

Haben Sie sich jemals gefragt, wie ein scheinbar einfaches Kunststoffteil zum Leben erweckt wird? Die Antwort liegt in einem faszinierenden Prozess namens Spritzgießen, bei dem jeder Schritt zählt – insbesondere an der Übergabeposition.
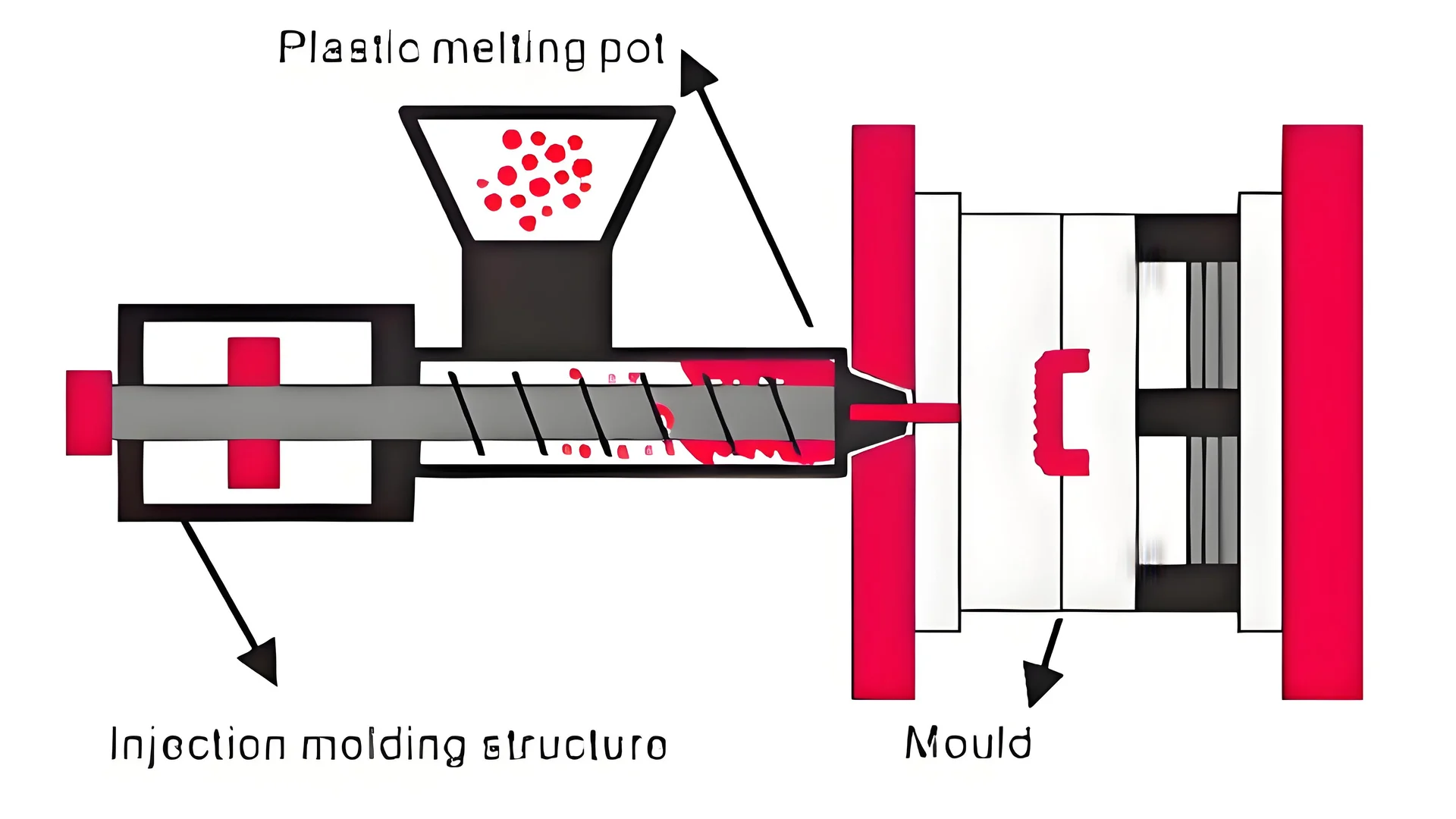
Die Transferposition beim Spritzgießen bezieht sich auf den Punkt im Formhohlraum, an dem die Kunststoffschmelze von der Einspritzdüse durch das Angusssystem in die Form übergeht. Es spielt eine entscheidende Rolle beim Übergang von der Abfüll- zur Verpackungsphase und beeinflusst die Qualität des Produkts.
Während dies ein grundlegendes Verständnis vermittelt, bietet die Untersuchung der komplizierten Details der Transferposition Einblicke in die Prozessoptimierung und die Fehlerbehebung bei häufigen Problemen. Tauchen Sie tiefer ein, um Ihr Wissen über diesen wesentlichen Aspekt des Spritzgießens zu erweitern.
Übergabeposition markiert den Übergang vom Füllen zum Verpacken.WAHR
Beim Spritzgießen signalisiert es den Wechsel zwischen diesen Stufen.
Welche Rolle spielt die Transferposition beim Spritzgießen?
Die Übergabeposition beim Spritzgießen ist ein kritischer Punkt, der den gesamten Herstellungsprozess beeinflusst.
Beim Spritzgießen markiert die Transferposition den Ort, an dem sich die Kunststoffschmelze im Formhohlraum vom Füllen zum Füllen bewegt, was für die Qualitätskontrolle von entscheidender Bedeutung ist.
Die Bedeutung der Transferposition verstehen
In der komplexen Landschaft des Spritzgießens ist die Übergabeposition 1 nicht nur ein verfahrenstechnischer Kontrollpunkt, sondern ein Dreh- und Angelpunkt des Prozesses. Es bezieht sich auf die genaue Stelle im Formhohlraum, an der der geschmolzene Kunststoff von der Einspritzdüse übergeht, das Angusssystem durchquert und schließlich in den Formhohlraum gelangt. Diese Position ist von entscheidender Bedeutung, da sie anzeigt, wann die Einspritzphase in die Packphase übergeht und sicherstellt, dass die richtige Materialmenge die Form füllt, bevor sie abkühlt und sich verfestigt.
Überwachung von Prozessparametern
Die Rolle der Transferposition erstreckt sich auch auf die Steuerung wichtiger Parameter beim Spritzgießen. Sobald die Schmelze diesen Punkt erreicht, signalisiert dies einen Übergang von der Hochgeschwindigkeitseinspritzung zu einer kontrollierteren Packphase. Dieser Übergang ist wichtig für die Anpassung von Parametern wie Einspritzdruck, Geschwindigkeit und Timing.
- Einspritzdruck: Die Anpassung des Drucks in dieser Phase stellt sicher, dass das restliche Material korrekt verdichtet wird, wodurch Defekte reduziert werden.
- Injektionsgeschwindigkeit: Eine Verringerung der Geschwindigkeit hilft bei der Steuerung des Durchflusses und verhindert ein Überschießen über das gewünschte Volumen hinaus.
Verbesserung der Produktqualität
Der Einfluss der Transferposition auf die Qualität kann nicht hoch genug eingeschätzt werden. Durch die Erleichterung eines reibungslosen Übergangs zwischen den Phasen spielt es eine entscheidende Rolle bei der Aufrechterhaltung der Maßhaltigkeit und der Vermeidung häufiger Fehler wie Kurzschüsse oder Blitzlichter.
| Parameter | Auswirkungen auf die Qualität |
|---|---|
| Druck | Gewährleistet eine vollständige Hohlraumfüllung |
| Geschwindigkeit | Verhindert Überschwingen |
| Zeit | Verwaltet die Erstarrungsrate |
Fehlerbehebung bei der Transferposition
Ingenieure nutzen Erkenntnisse aus der Beobachtung, wie und wann die Schmelze diese Position erreicht, um Probleme wie Blasen und Hohlräume zu beheben. Werden in dieser Phase Probleme erkannt, kann dies Aufschluss darüber geben, ob Bedarf für Systemanpassungen oder Optimierungen besteht. Wenn die Schmelze beispielsweise nicht reibungslos die Transferposition erreicht, kann es zu Inkonsistenzen kommen, die sich auf die Qualität des Endprodukts auswirken.
Durch umfassende Überwachung und Anpassung an diesem kritischen Punkt können Ingenieure die Produktionseffizienz steigern und eine qualitativ hochwertige Produktion beim Spritzgießen sicherstellen.
Die Transferposition markiert den Übergang zur Packphase.WAHR
Die Transferposition gibt den Übergang vom Einspritzen zum Packen an.
Die Transferposition hat keinen Einfluss auf die Produktqualität.FALSCH
Dies ist entscheidend für die Aufrechterhaltung der Maßhaltigkeit und die Reduzierung von Fehlern.
Wie wirkt sich die Transferposition auf die Produktqualität aus?
Das Verständnis der Transferposition ist entscheidend für die Qualitätssicherung bei Spritzgussprozessen.
Die Transferposition beim Spritzgießen beeinflusst die Produktqualität, indem sie den Übergang von der Füll- zur Verpackungsphase bestimmt und Einfluss auf Faktoren wie Maßhaltigkeit und Fehlerraten hat.

Transferposition beim Spritzgießen verstehen
Die Transferposition bezieht sich auf einen kritischen Punkt im Spritzgießzyklus, an dem sich die Kunststoffschmelze durch das Angusssystem bewegt, um in den Formhohlraum zu gelangen. Es ist nicht nur ein physischer Ort, sondern ein entscheidender Schritt im Formprozess, der bestimmt, wie gut das Material den Hohlraum füllt und in die Packphase übergeht.
Auswirkungen auf die Produktqualität
Die Qualität eines geformten Produkts wird maßgeblich davon beeinflusst, wie effektiv die Transferposition verwaltet wird. Die genaue Steuerung dieses Übergangs kann Folgendes beeinflussen:
- Maßgenauigkeit: Durch die richtige Handhabung wird sichergestellt, dass die Schmelze die Form vollständig ausfüllt, wodurch Schrumpfung und Verzug reduziert werden.
- Oberflächenbeschaffenheit: Durch eine gut durchgeführte Übertragung können Fehler wie Grate oder Oberflächenfehler minimiert werden.
- Strukturelle Integrität: Stellt sicher, dass Teile ohne innere Spannungen oder Hohlräume verfestigt werden.
Faktoren, die die Transferposition beeinflussen
Um die Übergabeposition zu optimieren, müssen mehrere Parameter fein abgestimmt werden:
- Einspritzdruck und -geschwindigkeit: Diese müssen angepasst werden, um sicherzustellen, dass die Schmelze die Transferposition reibungslos erreicht, ohne dass es zu Fehlern wie kurzen Schüssen oder Überfüllung kommt.
- Timing: Der richtige Zeitpunkt beim Übergang vom Füllen zum Verpacken ist entscheidend. Verzögerungen können zu unzureichender Kühlung und möglichen Defekten führen.
| Parameter | Auswirkungen auf die Qualität |
|---|---|
| Einspritzdruck | Steuert den Durchfluss und die Füllrate und beeinflusst so die Festigkeit und das Finish. |
| Geschwindigkeit | Beeinflusst die Materialverteilung und die Abkühlzeit. |
| Timing | Beeinflusst Schrumpfraten und Dimensionsstabilität. |
Fehlerbehebung bei Problemen mit der Übertragungsposition
In dieser Phase treten häufig Probleme wie Kurzschüsse, Blitze oder Blasen auf. Mithilfe von Überwachungssystemen beobachten Ingenieure, wie die Schmelze die Übergabeposition erreicht und sich dort verhält. Durch die Analyse dieser Muster können Anpassungen vorgenommen werden, um die Leistung zu optimieren.
Wenn beispielsweise ein Teil Probleme mit der Schrumpfung 2 , können Ingenieure die Druckeinstellungen anpassen, um eine gleichmäßige Materialverteilung sicherzustellen. Beobachtungen in dieser Phase sind von entscheidender Bedeutung für die Diagnose und Lösung von Produktionsherausforderungen und stellen so ein qualitativ hochwertigeres Endprodukt sicher.
Die Transferposition beeinflusst die Qualität des Spritzgussprodukts.WAHR
Es bestimmt den Übergang vom Abfüllen zum Verpacken und hat Auswirkungen auf die Qualität.
Das Timing in der Transferposition hat keinen Einfluss auf die Schrumpfraten.FALSCH
Der richtige Zeitpunkt beeinflusst die Schrumpfrate und die Dimensionsstabilität.
Welche häufigen Probleme treten an der Transferposition auf?
Das Verständnis der Probleme an der Transferposition ist der Schlüssel zur Optimierung des Spritzgießprozesses und zur Gewährleistung hochwertiger Ergebnisse.
Häufige Probleme an der Transferposition sind kurze Schüsse, Grate und Blasen, die oft durch falsche Parametereinstellungen oder Fehler bei der Formkonstruktion verursacht werden.

Kurze Aufnahmen
Ein kurzer Schuss entsteht, wenn der Formhohlraum nicht vollständig gefüllt ist. Dies kann auf einen unzureichenden Einspritzdruck oder eine unzureichende Einspritzgeschwindigkeit zurückzuführen sein. die Überwachung der Ankunftszeit der Schmelze an der Übergabeposition 3 . Wenn es zu spät kommt, deutet das darauf hin, dass Anpassungen der Einspritzgeschwindigkeit oder der Düsentemperatur erforderlich sind.
Blitz
Unter Flash versteht man das Austreten von überschüssigem Material aus dem Formhohlraum, wodurch eine unerwünschte dünne Schicht auf dem Teil entsteht. Dies tritt häufig auf, wenn der Einspritzdruck zu hoch ist oder weil die Form schlecht gespannt ist. Durch die Analyse der Daten an der Transferposition können Ingenieure Parameter anpassen, um die Bildung von Graten zu verhindern.
Blasen
Durch eingeschlossene Luft oder Gas während des Formens können sich innerhalb der Kunststoffkomponente Blasen bilden. Dies ist häufig auf schnelle Druck- oder Temperaturänderungen an der Übergabeposition zurückzuführen. Die Anpassung dieser Parameter kann dazu beitragen, die Blasenbildung zu verringern und ein glatteres Finish zu gewährleisten.
Inkonsistente Abmessungen
Schwankungen in den Abmessungen können auf Temperatur- oder Druckschwankungen zurückzuführen sein, wenn sich die Schmelze an der Transferposition vorbeibewegt. Die Implementierung von Echtzeitüberwachungssystemen 4 kann dabei helfen, diese Inkonsistenzen zu erkennen und zu korrigieren, was zu einer präziseren und konsistenteren Teileproduktion führt.
Das Verständnis dieser häufigen Probleme und ihrer Lösungen an der Transferposition verbessert nicht nur die Produktqualität, sondern optimiert auch die Gesamteffizienz des Spritzgießprozesses. Durch sorgfältige Überwachung und Parameteranpassung können diese Herausforderungen effektiv angegangen werden.
Aufgrund unzureichenden Einspritzdrucks kommt es zu kurzen Schüssen.WAHR
Es kommt zu kurzen Schüssen, wenn der Formhohlraum nicht vollständig gefüllt ist.
Flash wird durch niedrigen Einspritzdruck verursacht.FALSCH
Grate entstehen durch hohen Einspritzdruck oder schlechte Klemmung.
Wie können Ingenieure die Transferposition optimieren?
Die Optimierung der Transferposition beim Spritzgießen ist entscheidend für die Verbesserung der Produktqualität und Prozesseffizienz.
Ingenieure können die Transferposition optimieren, indem sie Parameter wie Einspritzdruck und -geschwindigkeit anpassen und mithilfe von Echtzeitüberwachungs- und Simulationstools eine präzise Kontrolle über den Formprozess gewährleisten.

Die Auswirkungen der Transferposition verstehen
Die Übergabeposition ist von entscheidender Bedeutung, da sie den Übergang zwischen der Füll- und der Verpackungsphase des Spritzgießens markiert. Dieser Übergang beeinflusst direkt die Qualität des Endprodukts 5 . Durch die Optimierung dieses Punktes können Ingenieure Fehler wie kurze Aufnahmen und Blitze abmildern.
Prozessparameter anpassen
Ingenieure sollten sich auf die Feinabstimmung von Parametern wie Einspritzgeschwindigkeit, Druck und Haltezeit konzentrieren. Diese Anpassungen tragen dazu bei, einen ausgewogenen Fluss der Schmelze zu erreichen und sicherzustellen, dass sie reibungslos die Transferposition erreicht. Die Verwendung von Sensoren zur Überwachung dieser Parameter in Echtzeit ermöglicht sofortige Korrekturen und verbessert so die Prozessstabilität.
Verwendung fortschrittlicher Simulationstools
Der Einsatz von Softwaretools wie der Formflussanalyse kann Einblicke in die Strömungsdynamik innerhalb der Form liefern. Solche Simulationen helfen dabei, vorherzusagen, wie sich Änderungen in der Transferposition auf die Gesamtintegrität des Produkts auswirken könnten. Ingenieure können verschiedene Szenarien simulieren, um die optimalen Einstellungen vor der eigentlichen Produktion zu ermitteln.
Implementierung einer Echtzeitüberwachung
Echtzeit-Überwachungssysteme ermöglichen es Ingenieuren, den Prozess während seines Ablaufs genau zu beobachten. Durch die Verfolgung von Variablen wie Temperatur und Druck an kritischen Punkten können Anpassungen im laufenden Betrieb vorgenommen werden, um die Leistung zu optimieren. Dieser proaktive Ansatz minimiert Ausfallzeiten und reduziert Abfall.
Beheben allgemeiner Probleme
Häufige Probleme an der Transferposition sind Blasen, Bindenähte und eine inkonsistente Teiledichte. Durch den Einsatz vorbeugender Maßnahmen 6 wie beispielsweise die Anpassung der Anschnittpositionen oder die Änderung der Abkühlrate können Ingenieure diese Herausforderungen meistern.
Letztendlich können Ingenieure durch die Kombination von Analysetools mit Echtzeit-Überwachungs- und Anpassungsfunktionen sicherstellen, dass die Transferposition für maximale Effizienz und Qualität beim Spritzgießen optimiert wird.
Durch Anpassen der Einspritzgeschwindigkeit wird die Transferposition verbessert.WAHR
Die Feinabstimmung der Einspritzgeschwindigkeit gewährleistet einen ausgewogenen Schmelzfluss und optimiert den Transfer.
Die Echtzeitüberwachung hat keinen Einfluss auf die Prozessstabilität.FALSCH
Die Überwachung ermöglicht sofortige Korrekturen und erhöht so die Prozessstabilität.
Abschluss
Das Verstehen und Optimieren der Transferposition kann Ihre Produktionskapazitäten erheblich steigern und qualitativ hochwertige Ergebnisse sicherstellen.
-
Verstehen Sie, wie sich Transferpositionen auf die Qualität und Effizienz beim Spritzgießen auswirken: Dies ist der Abstand auf der Steuerung der Spritzgießmaschine, den die Schnecke zurücklegt, um die gewünschte Transferposition des Teils zu erreichen … ↩
-
Lernen Sie Strategien zur Verringerung der Schrumpfung und zur Verbesserung der Maßhaltigkeit.: Durch die Kontrolle der Formtemperatur kann die Schrumpfung kontrolliert werden. Durch die Verwendung einer kalten Form können die Außenkanten eines Teils trocknen, bevor das gesamte Teil ausgefüllt und komprimiert werden kann … ↩
-
Verschaffen Sie sich einen detaillierten Überblick über die Bedeutung der Transferpositionen beim Spritzgießen. Dies ist der Abstand auf der Steuerung der Spritzgießmaschine, den die Schnecke zurücklegt, um die gewünschte Transferposition des Teils zu erreichen. … ↩
-
Entdecken Sie, wie Echtzeitsysteme die Präzision beim Spritzgießen verbessern: Mold-Masters SmartMOLD ist eine cloudbasierte Softwareplattform speziell für die Kunststoffindustrie, die Echtzeitdaten zur Steuerung des Spritzgießens bereitstellt … ↩
-
Erfahren Sie, wie Transferpositionen die Produktintegrität und Fehlervermeidung beeinflussen.: Die beste Position für den Formentransfer besteht darin, die Produkte reibungslos entnehmen zu können. Wenn der Formöffnungsabstand zu groß ist, wird das Formteil … ↩
-
Entdecken Sie Lösungen für häufige Fehler, die an der Übergabestelle auftreten: Die Übergabeposition markiert den Übergang von der Befüllung zur Verpackung. Deshalb ist es so wichtig: Beim Befüllen fließt der Kunststoff mit … in die Form. ↩






