

Conseguir la contracción correcta en el moldeo por inyección es como dar en el blanco constantemente. Requiere precisión y un poco de conocimiento.
La contracción en el moldeo por inyección se calcula mediante la fórmula: Contracción = (Dimensión del molde – Dimensión de la pieza) / Dimensión del molde, lo que ayuda a predecir los cambios de tamaño durante el enfriamiento para un ajuste preciso del producto final.
Recuerdo la primera vez que abordé la contracción en mis diseños; parecía un rompecabezas sin resolver. La fórmula es sencilla, pero el verdadero desafío reside en variables como los tipos de materiales y las complejidades del molde. Con los años, he aprendido que comprender estos matices puede determinar el éxito o el fracaso de un proyecto. Así que exploremos cómo los diferentes factores influyen en la contracción y cómo puedes dominarlos para asegurar que tus diseños sean siempre perfectos.
La fórmula de contracción es universal para todos los plásticos.FALSO
Los distintos materiales tienen índices de contracción únicos que afectan la fórmula.
El diseño del molde influye en la contracción en el moldeo por inyección.Verdadero
El diseño del molde influye en las tasas de enfriamiento, lo que afecta las dimensiones de las piezas.
- 1. ¿Qué factores afectan la contracción en el moldeo por inyección?
- 2. ¿Cómo afecta la elección del material adecuado a la contracción en la fabricación?
- 3. ¿Cuáles son los errores comunes al calcular la contracción?
- 4. ¿Cómo se puede optimizar el diseño del molde para lograr una contracción mínima?
- 5. ¿Qué herramientas y software pueden ayudar a predecir la contracción con precisión?
- 6. Conclusión
¿Qué factores afectan la contracción en el moldeo por inyección?
¿Alguna vez sentiste que la pieza de plástico que diseñaste cuidadosamente tenía vida propia y se negaba a encajar perfectamente?
La contracción en el moldeo por inyección está influenciada por el tipo de material, el diseño del molde y las condiciones de procesamiento, que juntos determinan el grado de contracción a medida que la pieza se enfría y se solidifica.

Cuando empecé con el moldeo por inyección, me sorprendió la cantidad de ciencia y arte que implica garantizar que una pieza salga perfecta. Es como cocinar un plato complejo donde cada ingrediente y paso debe ser perfecto.
Tipo de material y propiedades
Algo que he aprendido en innumerables proyectos es que no todos los plásticos son iguales. El material que elijas puede determinar el éxito o el fracaso de tu diseño, literalmente. Los polímeros cristalinos como el polietileno tienden a encogerse más que los amorfos como el policarbonato. Recuerdo un proyecto en el que cambiamos de material a mitad del proceso, y la diferencia en las tasas de contracción fue reveladora. Comprender las propiedades térmicas del material es crucial para evitar sorpresas desagradables.
| Material | Tasa de contracción |
|---|---|
| Polietileno | Alto |
| Policarbonato | Bajo |
| Nylon | Medio |
La selección del material 1 juega un papel vital en este proceso.
Consideraciones sobre el diseño de moldes
Ah, el diseño de moldes, donde la magia realmente surge. Al principio de mi carrera, aprendí a las malas cómo un grosor desigual de las paredes podía deformar las piezas. Es como hornear un pastel: si la masa no se extiende uniformemente, el postre queda desnivelado. Asegurar un grosor uniforme de las paredes ayuda a lograr una contracción uniforme, lo que significa menos dolores de cabeza a largo plazo.
Otro truco es la colocación estratégica de los sistemas de refrigeración 2. Piensa en ello como si le dieras a tu pastel un enfriamiento uniforme antes de glasear; mantiene todo en su lugar.
Condiciones de procesamiento
Las condiciones de procesamiento pueden parecer técnicas, pero son básicamente los diales y perillas que se ajustan para obtener resultados perfectos. Ajustar parámetros como la velocidad de inyección, la presión y la temperatura puede influir enormemente en la contracción. Por ejemplo, una mayor presión de inyección puede compactar más material en el molde, reduciendo la contracción, de forma similar a comprimir un resorte.
He visto a equipos utilizar herramientas avanzadas de ingeniería asistida por computadora (CAE) para simular estas condiciones, lo que permite realizar ajustes precisos que ahorran tiempo y dinero a largo plazo. Ajustar la velocidad de inyección 3 es otro enfoque inteligente que puede ayudar a solucionar los defectos relacionados con la contracción.
Al considerar todos estos elementos en conjunto, queda claro que comprenderlos no se trata solo de conseguir una pieza que encaje, sino de dominar un arte que combina creatividad y precisión. Al optimizar estos factores, podemos garantizar que nuestros diseños no solo cumplan con los estándares de calidad, sino que también deleiten a los clientes con su fiabilidad y rendimiento. Eso es lo que hace que este campo sea tan emocionante y gratificante.
El policarbonato tiene una tasa de contracción mayor que el polietileno.FALSO
El policarbonato tiene una tasa de contracción menor en comparación con el polietileno.
Un espesor de pared desigual puede provocar contracción diferencial.Verdadero
Un espesor desigual de la pared provoca un enfriamiento inconsistente, lo que causa deformaciones.
¿Cómo afecta la elección del material adecuado a la contracción en la fabricación?
¿Alguna vez has elegido el material equivocado para un proyecto y has terminado con un producto defectuoso y deformado? Yo sí, y esto me ha enseñado lo crucial que es la elección del material para gestionar la merma durante la fabricación.
Elegir el material adecuado es crucial en la fabricación para controlar las tasas de contracción, ya que los materiales con mayor expansión térmica pueden provocar una mayor contracción. Comprender las propiedades del material garantiza resultados dimensionales precisos.

Propiedades de los materiales y su influencia
Permítanme recordarles una época en la que trabajaba en el diseño de un pequeño lote de carcasas para dispositivos electrónicos. Creía tenerlo todo resuelto hasta que noté que las dimensiones eran ligeramente diferentes. Resultó que el material que había elegido tenía tasas de contracción más altas de lo esperado. Esto me enseñó, por las malas, que diferentes materiales, como el polipropileno ( PP ) y el acrilonitrilo butadieno estireno ( ABS ), se comportan de forma diferente debido a sus estructuras moleculares .
| Material | Tasa de contracción |
|---|---|
| Polipropileno | 1.5% – 2.0% |
| abdominales | 0.5% – 0.7% |
El PP , por ejemplo, tiene una menor densidad y un mayor coeficiente de expansión térmica, lo que significa que se contrae más al enfriarse. Esto fue un punto de inflexión para mí a la hora de elegir los materiales adecuados para proyectos que exigían precisión.
Impacto de la tasa de enfriamiento
También he aprendido que no se trata solo de los materiales, sino de cómo se enfrían. Recuerdo una ocasión en la que aceleramos la producción de un lote, enfriándolo demasiado rápido. Las tensiones internas resultantes causaron deformaciones inesperadas. Materiales como el poliestireno requieren una gestión cuidadosa del enfriamiento para evitar estos problemas.
En el moldeo por inyección, controlar la temperatura del molde es crucial para reducir la contracción diferencial y garantizar la uniformidad en todos los productos. Este consejo me ha ahorrado innumerables dolores de cabeza en mis proyectos.
Estudio de caso: EVA vs. resina
Hay una anécdota sobre cuando me pidieron que eligiera entre etileno-acetato de vinilo (EVA) y resina para una nueva línea de productos. La flexibilidad del EVA parecía ideal para suelas de zapatos, pero conllevaba una mayor contracción.
| Material | Solicitud | Contracción |
|---|---|---|
| EVA | Suelas de zapatos | Alto |
| Resina | Artefactos | Bajo |
La resina, por otro lado, ofrecía una mayor estabilidad dimensional, ideal para artefactos que requieren precisión, pero carecía de la flexibilidad del EVA.
Esta experiencia me enseñó que comprender estas características es vital para alinear la elección del material con los objetivos de producción y los requisitos funcionales.
Por eso, ahora, al tomar decisiones sobre el material, recuerdo estas lecciones e historias. Me recuerdan que la elección correcta puede mejorar drásticamente tanto el proceso como el rendimiento del producto.
El polipropileno tiene una tasa de contracción mayor que el ABS.Verdadero
La tasa de contracción del polipropileno es del 1,5% al 2,0%, mayor que la del ABS, del 0,5% al 0,7%.
Un enfriamiento más rápido reduce las tensiones internas en los materiales.FALSO
Un enfriamiento más rápido aumenta las tensiones internas, lo que genera imprecisiones dimensionales.
¿Cuáles son los errores comunes al calcular la contracción?
¿Alguna vez te han sorprendido los errores de diseño por contracción? A mí sí, y me han enseñado mucho a evitar errores costosos.
Los errores comunes en el cálculo de la contracción implican descuidar las propiedades del material, los impactos ambientales y las variaciones del proceso, lo que provoca imprecisiones en el diseño.

Pasar por alto las propiedades de los materiales
Recuerdo uno de mis primeros proyectos en el que subestimé el coste que podría suponer ignorar las propiedades de los materiales. Trabajaba con plásticos, asumiendo que sus tasas de contracción eran similares a las de los metales. ¡Me equivoqué muchísimo! Cada material se comporta de forma diferente bajo tensión y calor, y no tener en cuenta estos matices resultó en un lote de piezas que simplemente no encajaban bien. Es fundamental conocer los materiales a la perfección.
| Tipo de material | Tasa de contracción típica (%) |
|---|---|
| Plástico | 1.5 – 2.0 |
| Metal | 0.5 – 1.0 |
| Goma | 2.5 – 3.5 |
Ignorar los factores ambientales
Nunca olvidaré la vez que ignoré el impacto de las condiciones ambientales en mis diseños. Era un verano húmedo y el almacén era una sauna. Mis diseños eran perfectos en teoría, pero en la práctica, fueron un desastre debido a variaciones inesperadas en la contracción. Desde entonces, siempre he tenido en cuenta la temperatura y la humedad, y a menudo realizo pruebas en un entorno controlado 5 para evitar tales fiascos.
Descuidar las variaciones del proceso
En un proyecto, me di cuenta de que incluso pequeños cambios en el proceso de fabricación podían generar discrepancias significativas en los resultados de contracción. Diferentes velocidades de inyección o tiempos de enfriamiento pueden desbaratar todo el diseño. Llevar un registro detallado de estas variables e incluirlas en mis cálculos fue un cambio radical para mí.
Comunicación inadecuada con los proveedores
Aprendí a las malas que una comunicación clara con los proveedores es fundamental. En una ocasión, debido a un malentendido, recibí un lote de materiales con especificaciones diferentes a las esperadas. Fue un error costoso que podría haberse evitado si se hubiera asegurado de que todos los detalles estuvieran claros desde el principio. Colaborar estrechamente con los proveedores ahora me proporciona información que me ayuda a refinar mis diseños y optimizar los cálculos .
Cada paso del proceso de cálculo requiere una documentación meticulosa y medidas de control de calidad 7. Esto es lo que mantiene las tasas de merma predecibles y precisas, ayudándome a evitar costosos errores de producción. Este enfoque metódico se ha convertido en algo natural para mí con los años.
La tasa de contracción del plástico es mayor que la del metal.Verdadero
El plástico normalmente se contrae entre un 1,5 y un 2,0 %, mientras que el metal se contrae entre un 0,5 y un 1,0 %.
Los factores ambientales no tienen impacto en las tasas de contracción.FALSO
La temperatura y la humedad afectan significativamente las tasas de contracción del material.
¿Cómo se puede optimizar el diseño del molde para lograr una contracción mínima?
¿Alguna vez te has preguntado por qué tus piezas moldeadas por inyección no encajan como esperabas? ¡La contracción podría ser la causa! Veamos cómo abordo el diseño de moldes para controlar la contracción.
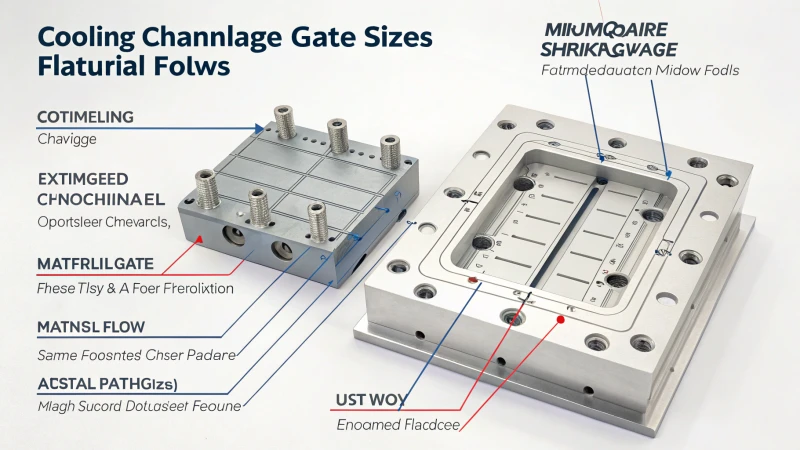
Optimice el diseño del molde para lograr una contracción mínima garantizando condiciones de procesamiento precisas, seleccionando materiales apropiados y ajustando elementos del molde, como el tamaño de la compuerta y los canales de enfriamiento, para mantener las dimensiones y la calidad previstas.
Comprensión de la contracción en el moldeo por inyección
Recuerdo la primera vez que me topé con problemas de contracción; fue una verdadera revelación. Las piezas salieron más pequeñas de lo esperado y no tenía ni idea de por qué. Fue entonces cuando aprendí sobre la contracción: la sutil reducción de tamaño que se produce al enfriarse una pieza moldeada. Se trata de la contracción térmica de los polímeros al solidificarse. Familiarizarse con las propiedades de los materiales 8 es fundamental, ya que cada polímero se comporta de forma diferente.
Factores clave que afectan la contracción
-
Selección de materiales : Elegir el polímero adecuado puede ser como elegir un postre: cada uno tiene sus propias características. Si la precisión es lo suyo, opte por materiales con baja contracción. Una tabla de contracción de materiales 9 puede ser su mejor aliado.
-
Condiciones de procesamiento:
- Temperatura de fusión : Imagina intentar hornear un pastel a la temperatura incorrecta. ¡Un desastre, ¿verdad? Mantener la temperatura de fusión correcta minimiza las variaciones de contracción.
- Presión de embalaje : Piense en ello como si estuviera llenando una maleta; la presión adecuada garantiza que todo permanezca en su lugar mientras se enfría.
-
Elementos de diseño de moldes:
- Diseño de la compuerta : En una ocasión, probé una compuerta más pequeña para ahorrar material, pero el flujo resultó desigual. Las compuertas más grandes pueden contribuir a un flujo uniforme y a una distribución de la presión más uniforme.
- Canales de enfriamiento : Los canales de enfriamiento diseñados adecuadamente son como un buen aire acondicionado en un día caluroso: esenciales para un enfriamiento uniforme y para minimizar la contracción diferencial.
| Elemento de diseño | Impacto en la contracción |
|---|---|
| Tamaño de la puerta | Las compuertas más grandes reducen la variación de contracción |
| Canales de enfriamiento | El enfriamiento uniforme minimiza el diferencial |
Técnicas avanzadas de optimización
-
Simulación CAE : Antes de lanzarme de lleno a la producción, recurro a simulaciones de ingeniería asistidas por computadora. Es como tener una bola de cristal para predecir y ajustar virtualmente los problemas de merma. Esto ahorra tiempo y recursos al permitir ajustar variables sin costosos ensayos y errores.
-
Prototipado : Probar diferentes diseños de moldes mediante prototipos es como ser un detective que junta pistas. Este enfoque práctico ayuda a refinar el diseño antes de la producción a gran escala, lo que garantiza que minimizamos los defectos y mejoramos la calidad del producto.
Al considerar estos factores y aprovechar herramientas avanzadas, puede minimizar eficazmente los defectos 10 y garantizar que sus proyectos de diseño de moldes brinden resultados de primer nivel.
Las puertas más grandes reducen la variación de contracción.Verdadero
Las compuertas más grandes permiten una distribución uniforme del flujo y la presión, minimizando la variación.
Una temperatura de fusión más alta disminuye la contracción.FALSO
Las temperaturas de fusión más altas pueden aumentar la contracción debido a una mayor contracción térmica.
¿Qué herramientas y software pueden ayudar a predecir la contracción con precisión?
Cuando empecé en el diseño de moldes, la contracción era como una sombra acechante en cada proyecto. Por suerte, ahora existen herramientas que arrojan luz sobre este desafío.
Herramientas como Autodesk Moldflow, Siemens NX y SolidWorks Plastics predicen con precisión la contracción al ofrecer simulaciones detalladas, lo que ayuda a minimizar errores y optimizar la producción.
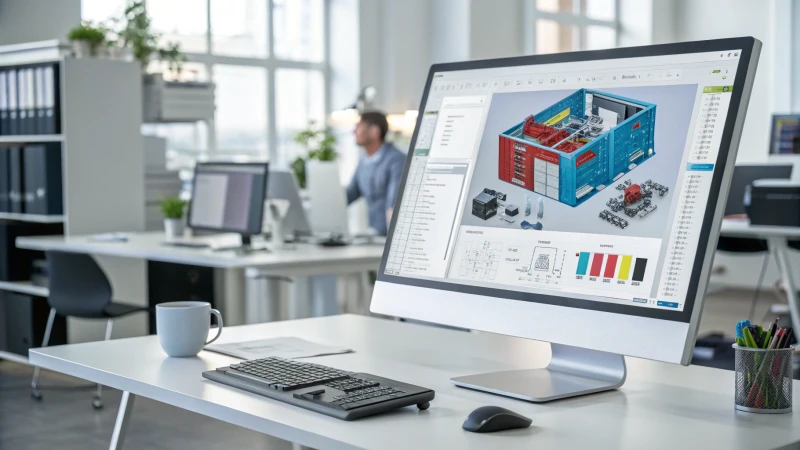
Herramientas líderes para la predicción de mermas
Recuerdo que al principio de mi carrera me sentía como si estuviera luchando contra un oponente invisible cada vez que la contracción aparecía. Pero entonces descubrí algunas herramientas increíbles que se convirtieron en mi arsenal de referencia:
| Nombre de la herramienta | Características principales |
|---|---|
| Autodesk Moldflow11 | Capacidades de simulación avanzadas para moldeo por inyección de plástico. |
| Siemens NX | Suite completa con simulación multifísica. |
| Plásticos SolidWorks12 | Interfaz fácil de usar con herramientas de análisis robustas. |
Autodesk Moldflow13
Autodesk Moldflow ha sido revolucionario para mí gracias a sus avanzadas funciones de simulación 14. Me permite predecir el comportamiento de los materiales en diferentes condiciones, reduciendo la contracción y la deformación. ¡Es como tener una bola de cristal para mis diseños!
Siemens NX
Siemens NX ofrece un conjunto completo de herramientas de simulación 15 que integran análisis multifísicos. Esto es perfecto para aquellos desafíos de diseño complejos donde la contracción requiere un control riguroso, casi como una navaja suiza de ingeniería.
Plásticos SolidWorks16
SolidWorks Plastics combina una interfaz intuitiva con potentes herramientas de análisis. Me permite simular el flujo del plástico y predecir la contracción eficazmente, lo que hace que mi proceso de diseño sea más fluido y eficiente.
Aprovechar el análisis predictivo
El análisis predictivo se ha convertido en mi arma secreta para gestionar las pérdidas. Con soluciones de software que utilizan el análisis de datos, puedo detectar patrones y tendencias que no son visibles a simple vista.
Software de análisis predictivo17
Al integrar software de análisis predictivo en mi flujo de trabajo, puedo prever posibles problemas de merma antes de que ocurran. Este enfoque proactivo me permite implementar medidas que previenen los problemas.
Comprender las características de estas herramientas es crucial, ya que varían según las necesidades específicas y los requisitos del sector. Al examinar detenidamente las ofertas de cada herramienta, puedo determinar cuál se adapta mejor a mis operaciones. La clave está en encontrar una solución que se ajuste tanto a las especificaciones técnicas como a los objetivos del negocio. Esto no solo mejora la precisión del diseño, sino que también reduce significativamente los costes asociados a errores de merma.
Para encontrar la solución ideal para mis necesidades de fabricación, exploro la gran variedad de opciones disponibles, garantizando una integración fluida que impulsa la productividad y la rentabilidad. Consultar con expertos del sector o probar las funcionalidades mediante versiones de prueba me ayuda a decidir antes de una implementación a gran escala. Adoptar las herramientas adecuadas me ha permitido lograr procesos de producción más precisos y mejores resultados en el desarrollo de productos.
Autodesk Moldflow predice la contracción en el moldeo de plástico.Verdadero
Autodesk Moldflow es conocido por sus capacidades de simulación avanzadas para predecir la contracción.
SolidWorks Plastics carece de herramientas de análisis robustas.FALSO
SolidWorks Plastics es conocido por sus potentes herramientas de análisis en la predicción de contracción.
Conclusión
Esta guía explica cómo calcular la contracción en el moldeo por inyección, haciendo hincapié en la selección del material, el diseño del molde y las condiciones de procesamiento para garantizar dimensiones precisas y minimizar los defectos.
-
Explore las propiedades del material cruciales para comprender las tasas de contracción en el moldeo por inyección. ↩
-
Descubra cómo los sistemas de enfriamiento influyen en la contracción al controlar las tasas de enfriamiento. ↩
-
Aprenda a optimizar la velocidad de inyección para reducir los defectos relacionados con la contracción. ↩
-
Este enlace proporciona una comparación detallada de las estructuras moleculares entre PP y ABS, lo que le ayudará a comprender su impacto en la contracción. ↩
-
Aprenda cómo las fluctuaciones de temperatura influyen en las tasas de contracción y por qué los entornos controlados son esenciales para la precisión. ↩
-
Descubra estrategias de comunicación efectivas con los proveedores para garantizar especificaciones precisas de los materiales. ↩
-
Explore técnicas de control de calidad que mejoran la precisión de los cálculos de contracción. ↩
-
Explore las propiedades de los materiales para comprender su impacto en las tasas de contracción, lo que ayudará en la selección de materiales adecuados para su diseño. ↩
-
Un gráfico de contracción de material proporciona información detallada sobre las tasas de contracción esperadas de varios polímeros, lo que ayuda en la selección precisa del material. ↩
-
Aprenda estrategias para reducir defectos en los procesos de moldeo por inyección, garantizando resultados de producción de alta calidad. ↩
-
Descubra las funciones de simulación avanzadas de Autodesk Moldflow para optimizar el moldeo por inyección de plástico. ↩
-
Explore la interfaz intuitiva y las potentes capacidades de análisis de SolidWorks Plastics. ↩
-
Descubra las funciones de simulación avanzadas de Autodesk Moldflow para optimizar el moldeo por inyección de plástico. ↩
-
Descubra las funciones de simulación avanzadas de Autodesk Moldflow para optimizar el moldeo por inyección de plástico. ↩
-
Conozca las herramientas de simulación integrales de Siemens NX para desafíos de diseño complejos. ↩
-
Explore la interfaz intuitiva y las potentes capacidades de análisis de SolidWorks Plastics. ↩
-
Encuentre soluciones de software de análisis predictivo que pronostican problemas de merma en la fabricación. ↩






