

Verformungen bei Spritzgussteilen scheinen oft ein nie endender Kampf gegen mangelhafte Qualität zu sein.
Um Verzugsprobleme bei Spritzgussteilen zu beheben, müssen Experten das Kühlsystem, die Angussgestaltung und die Werkstoffe sorgfältig prüfen. Ein einwandfrei funktionierendes Kühlsystem ist unerlässlich. Die korrekte Position des Angusses spielt eine entscheidende Rolle. Auch die Materialwahl ist von großer Bedeutung. Dadurch lässt sich der Verzug deutlich reduzieren. Die Produktqualität verbessert sich durch diese Maßnahmen erheblich.
Ich erinnere mich noch gut an meine erste Erfahrung mit Verzugsproblemen. Es war wirklich frustrierend, mitanzusehen, wie sich sorgfältig gefertigte Teile verformten. Erste Maßnahmen wie die Verbesserung der Kühlung und die Anpassung der Angussführung brachten schnelle Hilfe. Ein genauer Blick auf jedes Detail offenbart die kleinen Unterschiede, die dauerhaften Erfolg versprechen. In den folgenden Abschnitten werden diese Methoden genauer erläutert. Sie liefern Ideen, die nicht nur Verzug beheben, sondern Ihren gesamten Spritzgießprozess auf ein sehr hohes Niveau heben. Sie zeigen Ihnen Wege auf, wie Sie hochwertige Teile ohne Verzug herstellen können.
Durch die Optimierung des Kühlsystems wird der Verzug bei Formteilen reduziert.WAHR
Eine effiziente Kühlung minimiert die unterschiedliche Schrumpfung und reduziert so den Verzug.
Die Verwendung eines beliebigen Materials behebt Verzugsfehler beim Spritzgießen.FALSCH
Die Materialauswahl beeinflusst die Schwindungsraten und damit das Verzugsergebnis.
- 1. Wie trägt die Optimierung des Kühlsystems zur Reduzierung von Verformungen bei?
- 2. Wie können Anpassungen im Angussdesign dazu beitragen, Verzug zu minimieren?
- 3. Warum ist die Temperaturkontrolle beim Spritzgießprozess so entscheidend?
- 4. Welche Materialwahl kann Verformungsfehler verhindern?
- 5. Abschluss
Wie trägt die Optimierung des Kühlsystems zur Reduzierung von Verformungen bei?
Kennen Sie das frustrierende Gefühl, wenn ein Spritzgussteil verbogen ist? Ich kann das gut nachvollziehen. Die Lösung für dieses Problem liegt in der Optimierung des Kühlsystems.
Verzug bei Spritzgussteilen lässt sich durch Optimierung des Kühlsystems, der Angussgestaltung und der Materialauswahl vermeiden. Effektive Kühlung, strategische Angussplatzierung und die Wahl geeigneter Materialien sind dabei entscheidende Schritte. Diese Maßnahmen tragen dazu bei, Verzug zu reduzieren und die Produktqualität deutlich zu verbessern.
Bedeutung der Kühlkanalgestaltung
Die Gestaltung der Kühlkanäle 1 beeinflusst die Abkühlgeschwindigkeit eines Formteils. Richtig gestaltete Kanäle gewährleisten eine gleichmäßige Kühlung, die für die Minimierung von Wärmespannungen und die Vermeidung von Verzug unerlässlich ist. Bei komplexen Teilen mehrschichtige und unterteilte Kanäle von Vorteil.
Bei dickwandigen Bauteilen kann eine höhere Dichte an Kühlkanälen oder der Einsatz effizienter Kühlmedien den Prozess beschleunigen. Dünnwandige Bauteile hingegen erfordern eine kontrollierte Kühlung, um übermäßiges Schrumpfen zu vermeiden.
| Teileart | Kühlstrategie |
|---|---|
| Dickwandig | Erhöhung der Kanaldichte |
| Dünnwandig | Kühlgeschwindigkeit steuern |
Regelmäßige Wartung der Kühlsysteme
Regelmäßige Kontrollen und Wartungsarbeiten beugen Problemen wie Verstopfungen oder Leckagen in den Kühlkanälen vor. Ein verstopfter Kanal kann zu ungleichmäßiger Kühlung führen, was wiederum Verformungen begünstigt. Routinemäßige Inspektionen und Reinigungen tragen zur Aufrechterhaltung einer optimalen Leistung bei.
Anpassungen am Tordesign
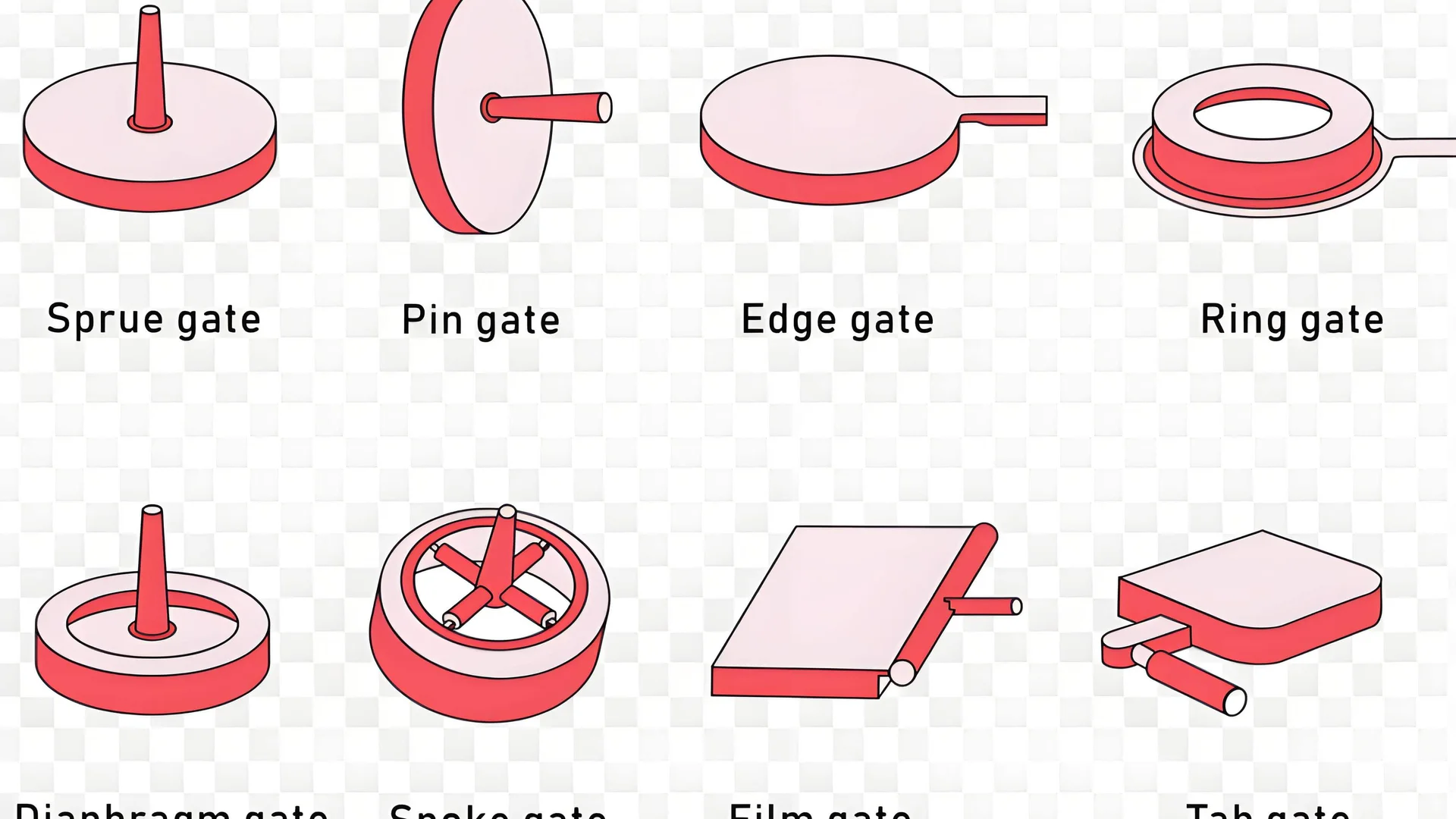
Die Anpassung des Angussdesigns ist eine weitere Möglichkeit, die Optimierung des Kühlsystems zu ergänzen. Durch die Positionierung des Angusses im dickeren Bereich oder im geometrischen Zentrum füllt die Kunststoffschmelze den Formhohlraum gleichmäßiger aus, wodurch das Verzugsrisiko reduziert wird. Verschiedene Angussarten wie Punkt- Seitenangüsse bieten je nach Bauteilgeometrie unterschiedliche Vorteile.
Integration der Kühlung mit der Temperaturregelung
Die Kombination von optimierter Kühlung und präziser Temperaturregelung verbessert die Reduzierung von Verzug zusätzlich. Durch die genaue Steuerung der Werkzeugtemperaturen können Hersteller die Kristallisation in kristallinen Kunststoffen kontrollieren und so Volumenschrumpfungsunterschiede verringern.
Auswirkungen auf die Effizienz des Spritzgießens
, sondern steigert auch die Produktionseffizienz. Kürzere Kühlzeiten bedeuten kürzere Zykluszeiten, was zu höherem Durchsatz und Kosteneinsparungen führt. Diese Optimierung ist für die Großserienfertigung .
Mehrschichtige Kanäle reduzieren den Verzug in komplexen Bauteilen.WAHR
Mehrschichtige Kanäle gewährleisten eine gleichmäßige Kühlung und minimieren so die thermische Belastung.
Dickwandige Bauteile benötigen eine langsamere Abkühlung, um Verformungen zu vermeiden.FALSCH
Dickwandige Bauteile benötigen eine schnellere Abkühlung, um Verformungen zu vermeiden.
Wie können Anpassungen im Angussdesign dazu beitragen, Verzug zu minimieren?
Durch die Änderung der Angussform beim Spritzgießen lässt sich die Produktqualität deutlich verbessern.
Durch die Feinabstimmung des Angussdesigns beim Spritzgießen wird Verzug reduziert. Ingenieure wählen die optimale Position und Art der Angüsse. Eine korrekte Angussplatzierung sorgt für gleichmäßigen Materialfluss und optimale Kühlung. Die Schwindungsschwankungen verringern sich. Die Wahrscheinlichkeit von Defekten sinkt. Die Schwindungsschwankungen werden deutlich reduziert.
Bedeutung der Angussgestaltung beim Spritzgießen
Ich erinnere mich noch gut an den Moment, als ich zum ersten Mal die Bedeutung des Angussdesigns beim Spritzgießen verstand. Es war während einer nächtlichen Lernsitzung, als mir klar wurde, wie wichtig es ist, den Weg des geschmolzenen Kunststoffs in die Form zu kontrollieren. Eine ungünstige Angussplatzierung oder falsche Angussformen führen zu ungleichmäßigem Materialfluss, was wiederum zu ungleichmäßigem Schwinden und Verzug führt. Ein gutes Angussdesign ist daher entscheidend; es trägt zu einem gleichmäßigen Materialfluss bei und reduziert diese Fehler.
Optimale Torplatzierung
Eines Tages beobachtete ich im Werk, dass die Platzierung des Angusses an der dickeren Wand oder in der Mitte eines Bauteils zu einer gleichmäßigen Schmelzeverteilung führt. Mit einem zentralen Anguss fließt die Schmelze gleichmäßig und gleicht so die Schwindung aus, was unerlässlich ist.
| Teilform | Empfohlene Torplatzierung |
|---|---|
| Scheibenförmig | Center |
| länglich | Entlang der Länge |
| Komplexe Formen | Mehrere Tore an strategischen Punkten |
Den richtigen Tortyp auswählen
Die Wahl des richtigen Angusskanals war eine lehrreiche Erfahrung. Verschiedene Kanäle beeinflussen den Materialfluss unterschiedlich. Ein Punktanguss beispielsweise erzeugt eine fontänenartige Füllung, die Schweißnähte und Verzug reduziert. Seitenangüsse hingegen eignen sich ideal für lange Bauteile, da sie einen gleichmäßigen Materialfluss über die gesamte Länge gewährleisten.
Erfahren Sie mehr über Punkttore4
Auswirkungen der Gate-Konstruktion auf die Kühlung
Eine gleichmäßige Kühlung ist sehr wichtig, da sie Verzug verhindert. Eine durchdachte Angussgestaltung sorgt für eine gleichmäßige Schmelzeverteilung und reduziert so Spannungen und Verformungen.
Integration mit Kühlsystemen
Die Einstellungen für das Gate-Design harmonieren gut mit optimierten Kühlsystemen. Mein Ziel ist es, Kühlwege so zu gestalten, dass sie eine gleichmäßige Kühlung gewährleisten, insbesondere bei komplexen Formen.
Entdecken Sie Strategien für Kühlkanäle5
Materialstabilität und Angussgestaltung
Schließlich reduziert die Auswahl schwindarmer Materialien mit effektiven Angussformen den Verzug. Ich verwende häufig Materialien wie Polystyrol (PS) mit Füllstoffen, um eine bessere Dimensionsstabilität zu erzielen.
Durch diese Methoden konnte ich den Verzug deutlich reduzieren. Die Angussgestaltung ist mittlerweile ein unverzichtbarer Bestandteil meiner Prozessoptimierungsmethoden beim Spritzgießen.
Die Platzierung des zentralen Angusses verringert den Verzug bei scheibenförmigen Teilen.WAHR
Ein zentrales Abflussrohr gewährleistet einen gleichmäßigen Schmelzfluss und reduziert so Schrumpfungsunterschiede.
Punktförmige Angüsse erhöhen den Verzug aufgrund ungleichmäßiger Schmelzverteilung.FALSCH
Punktförmige Angüsse erzeugen eine fontänenartige Füllung, wodurch Schweißspuren und Verzug reduziert werden.
Warum ist die Temperaturkontrolle beim Spritzgießprozess so entscheidend?
Haben Sie sich jemals gefragt, warum die Temperaturkontrolle beim Spritzgießen so wichtig ist? Es geht nicht nur darum, Probleme zu vermeiden, sondern auch darum, das richtige Gleichgewicht zwischen Qualität und Effizienz zu finden.
Die Temperaturkontrolle ist beim Spritzgießen entscheidend. Sie fördert einen guten Materialfluss und verhindert Materialfehler. Eine präzise Temperaturregelung verbessert die Produktqualität. Kristallisation, Schwindung und Abkühlgeschwindigkeit hängen von der Temperatur ab. Für gleichbleibende und präzise Ergebnisse müssen diese Faktoren stimmen.

Die Rolle der Temperatur im Materialfluss
Zu Beginn meiner Arbeit mit Spritzgussverfahren zeigte sich die enorme Bedeutung der Temperatur. Sie kann tatsächlich einen entscheidenden Unterschied für ein Projekt ausmachen. Stellen Sie sich vor, Sie gießen Sirup an einem kalten Tag. Er fließt nicht gut, nicht wahr? Kunststoffschmelzen verhalten sich beim Spritzgießen ähnlich. Jedes Material fließt bei bestimmten Temperaturen am besten. ABS- Kunststoff benötigt eine Temperatur zwischen 180 und 250 °C, um optimal zu fließen. Es ist wie mit dem richtigen Pfannkuchenteig – ist er zu dick oder zu dünn, gelingt er nicht.
Durch ein angemessenes Temperaturmanagement wird sichergestellt, dass die Kunststoffschmelze eine optimale Fließfähigkeit erreicht und innere Spannungen reduziert werden, die zu Defekten wie Verformungen führen können.
Auswirkungen auf Kristallisation und Schrumpfung
Meine erste Erfahrung mit kristallinen Kunststoffen war überraschend. Die Anpassung der Formtemperatur beeinflusst bei Materialien wie Polypropylen ( PP ) die Kristallisationsgeschwindigkeit und die Schrumpfung erheblich. Es ist wie beim Backen eines Kuchens – die falsche Temperatur lässt ihn zusammenfallen. Die richtige Temperatur verhindert Verzug und sorgt für gleichmäßige Teile.
| Material | Zylindertemperaturbereich (°C) | Wirkung |
|---|---|---|
| ABS | 180-250 | Gewährleistet Fließfähigkeit und Schrumpfungskontrolle |
| Polypropylen ( PP ) | Variiert | Steuert Kristallisation und Schrumpfung |
Optimierung des Kühlsystems
Die Optimierung des Kühlsystems war wie das Lösen eines Puzzles. Eine gleichmäßige Kühlung der gesamten Form ist entscheidend. Ich lernte, auf Verstopfungen oder Lecks zu achten – stellen Sie sich einen geknickten Gartenschlauch vor, aus dem kein Wasser mehr fließt. Diese sorgfältige Überprüfung verhindert ungleichmäßige Kühlung und Verformungen, insbesondere bei komplexen Teilen.
Durch die Verwendung von geschichteten und unterteilten Kühlkanälen 8 wird eine gleichmäßige Wärmeverteilung gewährleistet, insbesondere in komplex geformten oder dickwandigen Teilen.
Einfluss von Druck und Geschwindigkeit
Das richtige Verhältnis von Druck und Geschwindigkeit ist wie beim Autofahren: Zu schnell oder zu langsam führt zu Problemen. Zu hoher Druck verursacht Füllprobleme und Verzug. Sanfter Druck hingegen gewährleistet eine vollständige Füllung, was die Teilequalität deutlich verbessert.
- Optimale Druckeinstellungen:
- Einspritzdruck: Anpassen, um die innere Spannung zu reduzieren.
- Haltedruck: Häufig 50%-80% des Einspritzdrucks.
Materialauswahl und Vorbehandlung
Die Materialauswahl fühlte sich an wie die Auswahl von Zutaten, bei der Fehler nicht erlaubt waren. Materialien wie Polystyrol (PS) eignen sich hervorragend, wenn Schrumpfung ein Problem darstellt. Die Entfernung der Feuchtigkeit aus den Materialien war ein weiterer wichtiger Schritt – wie das Abtrocknen der Hände vor dem Kneten von Teig; Feuchtigkeit verändert alles.
Darüber hinaus eine Vorbehandlung der Materialien 9 zur Entfernung von Feuchtigkeit unerlässlich, da der Feuchtigkeitsgehalt die thermischen Eigenschaften und das Fließverhalten von Kunststoffen wie Nylon (PA) beeinflusst.
Zusammenfassend lässt sich sagen, dass es bei der Temperaturkontrolle im Spritzgussverfahren nicht nur um Zahlen geht, sondern darum, mit Sorgfalt etwas Besonderes zu schaffen. Durch die Optimierung des Werkzeugdesigns, der Druckeinstellungen und der Materialauswahl lässt sich eine deutlich höhere Produktkonsistenz erzielen – vergleichbar mit dem Stimmen eines Musikinstruments, das Übung, Konzentration und vielleicht auch etwas Leidenschaft für die Arbeit erfordert.
Für ABS sind Zylindertemperaturen zwischen 180 und 250 °C erforderlich.WAHR
ABS-Kunststoff benötigt bestimmte Temperaturen für die richtige Viskosität und Fließfähigkeit.
Eine Erhöhung der Formtemperatur bei PP verringert den Verzug.WAHR
Höhere Formtemperaturen fördern die Kristallisation und minimieren so den Verzug bei PP.
Welche Materialwahl kann Verformungsfehler verhindern?
Ist ein Projekt jemals aus dem Ruder gelaufen, weil sich Kunststoffteile unerwartet verbogen haben? Die Wahl des richtigen Materials ist entscheidend für einen reibungslosen Projektablauf.
Die Wahl von Materialien, die wenig schrumpfen und hitzebeständig sind, ist wichtig. Polystyrol eignet sich sehr gut. Glasfaserverstärktes Polypropylen ist ebenfalls eine hervorragende Wahl. Diese Materialien tragen dazu bei, den Verzug von Spritzgussteilen zu reduzieren.

Materialeigenschaften verstehen
Die Verformungsprobleme überraschten mich beim ersten Mal. Die Behebung eines Problems fühlte sich an wie ein Kampf gegen Windmühlen; ein Problem gelöst, ein neues aufgetaucht. Ungleichmäßiges Schrumpfen beim Abkühlen war die Ursache. Die Auswahl von Materialien mit geringem Schrumpfen und hoher thermischer Stabilität ist entscheidend. Polystyrol ist aufgrund seines geringeren Schrumpfens eine bevorzugte Wahl, während die Zugabe von Glasfasern zu Polypropylen die Dimensionsstabilität verbessert.
Auswirkungen von Füllstoffen und Modifikationen
Füllstoffe überraschten mich sowohl als hilfreich als auch als hinderlich. Die Beimischung von Talkum zu Polypropylen führte zu einer deutlichen Verbesserung des Produkts. Der Einsatz von Füllstoffen wie Talkum oder Mineralien kann die Schrumpfungseigenschaften des Materials verändern. Beispielsweise kann die Verwendung von talkumgefülltem Polypropylen den Verzug reduzieren, indem die Schrumpfung über verschiedene Bereiche des Bauteils hinweg stabilisiert wird.
| Tabelle: Einfluss von Füllstoffen auf die Materialeigenschaften | Material | Füllstoff | Schrumpfungsrate | Verzugsreduzierung |
|---|---|---|---|---|
| Polypropylen | Glasfaser | Niedrig | Hoch | |
| Polypropylen | Talk | Mäßig | Mäßig |
Vorbehandlung von Materialien
Das Trocknen von Materialien wie Nylon ist von entscheidender Bedeutung. Ein Auslassen dieses Schrittes kann zu feuchtigkeitsbedingtem Verziehen führen. Es ist daher unerlässlich, dass die Rohmaterialien vor der Weiterverarbeitung ordnungsgemäß getrocknet werden. Nylon so ein ungleichmäßiges Schrumpfen aufgrund von Feuchtigkeit und damit verbundenes Verziehen verhindert wird.
Temperaturempfindlichkeit von Materialien
Die Temperaturkontrolle ist ein wirksames Mittel gegen Verzug. Verschiedene Kunststoffe erfordern spezifische Verarbeitungstemperaturbereiche. Bei ABS- Kunststoffen lässt sich durch präzise Temperaturregelung die Fließfähigkeit und das Schrumpfen kontrollieren. Eine korrekte Temperaturregelung kann Verzugsprobleme effektiv minimieren.
Das Verständnis dieser Details lässt mich die Verbindung von Kunst und Wissenschaft bei der Auswahl der richtigen Materialien schätzen. Wie Jacky 12 , die versierte Designerin von Unterhaltungselektronik, weiß auch sie, dass die Auswahl perfekter Materialien alles harmonisch zusammenfügt.
Polystyrol weist eine hohe Schrumpfungsrate auf.FALSCH
Polystyrol wird aufgrund seiner geringeren Schrumpfungsrate gewählt, wodurch Verformungen reduziert werden.
Glasfasern reduzieren den Verzug von Polypropylen.WAHR
Die Zugabe von Glasfasern zu Polypropylen verbessert die Dimensionsstabilität und verringert den Verzug.
Abschluss
Dieser Artikel erörtert effektive Strategien zur Reduzierung des Verzugs bei spritzgegossenen Teilen, wobei der Schwerpunkt auf der Optimierung des Kühlsystems, der Anpassung der Angussgestaltung, der Temperaturkontrolle und der Materialauswahl liegt.
-
Die Erforschung bewährter Verfahren im Kanaldesign kann den Verzug bei Formteilen deutlich reduzieren. ↩
-
Das Verständnis der Vorteile von Punktanschnitten kann Ihre Anschnittsdesignstrategie verbessern und so zu einer höheren Teilequalität beitragen. ↩
-
Das Wissen um Effizienzgewinne durch optimierte Kühlsysteme kann zu besseren Produktionsergebnissen führen. ↩
-
Das Verständnis von Punktabzweigungen kann Konstrukteuren helfen, Fließmuster zu optimieren und Defekte wie Schweißspuren und Verzug zu reduzieren. ↩
-
Durch geeignete Kühlkanalstrategien wird eine gleichmäßige Kühlung erreicht, Verformungen werden verhindert und die Teilequalität verbessert. ↩
-
Die Wahl der richtigen Materialien verringert das Verzugsrisiko und verbessert so die Gesamtstabilität und Qualität des Bauteils. ↩
-
Entdecken Sie die spezifischen Temperaturbereiche, die für ABS erforderlich sind, um einen optimalen Fließprozess und eine optimale Produktqualität zu gewährleisten. ↩
-
Erfahren Sie, wie mehrschichtige Kühlkanäle eine gleichmäßige Kühlung verbessern und Defekte wie Verformungen verhindern. ↩
-
Erfahren Sie mehr über die notwendigen Vorbehandlungsschritte, damit Nylon beim Formgebungsprozess seine gewünschten Eigenschaften behält. ↩
-
Erfahren Sie, wie die Glasfaserverstärkung die Eigenschaften von Polypropylen verbessert, die Schrumpfung verringert und die Stabilität erhöht. ↩
-
Verstehen Sie, warum das Trocknen von Nylon entscheidend ist, um feuchtigkeitsbedingte Defekte beim Spritzgießen zu vermeiden. ↩
-
Erfahren Sie, wie Produktdesigner wie Jacky für eine optimale Materialauswahl im Hinblick auf Funktionalität und Produktionseffizienz sorgen. ↩






