

Spritzgussverfahren prägen unseren Alltag auf oft übersehene Weise – lassen Sie uns untersuchen, wie sie sich auf die Dicke von Kunststoffen auswirken!
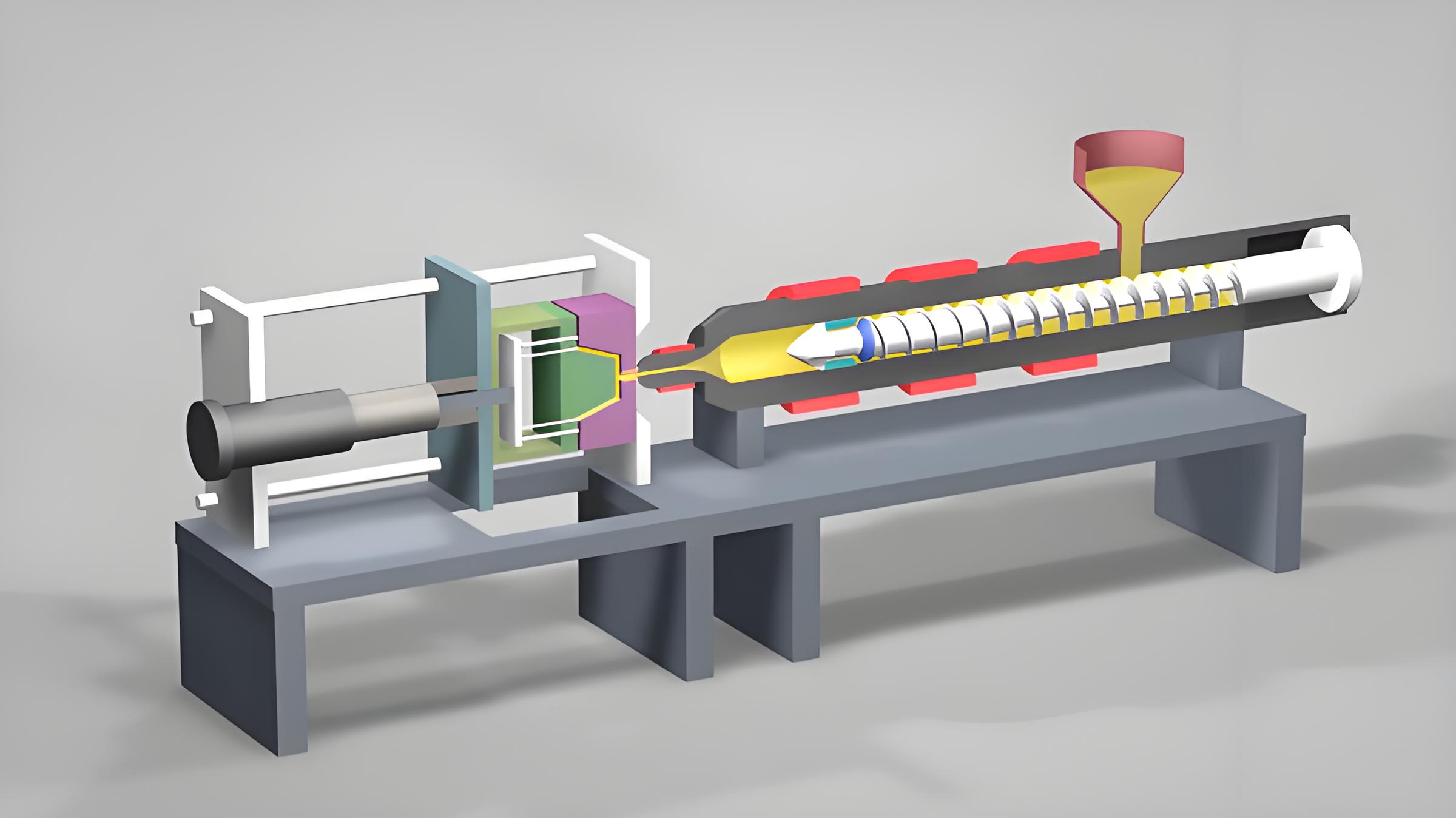
Der Spritzgießprozess beeinflusst die Dicke von Kunststoffteilen maßgeblich durch Variablen wie Einspritzdruck, Einspritzzeit, Nachdruck, Werkzeugtemperatur, Schmelztemperatur und Angussgestaltung. Diese Faktoren wirken sich auf Füllvermögen, Schwindung und Gleichmäßigkeit aus, die für die Einhaltung der Konstruktionsvorgaben entscheidend sind.
Doch es steckt noch so viel mehr dahinter! Begleiten Sie mich auf unserer Reise, auf der wir tiefer in jeden einzelnen Faktor eintauchen, der Ihnen helfen kann, Ihre Designs und Prozesse zu optimieren.
Unzureichender Einspritzdruck führt zu dünneren Kunststoffteilen.WAHR
Niedriger Druck führt zu unvollständiger Hohlraumfüllung und verringert so die Bauteildicke.
Welche Rolle spielt der Einspritzdruck für die Bauteildicke?
Der Einspritzdruck ist ein entscheidender Parameter, der die Dicke und Qualität von Kunststoffteilen beim Spritzgießen beeinflusst.
Der Einspritzdruck beeinflusst die Dicke von Kunststoffteilen direkt, indem er den Fluss des geschmolzenen Materials in die Form steuert. Zu geringer Druck führt zu dünneren Teilen, insbesondere in komplexen Bereichen, während zu hoher Druck Fehler wie lokale Ausdünnungen oder Gratbildung verursachen und die Maßgenauigkeit des Teils beeinträchtigen kann.

Einspritzdruck verstehen
Der Einspritzdruck bezeichnet die Kraft, die auf den geschmolzenen Kunststoff beim Einspritzen in den Formhohlraum wirkt. Dieser Druck bestimmt, wie gut der Formhohlraum gefüllt wird und somit die endgültige Dicke des Formteils.
Unzureichender Einspritzdruck
Ist der Einspritzdruck zu niedrig, füllt das geschmolzene Plastik den gesamten Formhohlraum nicht vollständig aus. Dieses Problem tritt besonders deutlich in Bereichen auf, die weit vom Anguss entfernt sind, oder bei Formen mit komplexen Strukturen. Beispielsweise kann die Fertigung großer Teile mit niedrigem Einspritzdruck aufgrund unvollständiger Füllung zu unzureichender Wandstärke an den Rändern oder in der Mitte führen. Dies kann Teile zur Folge haben, die nicht den Konstruktionsvorgaben entsprechen, was Leistung und Zuverlässigkeit beeinträchtigt.
Auswirkungen von übermäßigem Einspritzdruck
Umgekehrt kann zu hoher Einspritzdruck dazu führen, dass die Kunststoffschmelze zu schnell durch den Formhohlraum fließt. Diese schnelle Bewegung kann Probleme wie das Durchbrechen schwächerer Stellen im Bauteil verursachen, was zu lokaler Materialausdünnung oder Defekten wie Gratbildung an den Kanten führen kann. Solche Probleme können die Gesamtgenauigkeit des Kunststoffteils beeinträchtigen.
Ausgleich des Einspritzdrucks für optimale Wandstärke
Die richtige Balance beim Einspritzdruck zu erreichen, ist entscheidend. Dies erfordert die sorgfältige Berücksichtigung von Faktoren wie Werkzeugkonstruktion¹ , um die optimalen Druckeinstellungen zu ermitteln, die eine gleichmäßige Wandstärke ohne Defekte gewährleisten.
Der Einspritzdruck spielt eine entscheidende Rolle für die Einhaltung der Spezifikationen, da er die Vollständigkeit und Gleichmäßigkeit der Formfüllung beeinflusst. Durch das Verständnis und die korrekte Einstellung dieses Parameters können Hersteller qualitativ hochwertige Teile mit gleichmäßiger Wandstärke und minimalen Fehlern produzieren.
Hoher Einspritzdruck verursacht Gratbildung.WAHR
Zu hoher Druck kann zu Gratbildung führen und die Genauigkeit des Bauteils beeinträchtigen.
Niedriger Einspritzdruck gewährleistet gleichmäßige Schichtdicke.FALSCH
Unzureichender Druck führt zu unvollständiger Füllung und ungleichmäßiger Wandstärke.
Wie beeinflussen Haltedruck und Haltezeit die Dicke?
Das Verständnis der Rolle von Nachdruck und Nachdruckzeit ist entscheidend für das Erreichen der gewünschten Bauteildicke beim Spritzgießen.
Nachdruck und Nachdruckzeit sind entscheidend für die Dicke von Kunststoffteilen. Ein ausreichender Nachdruck verdichtet die Schmelze, reduziert die Schrumpfung und gewährleistet Maßgenauigkeit. Ebenso ermöglicht die Nachdruckzeit die vollständige Erstarrung und verhindert so Schrumpfung und Defekte wie Vertiefungen. Beide Faktoren müssen sorgfältig aufeinander abgestimmt werden, um ein optimales Verhältnis zwischen Qualität und Effizienz zu erzielen.
Die Rolle des Haltens
Sobald die Formkavität durch die erste Einspritzphase gefüllt ist, wird ein Nachdruck angelegt. Dieser Druck sorgt dafür, dass der geschmolzene Kunststoff in der Form verdichtet bleibt und gleicht so die Materialschrumpfung aus, die beim Abkühlen und Erstarren des Formteils auftritt.
-
Unzureichender Anpressdruck : Ist der Anpressdruck zu gering, kann der Kunststoff beim Abkühlen übermäßig schrumpfen. Dies führt zu dünneren Bauteilen, die die Konstruktionsvorgaben nicht erfüllen. Besonders problematisch ist dies in Bereichen, die weiter vom Anguss entfernt sind, wo der Druckverlust größer ist. Beispielsweise benötigen große Automobilbauteile einen gleichmäßigen Anpressdruck, um Dickenschwankungen zu vermeiden.
-
Zu hoher Anpressdruck : Andererseits kann zu viel Druck zu Problemen wie Gratbildung – einer dünnen Schicht überschüssigen Materials entlang der Trennlinie der Form – führen, da zu viel Kraft auf die Form ausgeübt wird. Dies kann auch Spannungen im Kunststoff verursachen, die nach der Produktion zu Verformungen oder Rissen führen können.
Bedeutung der Haltezeit
Die Nachdruckzeit bestimmt, wie lange der Nachdruck nach dem Befüllen der Form aufrechterhalten wird. Sie gewährleistet, dass das Formteil seine Form und Dicke beibehält, bis es ausreichend abgekühlt ist, um aus der Form entnommen zu werden.
-
Kurze Haltezeit : Ist die Haltezeit unzureichend, kann der Kunststoff zu schrumpfen beginnen, bevor er vollständig erstarrt ist. Dies führt zu Defekten wie Einfallstellen oder Hohlräumen, die sowohl das Aussehen als auch die strukturelle Integrität beeinträchtigen.
-
Verlängerte Haltezeit : Eine längere Haltezeit kann zwar die Dimensionsstabilität verbessern und Dickenschwankungen minimieren, jedoch durch die Verlängerung der Zykluszeit die Produktionseffizienz verringern. Darüber hinaus kann eine verlängerte Haltezeit zu Eigenspannungen führen, die nach dem Spritzgießen Verformungen verursachen können.
Balance zwischen Qualität und Effizienz
Um optimale Ergebnisse zu erzielen, müssen Hersteller den Haltedruck Haltezeit mit anderen Parametern wie Form- und Schmelztemperatur in Einklang bringen. Beispielsweise können höhere Temperaturen Anpassungen der Druck- und Zeiteinstellungen erfordern, um die Qualität zu erhalten, ohne die Effizienz zu beeinträchtigen.
Beispieltabelle: Einfluss von Halteparametern auf die Teilequalität
| Parameter | Niedrige Einstellungsauswirkungen | Hoher Einfluss |
|---|---|---|
| Haltedruck | Schrumpfung, dünne Stellen | Blitzschlag, innere Spannung |
| Haltezeit | Einfallstellen, Hohlräume | Erhöhte Zykluszeit, Restspannung |
Zusammenfassend lässt sich sagen, dass die Feinabstimmung dieser Parameter auf Basis spezifischer Materialeigenschaften und des Bauteildesigns unerlässlich ist, um im Spritzgussverfahren hochwertige Kunststoffkomponenten herzustellen. Durch das Verständnis dieser Nuancen können Hersteller die Ergebnisse besser vorhersagen und die Prozesse entsprechend anpassen.
Der Haltedruck verringert die Teileschrumpfung.WAHR
Durch ausreichenden Haltedruck wird die Schmelze verdichtet, wodurch die Schrumpfung verringert wird.
Eine verlängerte Haltezeit verringert die Produktionseffizienz.WAHR
Längere Haltezeiten erhöhen die Zykluszeit und verringern die Effizienz.
Warum ist die Formtemperatur für die Dickenkontrolle so wichtig?
Die Formtemperatur ist ein entscheidender Faktor beim Spritzgießen und beeinflusst direkt die Dicke und Qualität der Kunststoffteile.
Die Formtemperatur beeinflusst die Dicke von Kunststoffteilen, indem sie die Abkühlgeschwindigkeit der Schmelze, die Fließfähigkeit und die Schwindung beeinflusst. Eine optimale Formtemperatur gewährleistet eine gleichmäßige Dicke und vermeidet Fehler wie ungleichmäßige Füllung oder übermäßige Schwindung, welche die Konstruktionsvorgaben und die Bauteilleistung beeinträchtigen können.
Die Rolle der Formtemperatur bei Kühlung und Fließfähigkeit
Die Temperatur der Form 3 spielt eine entscheidende Rolle für die Abkühlgeschwindigkeit der Kunststoffschmelze nach dem Einspritzen in den Formhohlraum. Ist die Formtemperatur zu niedrig, kühlt die Schmelze schnell ab, was die Viskosität erhöht und die Fließfähigkeit verringert. Dadurch kann die Schmelze den Formhohlraum nicht vollständig ausfüllen, was zu dünneren Wandstärken führt, insbesondere in komplexen oder weit entfernten Bereichen der Form.
Umgekehrt verlangsamt eine zu hohe Formtemperatur den Abkühlprozess. Dies mag zwar für die Formfüllung vorteilhaft erscheinen, kann aber zu übermäßigem Schrumpfen beim Abkühlen des Teils außerhalb der Form führen. Solches Schrumpfen führt häufig zu Teilen, die die geplante Dicke überschreiten, was sowohl die Ästhetik als auch die Funktionalität beeinträchtigt.
Optimale Formtemperatur für beste Ergebnisse
Die richtige Temperatur im Werkzeug ist entscheidend für eine gleichmäßige Wandstärke des Kunststoffteils. Idealerweise sollte die Temperatur hoch genug sein, um eine vollständige Füllung des Formhohlraums zu gewährleisten, aber gleichzeitig niedrig genug, um übermäßigen Schrumpf und eine Verlängerung der Zykluszeit zu vermeiden. Dieses optimale Verhältnis stellt sicher, dass das Teil den Konstruktionsvorgaben genau entspricht, ohne unnötigen Materialverbrauch oder erhöhte Produktionskosten.
| Formtemperatur | Auswirkung auf die Bauteildicke | Mögliche Probleme |
|---|---|---|
| Zu niedrig | Dünnere Querschnitte; schlechte Füllung | Materialmangel, Ungleichmäßigkeit |
| Optimal | Gleichmäßige Dicke | Stabile Abmessungen |
| Zu hoch | Übermäßige Dicke/Schrumpfung | Längere Zyklen, hohe Kosten |
Auswirkungen auf Produktionszyklus und Kosten
Die Einhaltung einer optimalen Werkzeugtemperatur beeinflusst nicht nur die Teilequalität, sondern auch die Produktionseffizienz. Eine zu hohe Werkzeugtemperatur führt aufgrund verlängerter Abkühlphasen zu längeren Zykluszeiten, was den Energieverbrauch und die Produktionskosten erhöht. Andererseits kann eine zu niedrige Temperatur zusätzliche Bearbeitungsschritte zur Fehlerbehebung erforderlich machen und die Wirtschaftlichkeit weiter beeinträchtigen.
Das Verständnis dieser Nuancen hilft den Herstellern, ihre Spritzgießprozesse zu optimieren , um die gewünschten Ergebnisse mit minimalem Abfall und geringen Kosten zu erzielen.
Eine optimale Formtemperatur verhindert übermäßiges Schrumpfen.WAHR
Die richtige Formtemperatur gewährleistet, dass die Teile ohne zusätzliche Schrumpfung der Konstruktion entsprechen.
Eine hohe Formtemperatur reduziert die Produktionskosten.FALSCH
Höhere Temperaturen verlängern die Zykluszeiten, was den Energieverbrauch und die Kosten erhöht.
Wie beeinflusst die Angussgestaltung die Gleichmäßigkeit der Wandstärke?
Die Angussgestaltung ist entscheidend für die gleichmäßige Wandstärke von Kunststoffteilen im Spritzgussverfahren. Ein gut gestalteter Anguss optimiert den Materialfluss und die Füllung.
Die Angussgestaltung beeinflusst die Dickengleichmäßigkeit, indem sie die Fließgeschwindigkeit und Verteilung der Kunststoffschmelze im Formhohlraum bestimmt. Die richtige Angussgröße und -positionierung gewährleisten einen gleichmäßigen Fluss und verhindern Dickenschwankungen im Endprodukt.

Der Einfluss der Torgröße auf den Durchfluss
Beim Spritzgießen spielt die Größe des Angusses eine entscheidende Rolle für den Schmelzfluss in den Formhohlraum. Ein kleiner Anguss (5) behindert den Fluss, verlangsamt den Schmelzeintritt und kann zu dünneren Wandstärken im Kunststoffteil führen, insbesondere in Bereichen, die weit vom Anguss entfernt sind, oder bei komplexen Geometrien. Ein größerer Anguss hingegen ermöglicht einen gleichmäßigeren Fluss, verbessert die Füllung und potenziell die Dickengleichmäßigkeit.
| Torgröße | Auswirkungen |
|---|---|
| Klein | Eingeschränkter Durchfluss; dünnere Querschnitte |
| Groß | Robuster Durchfluss; verbesserte Gleichmäßigkeit |
Optimale Torplatzierung für Gleichmäßigkeit
Die Position des Angusses ist ebenso wichtig. Eine falsche Platzierung, beispielsweise zu nah an einer Kante oder Ecke, kann zu ungleichmäßigen Fließmustern im Formhohlraum führen. Diese Unregelmäßigkeit verursacht häufig Dickenunterschiede im Bauteil. Idealerweise sollte der Anguss so positioniert werden, dass eine symmetrische Füllung gewährleistet ist und somit ein gleichmäßiger Druck und eine gleichmäßige Temperatur im gesamten Bauteil sichergestellt werden.
Beispielsweise tragen zentral angeordnete Angüsse zu einem gleichmäßigen radialen Materialfluss bei und reduzieren so Schwankungen der Wandstärke. Bei komplexen Bauteilen können mehrere Angüsse oder Heißkanalsysteme eingesetzt werden, um eine gleichmäßige Füllung zu gewährleisten.
Abwägung mehrerer Faktoren
Die Angussgestaltung ist zwar von entscheidender Bedeutung, muss aber in Verbindung mit anderen Faktoren wie Einspritzdruck und Werkzeugtemperatur betrachtet werden. Eine hohe Schmelztemperatur⁶ beispielsweise kleinere Angussgrößen durch verbesserte Fließfähigkeit kompensieren, birgt aber auch das Risiko von Materialbeeinträchtigungen, wenn sie nicht korrekt gehandhabt wird. Umgekehrt können niedrigere Temperaturen größere Angüsse erfordern, um ähnliche Ergebnisse ohne Einbußen bei der Teilequalität zu erzielen.
Fallstudie: Spritzgießen großer Teile
Stellen Sie sich vor, ein großes Kunststoffteil wird mit einem kleinen Angusskanal gefertigt. Der eingeschränkte Materialfluss kann zu einer unzureichenden Füllung und damit zu dünneren Bereichen an den Rändern führen. Durch die Vergrößerung des Angusskanals oder dessen Verlagerung in eine zentralere Position können Hersteller eine gleichmäßigere Wandstärke über das gesamte Bauteil erzielen.
Zusammenfassend lässt sich sagen, dass die sorgfältige Berücksichtigung von Angussgröße und -position entscheidend für die Erzielung einer gleichmäßigen Wandstärke bei Spritzgussteilen ist. Die Optimierung dieser Faktoren gewährleistet eine bessere Kontrolle der Fließdynamik und verbessert die Qualität des Endprodukts.
Eine größere Angussgröße verbessert die Gleichmäßigkeit der Schichtdicke.WAHR
Eine größere Einlassöffnung ermöglicht einen robusten Durchfluss und verbessert so die Füllmenge und Gleichmäßigkeit.
Eine unsachgemäße Platzierung der Tore führt zu ungleichmäßigen Strömungsmustern.FALSCH
Eine unsachgemäße Platzierung verursacht einen unregelmäßigen Fluss, was zu Dickenunterschieden führt.
Abschluss
Die Beherrschung dieser Aspekte des Spritzgießens kann die Qualität Ihrer Kunststoffteile deutlich verbessern. Nutzen Sie diese Erkenntnisse, um Ihre Designs auf ein neues Niveau zu heben!
-
Die Komplexität der Werkzeugkonstruktion beeinflusst die Füllqualität und damit die endgültige Bauteildicke. Die Qualität und Beschaffenheit des Werkzeugs ermöglichen es Spritzgießern, hohe Toleranzen zu gewährleisten, Fehler zu erkennen, Präzision zu wahren und die richtigen Rohmaterialien auszuwählen ↩
-
Erfahren Sie, wie sich der Nachdruck auf die Konsistenz von Kunststoffteilen auswirkt: Nachdruck bedeutet, dass sich die Schnecke nach dem Einspritzen nicht sofort zurückzieht, sondern weiterhin Druck auf das geschmolzene Material ausübt … ↩
-
Erfahren Sie mehr über die optimale Temperatureinstellung für präzises Spritzgießen: Eine optimale Einstellung bei 50 °C gewährleistet gleichmäßigen Materialfluss und gleichmäßige Erstarrung. … PPS ist hochtemperaturbeständig und eignet sich daher für anspruchsvolle Anwendungen. POM, … ↩
-
Entdecken Sie Methoden zur Kostenreduzierung bei gleichbleibender Qualität: 9 Tipps zur Senkung der Spritzgusskosten … Die Verwendung eines Kernhohlraums, wie abgebildet, kann eine kostengünstige Methode zum Formen hoher Wände und gerippter Oberflächen sein. ↩
-
Erfahren Sie, wie sich die Angussgröße direkt auf den Kunststofffluss und die Bauteilgleichmäßigkeit auswirkt. Dies liegt daran, dass die Angussgröße die Scherspannung bestimmt, der der geschmolzene Kunststoff beim Ausfüllen des Bauteils ausgesetzt ist. ↩
-
Erfahren Sie mehr über die optimale Abstimmung von Schmelztemperatur und Angussgestaltung für beste Ergebnisse. Ein zu hohes Verhältnis von Schmelztemperatur zu niedriger Werkzeugtemperatur führt häufig zu beeinträchtigten Bauteileigenschaften und einem instabilen Bauteil. ↩






