Convergencia de flujos de múltiples puertas |
Impactos en la calidad del producto
Las marcas de soldadura no solo afectan la apariencia; también pueden debilitar la resistencia de su producto. En estas líneas, la resistencia a la tracción y al impacto del producto puede verse comprometida. Imagine una impresionante carcasa de plástico para dispositivos electrónicos dañada por estas líneas. También surgen problemas estéticos, ya que las marcas de soldadura pueden ser visibles, especialmente en productos que requieren una alta calidad visual, como las carcasas de dispositivos electrónicos.
Reducción de marcas de soldadura
Afortunadamente, existen varias estrategias para minimizar las marcas de soldadura:
- Ajustar la configuración de inyección: al cambiar la velocidad y la presión de inyección, ayuda a garantizar que los flujos se encuentren a temperaturas y condiciones óptimas, minimizando las costuras visibles.
- Repensar el diseño de moldes: diseñar moldes con menos obstáculos o utilizar técnicas como la ventilación podría reducir las marcas de soldadura.
La implementación de estos métodos en el diseño de moldes 5 puede mejorar considerablemente la calidad y el rendimiento del producto. Explorar nuevos enfoques de diseño podría ser la clave para obtener productos moldeados más resistentes y de mejor aspecto.
Fenómenos relacionados
- Flash (Desbordamiento): ¿Alguna vez te sorprendió que el plástico se desbordara debido a demasiada presión o una sujeción débil?
- Marcas de contracción: esas molestas abolladuras causadas por un enfriamiento desigual o por la falta de presión de sujeción que estropean una superficie lisa.
Para comprender mejor estos temas, explorar los desafíos del moldeo por inyección 6 puede brindar consejos útiles para optimizar los procesos de producción y lograr excelentes resultados. Equilibrar aspectos como el diseño del molde y los ajustes de inyección es crucial para resolver adecuadamente estos problemas.
| Defecto relacionado | Causa clave | Impacto |
|---|---|---|
| Destello | Presión alta | bordes desiguales |
| Contracción | Problemas de refrigeración | Abolladuras superficiales |
Las marcas de soldadura se forman en la convergencia de los flujos plásticos.Verdadero
Las marcas de soldadura se producen cuando flujos separados de plástico fundido se encuentran y no logran unirse completamente.
Las marcas de soldadura solo afectan la apariencia de los componentes plásticos.FALSO
Las marcas de soldadura también pueden comprometer la resistencia a la tracción y al impacto de los productos.
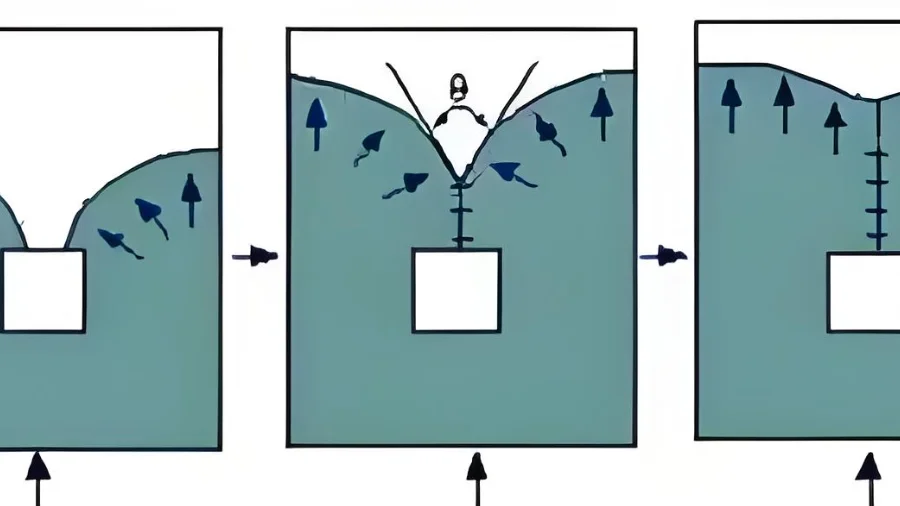
¿Cómo se pueden evitar las burbujas durante el moldeo?
¿Alguna vez intentaste darle forma a un objeto de plástico impecable y descubriste que burbujas molestas arruinaban todos tus esfuerzos?
Los materiales deben estar muy secos para evitar la formación de burbujas durante el moldeo. Controle cuidadosamente la velocidad de inyección. Una ventilación adecuada del molde es fundamental para reducir la cavitación. Esto ayuda a mejorar la calidad del producto. La calidad es fundamental.

Comprender las causas de las burbujas
Recuerdo mis inicios en la industria del molde, enfrentándome a esas molestas burbujas que aparecían justo cuando todo iba bien. Era como cocinar un suflé perfecto y verlo desmoronarse. Pero, como aprender una receta, saber qué causaba esas burbujas lo cambió todo.
Las burbujas, también conocidas como cavitación, suelen ser un problema para los diseñadores de moldes. Suelen deberse a la humedad, sustancias volátiles o un mal escape del molde. Imagina que quieres moldear algo bonito, pero los materiales no están completamente secos. ¿Qué ocurre entonces? La humedad se convierte en vapor durante el moldeo y se forman burbujas. O quizás configuraste la velocidad de inyección demasiado alta, atrapando aire en su interior de forma peligrosa.
Soluciones para prevenir la formación de burbujas
-
Preparación del material
- Siempre seco todos los materiales plásticos antes de usarlos. Es como secarse el pelo antes de peinarlo: muy necesario.
- Los secadores deshumidificadores ayudan a eliminar la humedad. Son mis herramientas favoritas.
-
Control de velocidad y presión de inyección
- El ajuste gradual de la velocidad ayuda a evitar que quede aire atrapado; es como verter refresco lentamente en un vaso para evitar burbujas.
- Ajuste la presión correctamente para evitar rebabas. Demasiada presión provoca bordes irregulares, como si el glaseado se desbordara de un pastel. ¡Demasiado glaseado!
-
Consideraciones sobre el diseño de moldes
- Los sistemas de ventilación permiten que escape el aire atrapado. Imagine abrir una ventana para que entre aire fresco.
- Los moldes con un espesor de pared uniforme garantizan un enfriamiento constante y evitan la contracción.
Tabla de ejemplo: Impacto de las burbujas en diferentes productos
| Tipo de producto | Impacto de las burbujas |
|---|---|
| Contenedores de plástico | Sellado comprometido |
| Carcasas electrónicas | Defectos de apariencia |
| Piezas de automoción | Resistencia y durabilidad reducidas |
Técnicas avanzadas para la prevención de burbujas
- Moldeo al vacío: El vacío elimina el aire y la humedad atrapados en la cavidad del molde. Imagínese usar una aspiradora para aspirar toda la suciedad.
- Moldeo por inyección asistido por gas: el gas empuja el plástico fundido contra las paredes del molde para minimizar la retención de aire.
Para aprender más, sugiero revisar las técnicas avanzadas de moldeo 7 para reducir defectos como las burbujas. Estos métodos pueden mejorar los resultados del producto y aumentar la eficiencia. Además, las revisiones periódicas del molde y la supervisión de los detalles de producción ayudan a reducir las burbujas y a mejorar la calidad del producto.
La humedad en los materiales provoca burbujas durante el moldeo.Verdadero
La humedad se convierte en vapor cuando se calienta, creando burbujas.
Aumentar la velocidad de inyección evita la formación de burbujas.FALSO
La velocidad excesiva puede atrapar aire y provocar más burbujas.
¿Qué causa inyecciones cortas en el proceso de moldeo?
¿Alguna vez has estado en tu taller, mirando un molde a medio terminar y sintiéndote desconcertado? ¿Qué pudo haber salido mal?
Las inyecciones cortas se producen durante el moldeo cuando la presión de inyección es demasiado baja o la velocidad de inyección es demasiado lenta. El flujo deficiente del material y la falta de ventilación también causan este problema. Estas razones impiden que el plástico llene completamente el molde. Solucionar estos problemas permite obtener productos completamente formados. Los productos completamente formados son importantes.
Presión y velocidad de inyección
Recuerdo un día que tuve problemas con las inyecciones cortas. Al principio, la presión parecía correcta, pero después de observar con atención, vi que la presión de inyección era demasiado baja para llenar el molde por completo. La baja presión de inyección retrasó todo el proceso.
Una de las principales causas de las inyecciones cortas es la presión de inyección insuficiente. El plástico fundido necesita la fuerza suficiente para llenar toda la cavidad del molde. Si la presión es demasiado baja o la velocidad de inyección lenta , el material podría no llegar a todas las partes del molde, lo que resultaría en productos incompletos. Ajustar estos parámetros puede reducir significativamente la incidencia de inyecciones cortas.
Fluidez del material
Una vez, con un plástico grueso, vi cómo su flujo deficiente impedía el relleno en diseños complejos. Al ajustar la temperatura, conseguimos un mejor flujo de este plástico resistente. Este paso es crucial cuando los diseños requieren rellenos precisos.
La fluidez del plástico fundido 9 es otro factor. Los materiales de alta viscosidad pueden tener dificultades para fluir a través de moldes con diseños complejos. Al utilizar estos materiales, optimizar la temperatura puede mejorar las características de flujo.
Ventilación de moho
Las rejillas de ventilación obstruidas me causaron muchos problemas. Una buena ventilación permite que el aire escape a medida que el molde se llena. Si las rejillas de ventilación están obstruidas o mal diseñadas, el aire se queda dentro, impidiendo el flujo de plástico y provocando disparos cortos.
Una ventilación adecuada es esencial para que el aire atrapado escape a medida que el molde se llena. Si las ventilaciones están bloqueadas o mal diseñadas, pueden crear bolsas de aire que obstruyen el flujo del plástico y provocan disparos cortos.
Preparación del material
Los materiales requieren una preparación adecuada para evitar problemas. Aprendí que los materiales que no se secan correctamente introducen humedad, lo que dificulta el flujo y causa burbujas.
Asegurarse de que los materiales estén bien preparados antes de su uso puede ayudar a mitigar estos problemas. Secar bien los pellets de plástico antes de usarlos evitará que el vapor de agua forme burbujas durante la inyección.
| Causa | Descripción |
|---|---|
| Baja presión de inyección | La fuerza insuficiente impide el llenado completo del molde. |
| Velocidad de inyección lenta | Los retrasos en el llenado dan lugar a zonas incompletas. |
| Mala fluidez del material | Los plásticos de alta viscosidad tienen dificultades para llegar a todas las partes del molde. |
| Ventilación inadecuada del moho | El aire atrapado obstruye el flujo de material, provocando llenados incompletos. |
| Preparación inadecuada del material | La humedad en los materiales forma burbujas y afecta las características del flujo. |
Soluciones prácticas
Usar una lista de verificación para la configuración del molde cambió mi vida; esto incluye verificar los ajustes de presión y preparar bien los materiales para reducir las inyecciones cortas.
Implementar una lista de verificación para la configuración del molde, que incluya ajustes de presión, calibraciones de velocidad y procesos de preparación del material, puede reducir considerablemente las inyecciones cortas.
La capacitación regular de los operadores mantiene a todos preparados para resolver problemas sobre las mejores prácticas y mejora la concienciación y la capacidad de resolución de problemas durante el proceso de moldeo.
Planificar con anticipación usando software de simulación 10 me ahorró muchas horas al detectar posibles problemas antes de la producción; es una forma proactiva que realmente mejora mi flujo de trabajo.
La baja presión de inyección provoca disparos cortos.Verdadero
La presión insuficiente impide que el plástico fundido llene completamente el molde.
La baja fluidez del material favorece el llenado del molde.FALSO
Los materiales de alta viscosidad dificultan el flujo, lo que genera llenados incompletos del molde.
¿Qué cambios de diseño pueden minimizar los defectos de moldeo por inyección?
Todos los diseñadores conocen los inconvenientes del moldeo por inyección. Estos fallos perjudican seriamente la calidad y la eficiencia del producto. Aquí hay algunas noticias positivas: los cambios de diseño inteligentes solucionan estos problemas directamente.
Los cambios estratégicos de diseño ayudan a reducir considerablemente los defectos en el moldeo por inyección. Optimizar la estructura del molde es un paso crucial. Ajustar el espesor de la pared es otro. Estos ajustes pueden reducir significativamente problemas como rebabas, marcas de contracción y líneas de soldadura.

Optimización de la estructura del molde
Recuerdo la primera vez que me enfrenté a defectos de rebaba 11 en mis diseños; sentía que perdía. Entonces, la fuerza de sujeción y las superficies de separación uniformes se convirtieron en mis aliados. Los ajustes adecuados evitan que el plástico fundido se desborde. Esto ahorra tiempo en el posprocesamiento y mantiene el producto con un aspecto pulido y liso.
| Defecto | Causa | Solución de diseño |
|---|---|---|
| Destello | Fuerza de sujeción del molde insuficiente | Aumente la fuerza de sujeción y garantice superficies uniformes |
Ajuste del espesor de la pared
Las marcas de contracción 12 me desconcertaron al principio de mi carrera. Un grosor de pared uniforme en los diseños elimina este problema. Con este cambio, es posible un enfriamiento uniforme, transformando el aspecto y la uniformidad de los productos. Fue una auténtica revolución.
Mejorar el flujo de materiales
Las marcas de soldadura 13 me frustraron: los puntos feos donde se unían los flujos de plástico. El rediseño de las rutas de flujo del molde ayudó a reducir obstáculos como los núcleos, lo que mejoró la resistencia y la apariencia.
Abordar la ventilación y la humedad
Las burbujas causadas por una ventilación deficiente o por la humedad eran una pesadilla. Mejores sistemas de ventilación fueron la solución, junto con el uso de materiales bien secos para minimizar estos defectos 14 El ajuste de la velocidad de inyección redujo la cavitación y los llenados incompletos, logrando que los productos estuvieran prácticamente libres de defectos.
Las revisiones periódicas de diseño, basadas en la retroalimentación de la producción, permiten gestionar eficazmente los defectos, mejorando la calidad del producto y agilizando la fabricación. Explorar estrategias de diseño con herramientas avanzadas ayuda a optimizar aún más los procesos de moldeo por inyección.
Aprovechamiento de herramientas de software avanzadas
El software CAD y de simulación moderno ha sido una revelación; predicen posibles defectos, lo que permite realizar ajustes que mejoran el flujo de material y reducen los tiempos de ciclo. El uso de estas soluciones de software durante el diseño ofrece una ventaja en la fabricación de productos de calidad.
Al implementar estos cambios de diseño, los fabricantes pueden mejorar la calidad de sus productos y reducir los costosos defectos en los procesos de moldeo por inyección. Consultar con expertos en moldeo por inyección 16 ofrece información valiosa para optimizar los diseños y minimizar los defectos, lo que le permite mantenerse a la vanguardia de la competencia.
Las superficies uniformes evitan defectos de rebaba.Verdadero
Asegurar superficies de separación uniformes evita que el plástico fundido se desborde, lo que reduce las rebabas.
El enfriamiento desigual reduce las marcas de contracción.FALSO
Un enfriamiento desigual provoca marcas de contracción; un espesor de pared uniforme garantiza un enfriamiento uniforme.
Conclusión
Este artículo explora defectos comunes en el moldeo por inyección, como rebabas, marcas de contracción, marcas de soldadura, burbujas e inyecciones cortas, detallando sus causas, impactos en la calidad del producto y soluciones para mejorarlas.
-
Descubra cómo la alta presión de inyección y los defectos en el diseño del molde contribuyen a la formación de rebabas. ↩
-
Explore técnicas para minimizar el destello a través de la configuración de la máquina y las mejoras en el diseño del molde. ↩
-
Descubra otros defectos típicos en el moldeo por inyección y aprenda cómo afectan a la calidad del producto. ↩
-
Descubra cómo los obstáculos en los diseños de moldes afectan el flujo de fusión y contribuyen a defectos como las marcas de soldadura. ↩
-
Explore las recomendaciones de expertos sobre estrategias de diseño de moldes para minimizar la formación de marcas de soldadura. ↩
-
Obtenga conocimientos sobre la gestión y resolución de problemas comunes de moldeo por inyección para lograr una mejor calidad del producto. ↩
-
Descubra métodos innovadores que mejoran la calidad del producto al reducir defectos comunes como las burbujas. ↩
-
Este enlace explica cómo las diferentes velocidades de inyección pueden influir en la calidad y la consistencia de los productos moldeados. ↩
-
Aprenda cómo la viscosidad del plástico fundido afecta el flujo dentro de los moldes y las técnicas para mejorarlo. ↩
-
Descubra cómo las herramientas de simulación pueden identificar de forma preventiva problemas en el proceso de moldeo. ↩
-
Aprenda cómo la sujeción adecuada del molde evita el desbordamiento del material, garantizando así la precisión del producto. ↩
-
Comprenda cómo el espesor de pared uniforme reduce las abolladuras y mejora la apariencia del producto. ↩
-
Descubra técnicas de diseño que mejoran el flujo de material para una mayor resistencia del producto. ↩
-
Descubra cómo los sistemas de ventilación mejorados minimizan las burbujas y las inyecciones cortas en los moldes. ↩
-
Conozca las características del software que mejoran la precisión y la eficiencia del diseño. ↩
-
Conéctese con expertos para obtener conocimientos más profundos sobre las estrategias de reducción de defectos. ↩






