Encontrar el ángulo ideal para la liberación del elevador en el moldeo por inyección parece ser una tarea diferente cada vez. Cada cálculo es único.
Para determinar el ángulo de liberación de un elevador de molde de inyección, examine factores como la contracción del material, la profundidad del producto y el movimiento del elevador. Considere los cambios de tamaño y forma al enfriarse los materiales. Utilice fórmulas probadas para encontrar un ángulo que permita que el producto se libere fácilmente. Incluya las características del material y las necesidades del diseño en sus cálculos.
La fórmula es solo el comienzo. Cada proyecto es diferente y requiere mucha atención. Los materiales, como el polipropileno, cambian mucho las cosas. Una vez tuve que ajustar mucho los ángulos para evitar que se pegaran, ya que el polipropileno se encoge mucho. Los diseños profundos son complicados. La profundidad obliga a recalcular los ángulos para lograr una liberación suave. Verificar el tamaño y el movimiento del elevador es crucial. Los pequeños detalles pueden sorprender. Una vez, un elevador se movió mal, casi causando un problema. Ahora, siempre reviso estos tamaños. Las formas complejas pueden parecer difíciles. Dividirlas en partes más simples ayuda. Es como resolver un rompecabezas. Usar software CAD o un molde de prueba podría reducir los problemas posteriores.
Los materiales con mayor contracción necesitan un ángulo de liberación más pequeño.FALSO
Los materiales con mayor contracción necesitan un ángulo de liberación mayor para evitar que se adhieran.
Las formas de broches complejas requieren simulación para obtener ángulos precisos.Verdadero
La simulación ayuda a optimizar los ángulos de las formas complejas debido a posibles interferencias.
- 1. ¿Cómo afectan los ángulos de liberación del elevador al moldeo por inyección?
- 2. ¿Cómo afectan las propiedades del material a los cálculos del ángulo de liberación del elevador?
- 3. ¿Por qué la forma y el tamaño del producto son cruciales para determinar los ángulos de liberación?
- 4. ¿Cómo corrijo las dimensiones del elevador y la carrera de movimiento?
- 5. ¿Cómo puedo acomodar formas de hebilla complejas en los cálculos de ángulos?
- 6. Conclusión
¿Cómo afectan los ángulos de liberación del elevador al moldeo por inyección?
Los ángulos de liberación del elevador a menudo parecen técnicos. Sin embargo, son los héroes ocultos de una extracción suave del producto. Estos ángulos ayudan a que los productos salgan sin problemas. Realmente juegan un papel importante.
Los ángulos de liberación del elevador facilitan un desmoldeo suave durante el moldeo por inyección. El tipo de material influye en estos ángulos. La forma y el tamaño del producto también son importantes. La carrera del elevador también influye en los ángulos.
Comprensión de los ángulos de liberación del elevador
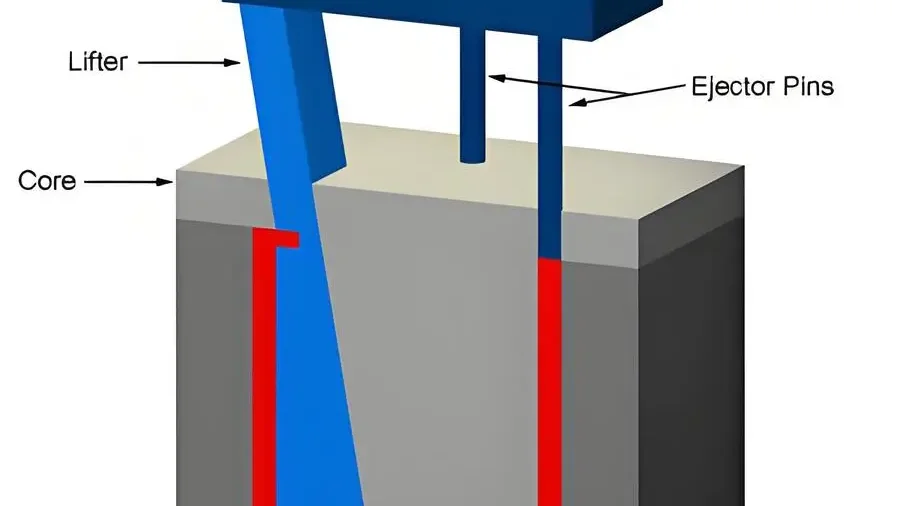
Los ángulos de liberación del elevador desempeñan un papel fundamental en el moldeo por inyección, ya que facilitan la liberación fluida de los productos de los moldes. Su objetivo principal es evitar que el producto se adhiera al elevador, lo cual puede dañar tanto el producto como el molde. La magnitud del ángulo de liberación está estrechamente relacionada con factores como el material, la forma y el tamaño del producto, así como con la carrera del elevador.
Asuntos materiales
Cada plástico se comporta de forma única. Por ejemplo, los materiales con alta tasa de contracción, como el polipropileno ( PP ), requieren un ángulo de desmoldeo mayor para garantizar un desmoldeo suave. Normalmente, el PP tiene una tasa de contracción de entre el 1,0 y el 2,5 %. Los principiantes deben conocer bien estas características del material, ya que es crucial. Para saber más sobre cómo las propiedades del material afectan el diseño del molde, explore las propiedades del material en el moldeo 1 .
Forma y tamaño del producto
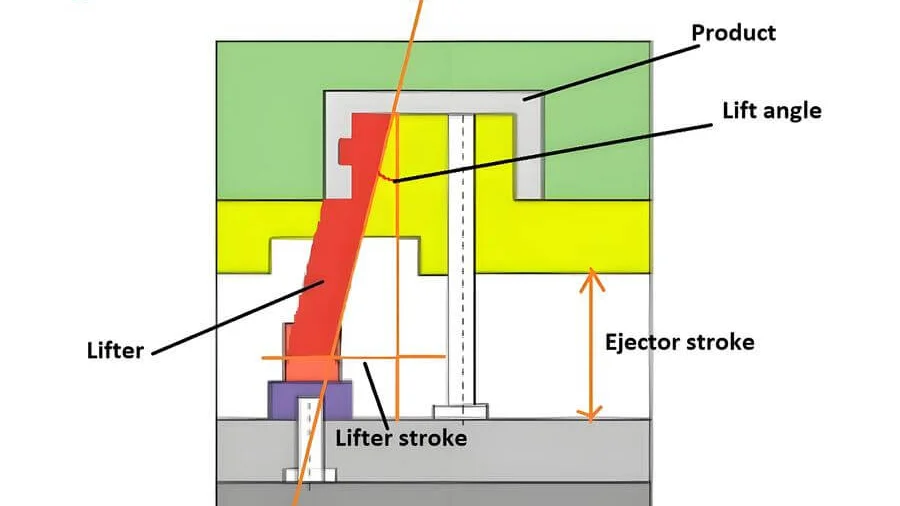
La geometría del producto influye significativamente en el ángulo de liberación requerido. Los productos más profundos, como las formas cilíndricas de más de 50 mm de profundidad, requieren un mayor ángulo de liberación del elevador. Una fórmula empírica común es tan a = S/H, donde S es el recorrido horizontal del elevador y H es la profundidad del producto. Por ejemplo, si un producto tiene 100 mm de profundidad y el elevador se mueve 5 mm, entonces:
- Alto = 100 mm
- S = 5 mm
- Por lo tanto, a≈2,86°.
Se deben realizar ajustes para aumentar este ángulo a al menos 3° para obtener salidas más suaves.
Ajustes para diseños complejos
Las formas complejas plantean desafíos en los cálculos, que deben considerar las dimensiones del elevador y el recorrido del movimiento. Diseños como las hebillas invertidas son difíciles de calcular con precisión sin herramientas o software precisos.
Por ejemplo:
- Si la profundidad de la hebilla invertida es de 5 mm,
- El ancho horizontal es de 20 mm,
- Y el ancho del elevador es de 10 mm,
entonces: tan a≥5/(20-10)=0,5
Esto significa: ≥arctan(0,5)=26,6°
La precisión en los cálculos previene problemas; por lo tanto, el uso de software CAD para simulación y verificación puede ser beneficioso para diseños complejos. Descubra cómo CAD ayuda a calcular estos parámetros con precisión.
Al comprender estos principios y consideraciones, se puede garantizar un desmoldeo de productos eficiente y sin defectos en los procesos de moldeo por inyección.
El ángulo de liberación del elevador afecta el desprendimiento del producto del molde.Verdadero
El ángulo de liberación del elevador es crucial para una expulsión suave del producto de los moldes.
Todos los plásticos requieren el mismo ángulo de liberación del elevador.FALSO
Los distintos plásticos tienen diferentes niveles de contracción y fricción, lo que afecta los ángulos de liberación.
¿Cómo afectan las propiedades del material a los cálculos del ángulo de liberación del elevador?
Las propiedades del material son vitales para comprender los ángulos de liberación del elevador. Afectan la eficiencia y la calidad de los productos moldeados por inyección. Estas propiedades son muy importantes.
Las propiedades del material, como la tasa de contracción y los coeficientes de fricción, son muy importantes. Estas características afectan los ángulos de liberación del elevador. Una mayor contracción requiere ángulos mayores. Una alta fricción también requiere ángulos mayores. Los ángulos mayores evitan la adherencia y facilitan un desmoldeo suave.
Comprensión de las tasas de contracción del material
Recuerdo mi primer proyecto con polipropileno ( PP ). Las tasas de contracción variaban del 1,0 % al 2,5 %. Esto me enseñó a cambiar los ángulos de desmoldeo. Era como hornear pan sin saber cuánto subiría. Sin un ángulo de desmoldeo mayor, desmoldar el producto con suavidad sería difícil. Sería como despegar una pegatina sin dejar rastro.
Uno de los aspectos fundamentales para calcular los ángulos de liberación del elevador es comprender la tasa de contracción del material 3 . Materiales como el polipropileno ( PP ), conocidos por sus significativas tasas de contracción que oscilan entre el 1,0 % y el 2,5 %, requieren un ajuste cuidadoso de los ángulos de liberación.
Coeficientes de fricción y sus efectos
Los coeficientes de fricción pueden ser complicados. Aprendí esto trabajando con materiales pegajosos. Se adhieren a los elevadores como un niño pequeño a su juguete favorito. La alta fricción significaba que necesitaba un ángulo de liberación más amplio. Encontré maneras de reducir esta adherencia. Esto garantizaba que los productos se desmoldaran fácilmente. Era como si dos viejos amigos se despidieran después de una larga noche.
El coeficiente de fricción de un material es otro factor crítico en el diseño de moldes y elevadores, lo que requiere ajustes en el ángulo de liberación para una expulsión suave.
Consideraciones geométricas para los ángulos de liberación
La geometría siempre fue mi punto fuerte. Diseñar productos añadía complejidad. Los productos más profundos, de más de 50 mm, requerían cálculos especiales. La fórmula tan a=S/H fue muy útil. La usé para un diseño cilíndrico donde el ángulo de lanzamiento debía ser superior a 3°. Era como encontrar el punto exacto en un dardo.
La geometría del producto también juega un papel importante a la hora de determinar los ángulos de liberación adecuados, especialmente para artículos más profundos que superan ciertas profundidades.
Abordar hebillas con formas complejas
Las formas complejas parecían rompecabezas. Las descomponía en partes más simples para calcular ángulos. El software CAD a menudo me ayudaba; actuaba como un ayudante que me mostraba posibles condiciones de interferencia tan impredecibles como los cambios climáticos.
Al trabajar con formas complejas, los ingenieros pueden necesitar descomponerlas en formas geométricas más simples y confiar en simulaciones de software CAD 4 para refinar estos cálculos.
El PP requiere un ángulo de liberación mayor debido a la alta contracción.Verdadero
El polipropileno tiene una alta tasa de contracción, lo que requiere un ángulo de liberación mayor.
El ancho del elevador afecta el cálculo del ángulo de liberación requerido.Verdadero
El ancho del elevador y su recorrido de movimiento influyen en el ángulo de liberación necesario.
¿Por qué la forma y el tamaño del producto son cruciales para determinar los ángulos de liberación?
¿Alguna vez has horneado un pastel y has tenido problemas para desmoldarlo? Esto es similar a cómo funcionan las formas y los ángulos de desmoldado en el moldeo.
La forma y el tamaño del producto son muy importantes para los ángulos de desmoldeo. Influyen considerablemente en la facilidad con la que un producto sale del molde. Las formas más grandes o complejas suelen requerir mayores ángulos de desmoldeo. Esto ayuda a evitar que se pegue. Una expulsión fluida es fundamental.
La importancia del material del producto
Recuerdo la primera vez que intenté hacer velas en casa. Usé varias ceras y enseguida comprendí que el material es muy importante. En el moldeo por inyección, materiales como el polipropileno tienen índices de contracción específicos y una forma de rozar con las superficies. Por ejemplo, los materiales que se encogen mucho o rozan con fuerza necesitan un ángulo de liberación mayor para evitar que se atasquen al retirarlos.
Pensamientos sobre forma y tamaño
Piense en las velas altas y delgadas que creé. Cuando los productos son profundos, como cilindros de más de 50 mm, el ángulo de liberación requiere un análisis minucioso. Una fórmula útil ayuda a calcular los ángulos según la profundidad H y el recorrido S del elevador. Para una profundidad de 100 mm y un recorrido de 5 mm, puede ver un ángulo de aproximadamente 2,86°. Ajustarlo a 3° o más puede ayudar a que funcione sin problemas.
Formas complejas: cálculos y pruebas
Cuando empecé a fabricar jabones con diseños detallados, descomponía los patrones complejos en partes más simples. En el diseño de productos, las formas complejas de los cierres también deben descomponerse para calcular mejor los ángulos. Las simulaciones o los moldes de prueba comprueban estos ángulos con herramientas CAD para asegurar su correcto ajuste, especialmente en el caso de formas irregulares.
Considerando las dimensiones del elevador
Diseñar elevadores es como resolver un rompecabezas. Implica colocar las piezas correctamente. Su tamaño y movimiento son clave. Se deben considerar el ancho w y el movimiento horizontal s para evitar colisiones durante la liberación. El ángulo de liberación α debe cumplir la condición tan a = h/(bw) para un desprendimiento suave. Esto es crucial para diseños complejos como hebillas invertidas, donde los cálculos del ángulo 5 deben coincidir con la capacidad del elevador.
Se necesitan ángulos de liberación más grandes para productos más profundos.Verdadero
Los productos más profundos requieren ángulos más grandes para garantizar un desmoldeo suave.
Todos los materiales plásticos tienen los mismos requisitos de ángulo de liberación.FALSO
Los diferentes materiales tienen diferentes niveles de contracción y fricción, lo que afecta los ángulos.
¿Cómo corrijo las dimensiones del elevador y la carrera de movimiento?
¿Alguna vez has pensado en cómo el tamaño correcto de los elevadores determina el éxito del diseño de tu molde? Las dimensiones adecuadas son cruciales. Determinan el éxito o el fracaso del diseño.
Corregir los cálculos de las dimensiones del elevador implica encontrar el ángulo de liberación óptimo. Esto depende del material, la forma y la carrera del elevador. El elevador debe liberar el producto del molde con suavidad. Esto es fundamental.

Comprensión de los ángulos de liberación del elevador
Cuando empecé con los moldes, enseguida vi cómo el ángulo de desmoldeo lo cambiaba todo. Es como un pequeño truco que facilita el desmoldeo de los productos. Aprender sobre este ángulo es fundamental, tanto si trabajas con polipropileno como con otros materiales. Imagina despegar una pegatina sin romperla: ¡el ángulo es crucial! Para formas sencillas o productos cilíndricos profundos de más de 50 mm, debes ajustar el ángulo con cuidado.
El propósito principal del ángulo de liberación de un elevador es facilitar la liberación suave del producto del molde. Este ángulo es crucial, ya que afecta la eficacia del desprendimiento del producto después del moldeo. El ángulo de liberación depende de varios factores, como el material, la forma y el tamaño del producto, así como la carrera del elevador.
Cálculo de ángulos de liberación para diferentes formas y materiales
Una vez trabajé con materiales que se encogían mucho. Ajustar el ángulo de liberación fue la solución para evitar problemas de adherencia. Es como cocinar: cada material requiere cambios diferentes. Los productos más profundos o con alta fricción necesitan un ángulo mayor. Encontrar este equilibrio perfecto es realmente satisfactorio; ¡es como sacar un pastel perfecto del horno!
Los distintos materiales plásticos tienen índices de contracción y coeficientes de fricción únicos. En productos fabricados con materiales de alta contracción, aumentar el ángulo de liberación puede evitar problemas de adherencia. Los productos más profundos también requieren ángulos de liberación mayores.
Por ejemplo, si tiene un producto cilíndrico con una profundidad mayor a 50 mm, puede calcular el ángulo de liberación utilizando:
tan a = S/H
Donde S representa el recorrido horizontal del elevador.
A efectos prácticos, este ángulo 6 no debe ser inferior a 3°.
Corrección de cálculos con dimensiones y carrera del elevador
Ahora, hablemos de las dimensiones del elevador y el recorrido del movimiento, partes clave del moldeo. En una ocasión, un elevador no funcionó bien porque su ancho era diferente al del cierre. Me di cuenta de que ajustar estas dimensiones con precisión evita problemas.
Además de considerar las propiedades del producto, tenga en cuenta las dimensiones y el movimiento de su elevador:
- Digamos que su levantador tiene un ancho w y se mueve horizontalmente con un recorrido s.
- Asegúrese de que si el ancho w de su elevador es menor que el ancho horizontal b del broche, entonces el recorrido del movimiento permita un desenganche completo del broche.
- El ángulo de liberación 7 puede necesitar satisfacer:
tan a≥ h/(bw)
El ángulo de liberación del elevador depende del material del producto.Verdadero
Los diferentes materiales tienen diferentes tasas de contracción y coeficientes de fricción.
Las formas de cierre complejas requieren un único cálculo del ángulo de liberación.FALSO
Las formas complejas se descomponen en partes simples, cada una calculada por separado.
¿Cómo puedo acomodar formas de hebilla complejas en los cálculos de ángulos?
¿Alguna vez te has sentido confundido por las complejas formas de hebilla al calcular ángulos? ¡No eres el único! Explora estas sencillas estrategias. Estos consejos probablemente te faciliten la tarea.
Divida las formas complejas de hebillas en piezas geométricas simples para calcular los ángulos. Determine el ángulo de liberación de cada pieza y tome el más alto como estándar. Las simulaciones de software CAD pueden ajustar estos ángulos con mayor precisión.
Comprensión de los principios básicos
Recuerdo la primera vez que intenté desmoldar un producto sin problemas. Era como deshacer un ovillo de lana: confuso y molesto. Pero descubrir el ángulo de liberación del elevador como solución me iluminó. Este ángulo es importante porque depende del material, la forma, el tamaño e incluso del movimiento del elevador del producto.
El objetivo principal del cálculo de ángulos en el contexto de hebillas de formas complejas es garantizar una liberación fluida del producto de los moldes. Esto implica examinar factores como las propiedades del material y el ángulo de liberación del elevador. El tamaño del ángulo de liberación se ve afectado por el material, la forma, el tamaño y el recorrido del elevador del producto, por lo que es crucial adaptar el enfoque a las necesidades específicas del producto.
Consideraciones sobre el material y la forma
Imagine cómo actúan diversos materiales. Por ejemplo, el polipropileno ( PP ) tiene una alta tasa de contracción, por lo que necesita un ángulo de desmoldado mayor. Es similar a desmoldar un pastel pegajoso: se necesita la inclinación adecuada para un desmoldado limpio. Los productos con cavidades profundas requieren cálculos específicos, como los artículos cilíndricos de más de 50 mm de profundidad.
Las características del material, como las tasas de contracción, influyen significativamente en el cálculo de ángulos. Por ejemplo, los materiales con mayor contracción pueden requerir ángulos de liberación mayores. En estos casos, el uso de fórmulas empíricas resulta fundamental:
tan a = S/H
donde S es el recorrido horizontal y H es la profundidad.
Si un producto tiene una profundidad de 100 mm y un recorrido de 5 mm:
tan a = 5/100 = 0,05,
lo que resulta en un ángulo de aproximadamente 2,86°. Aumentarlo al menos a 3° garantiza un desmoldeo más suave.
Métodos de cálculo corregidos
Al considerar las dimensiones y el movimiento, la cosa se complica. El elevador no debe interferir con el cierre durante el desprendimiento, una lección que aprendí cuando calculé mal y tuve que rehacer una sección.
Al trabajar con formas complejas, es fundamental considerar tanto las dimensiones del elevador como su recorrido de movimiento:
la tangente a≥h/(b – w) es crucial.
Por ejemplo:
profundidad de hebilla invertida = 5 mm,
ancho de hebilla = 20 mm,
ancho del elevador = 10 mm;
el ángulo debe cumplir:
a≥26,6°
o verificarse con la longitud del recorrido.
Aplicar esto me evitó otro error.
Manejo de hebillas de formas complejas
Las hebillas complejas con curvas o formas irregulares parecen rompecabezas; se deben descomponer en formas simples y calcular cada ángulo de liberación por separado utilizando los métodos mencionados anteriormente.
Las herramientas de simulación, como el software CAD, son invaluables para probar estos ángulos calculados; actúan como un par de ojos extra que detectan detalles que podrían pasar desapercibidos.
Estas herramientas pueden predecir condiciones de interferencia no obvias en los diseños preliminares, lo que permite ajustes que garantizan la funcionalidad y el cumplimiento de las normas de ingeniería.
Para obtener más información sobre cómo las herramientas de simulación 8 pueden mejorar la precisión del diseño o aprender sobre fórmulas empíricas 9 para el cálculo de ángulos, se recomienda seguir explorando.
El ángulo de liberación debe ser de al menos 3° para un desmoldeo suave.Verdadero
Para garantizar un desmoldeo suave, el ángulo de liberación no suele ser inferior a 3°.
Los materiales PP requieren un ángulo de liberación más pequeño debido a la baja contracción.FALSO
El PP tiene una alta contracción, por lo tanto, requiere un ángulo de liberación mayor.
Conclusión
El cálculo de los ángulos de liberación del elevador en el moldeo por inyección implica considerar la contracción del material, la profundidad del producto y el movimiento del elevador para garantizar un desmoldeo suave sin adherencias.
-
Comprenda cómo los diferentes materiales impactan el diseño del molde y los ángulos de liberación. ↩
-
Descubra cómo las herramientas CAD ayudan a optimizar los diseños de moldes de manera eficiente. ↩
-
Descubra cómo las tasas de contracción afectan los procesos y cálculos de moldeo. ↩
-
Explore las herramientas CAD para simular formas complejas en el moldeado. ↩
-
Aprenda a través de ejemplos cómo calcular ángulos de liberación óptimos. ↩
-
Conozca los métodos de cálculo específicos para diferentes materiales. ↩
-
Descubra ejemplos prácticos para calcular las dimensiones de los elevadores. ↩
-
Descubra cómo el software CAD perfecciona la precisión del diseño en ingeniería. ↩
-
Descubra fórmulas empíricas útiles para cálculos de ingeniería. ↩