

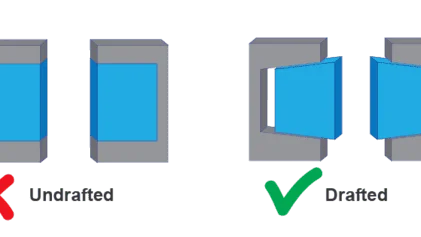
Entformungswinkel mögen wie ein unbedeutendes Detail erscheinen, aber sie sind die wahren, unbesungenen Helden der Spritzgusswelt!
Die Formschrägen sind beim Spritzgießen von entscheidender Bedeutung und liegen typischerweise zwischen 0,5° und 3°. Sie gewährleisten ein reibungsloses Entformen, minimieren Defekte und optimieren die Produktionskosten, indem sie die Materialschrumpfung und die Produktkomplexität berücksichtigen.
Doch das ist nur die Spitze des Eisbergs! Begleiten Sie mich auf einer Entdeckungsreise durch die faszinierenden Nuancen der Formschrägen und erfahren Sie, wie diese Ihre Spritzgussprojekte verändern können.
Die Entformungsschrägen beim Spritzgießen liegen im Bereich von 0,5° bis 3°.WAHR
Optimale Entformungswinkel hängen von der Materialschrumpfung, der Produktkomplexität und der Formstruktur ab.
Wie beeinflussen Materialeigenschaften die Wahl des Entformungswinkels?
Die Materialeigenschaften haben einen erheblichen Einfluss auf die Wahl des Entformungswinkels beim Spritzgießen.
Materialeigenschaften wie Schwindung und Fließfähigkeit bestimmen den optimalen Entformungswinkel beim Spritzgießen. Materialien mit hoher Schwindung erfordern Winkel zwischen 1° und 2°, während Materialien mit guter Fließfähigkeit kleinere Winkel ermöglichen. Diese Eigenschaften gewährleisten ein reibungsloses Entformen und minimale Defekte.
Die Rolle der Schwindung bei der Bestimmung des Entformungswinkels
Einer der wichtigsten Faktoren bei der Wahl des Entformungsschrägenwinkels ist die Schrumpfung des Kunststoffmaterials. Kunststoffe schrumpfen beim Abkühlen, wodurch das Produkt im Werkzeug kleben bleiben kann, wenn dies nicht berücksichtigt wird. Beispielsweise erfordern Materialien wie Polyethylen und Polypropylen, die für ihre hohe Schrumpfung bekannt sind, typischerweise größere Entformungsschrägenwinkel von 1° bis 2°, um ein problemloses Entformen zu ermöglichen.
Wie die Fluidität den Tiefgangwinkel beeinflusst
Die Fließfähigkeit eines Materials, also seine Fähigkeit, zu fließen und eine Form auszufüllen, spielt eine entscheidende Rolle bei der Bestimmung des Entformungsschrägenwinkels. Materialien mit hoher Fließfähigkeit benötigen kleinere Entformungsschrägenwinkel, da sie die Formhohlräume gleichmäßig ausfüllen und sich mühelos entformen lassen. Materialien mit geringerer Fließfähigkeit erfordern hingegen größere Entformungsschrägenwinkel, um sicherzustellen, dass das Produkt problemlos und unbeschädigt ausgeworfen werden kann.
Vergleich der Materialeigenschaften bei der Auswahl des Entformungswinkels
| Material | Schrumpfungsrate | Typischer Tiefgang |
|---|---|---|
| Polyethylen | Hoch | 1° – 2° |
| Polypropylen | Hoch | 1° – 2° |
| ABS | Mäßig | 0.5° – 1° |
| Nylon | Niedrig | <0.5° |
Fallstudien: Materialeinfluss auf die Entformungswinkel
Betrachten wir Beispiel 2 : ein Produkt aus Polyethylen im Vergleich zu einem Bauteil aus ABS-Kunststoff. Während das Polyethylenteil einen Entformungswinkel von mindestens 1° benötigt, reicht bei einem ABS-Teil aufgrund seiner geringeren Schrumpfung und besseren Fließfähigkeit möglicherweise ein Winkel von 0,5° aus.
Das Verständnis dieser Materialeigenschaften ermöglicht es Konstrukteuren, die Entformungswinkel zu optimieren, die Wahrscheinlichkeit von Fehlern zu verringern und die Gesamteffizienz der Produktion zu steigern.
Polyethylen benötigt einen Entformungswinkel von mindestens 1°.WAHR
Aufgrund seiner hohen Schrumpfungsrate benötigt Polyethylen typischerweise Winkel von 1°-2°.
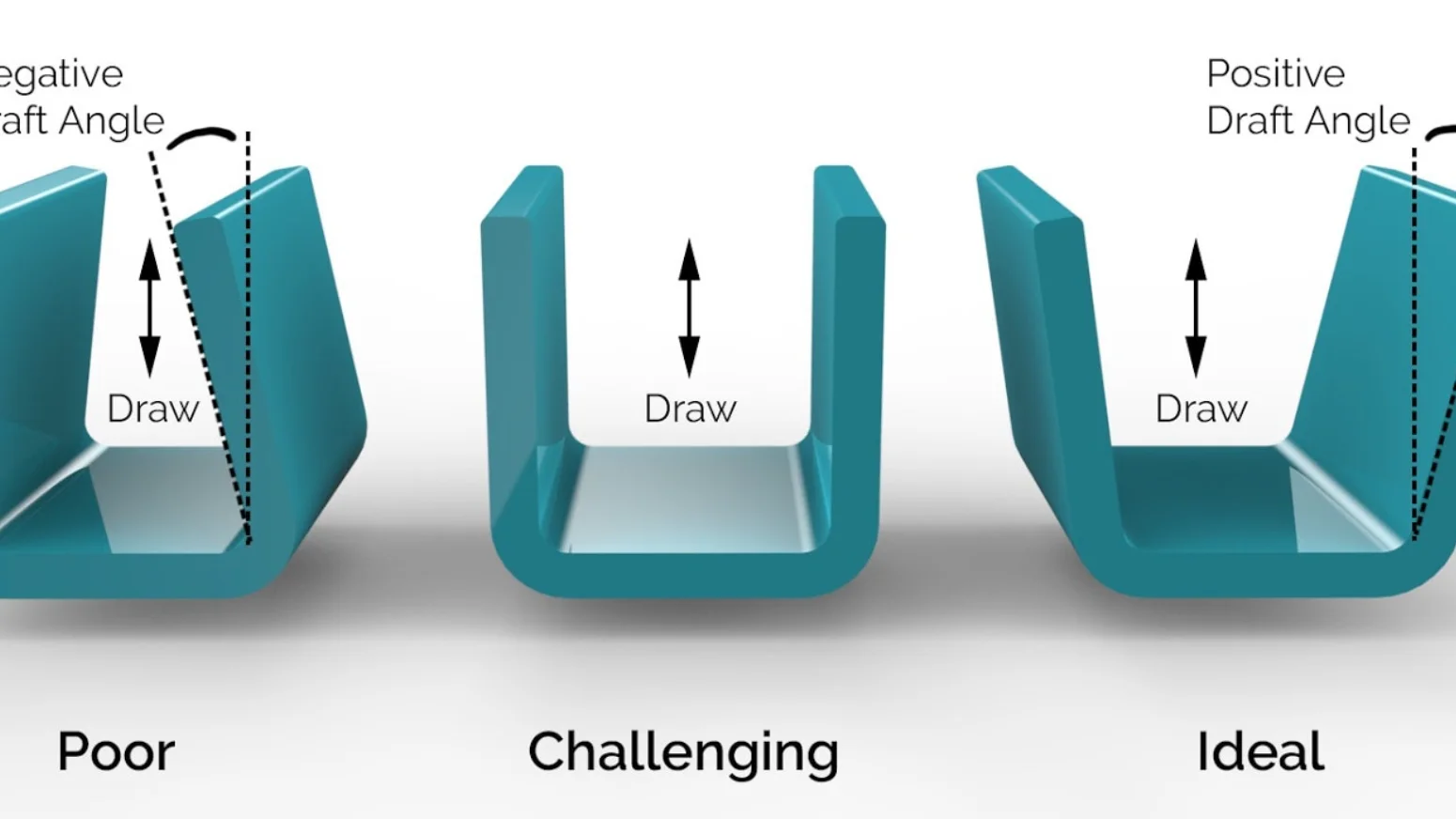
Komplexe Formen erfordern größere Entformungsschrägen.WAHR
Komplexe Geometrien erhöhen die Reibung, wodurch größere Entformungswinkel erforderlich werden.
Einfache, ebene Flächen benötigen einen Entformungswinkel von 3°-5°.FALSCH
Einfache, ebene Oberflächen erfordern typischerweise einen Entformungswinkel von 0,5°-1°.
Wie kann die Werkzeugkonstruktion die Anforderungen an den Entformungswinkel beeinflussen?
Die Komplexität der Werkzeugkonstruktion hat einen erheblichen Einfluss auf die erforderlichen Entformungsschrägen und wirkt sich somit auf den Erfolg beim Entformen und die Produktintegrität aus.
Die Werkzeugkonstruktion bestimmt die erforderlichen Entformungsschrägen, indem sie Werkzeugstrukturen, Oberflächenbeschaffenheiten und Entformungskräfte berücksichtigt. Eine optimale Werkzeugkonstruktion optimiert die Entformungsschrägen und verbessert so die Entformungseffizienz und Produktqualität.
Die Rolle der Formenkonstruktion verstehen
Die Werkzeugkonstruktion ist ein entscheidender Faktor für die Bestimmung des erforderlichen Entformungsschrägwinkels. Durch die Integration spezifischer Konstruktionselemente wie Schieber, abgeschrägte Oberseiten und Oberflächenbearbeitungen können Werkzeugkonstrukteure den Entformungsschrägwinkel optimieren und so ein reibungsloseres Entformen ermöglichen. Dieser Abschnitt untersucht, wie diese Konstruktionskomponenten die Wahl des Entformungsschrägwinkels beeinflussen.
Schimmelstrukturen und ihre Auswirkungen
-
Verwendung von Schiebern und abgeschrägten Oberseiten : Diese Bauteile im Werkzeugdesign können den Bedarf an größeren Entformungsschrägen deutlich reduzieren. Durch die Bereitstellung zusätzlicher Entformungskräfte tragen sie zu einem reibungslosen Auswerfen des Produkts bei, selbst bei minimalen Entformungsschrägen.
-
Überlegungen zur Oberflächenbeschaffenheit : Eine hohe Oberflächengüte der Form ermöglicht kleinere Entformungsschrägen. Die glatte Oberfläche reduziert die Reibung beim Entformen und erleichtert so das Herauslösen des Produkts ohne Anhaften oder Beschädigung.
| Formstruktur | Auswirkung auf den Tiefgangwinkel |
|---|---|
| Schieberegler | Ermöglicht kleinere Winkel |
| Abgeschrägte Oberseiten | Erleichtert das Entformen |
| Hochwertige Verarbeitung | Verringert die Reibung |
Design für effizientes Entformen
Bei der Werkzeugkonstruktion sollten alle Faktoren, die den Entformungswinkel beeinflussen, sorgfältig berücksichtigt werden, um eine effiziente Produktion zu gewährleisten. Dies beinhaltet:
- Analyse der Produktgeometrie : Komplexe Formen erfordern unter Umständen innovative Werkzeugkonstruktionen, um optimale Entformungsschrägen beizubehalten und gleichzeitig die strukturelle Integrität zu gewährleisten.
- Beurteilung der Materialverträglichkeit : Unterschiedliche Materialien interagieren auf einzigartige Weise mit den Oberflächen der Form, was Anpassungen im Formdesign erforderlich macht, um diesen Unterschieden gerecht zu werden.
Abschluss
Durch die sorgfältige Konstruktion von Formen unter Berücksichtigung von Strukturkomponenten und Oberflächenbeschaffenheit können Hersteller die Entformungsschrägen effektiv anpassen. Dies verbessert nicht nur die Effizienz des Entformungsprozesses, sondern steigert auch die Gesamtqualität und Wirtschaftlichkeit der Spritzgussprodukte. Die weitere Untersuchung des Einflusses der Formenkonstruktion verdeutlicht deren zentrale Rolle bei der Festlegung der Entformungsschrägenanforderungen und der Sicherstellung eines erfolgreichen Fertigungsprozesses.
Für weitere Einblicke empfiehlt es sich, zu untersuchen, wie die Strukturkomponenten der Form 5 auf die Fertigungsergebnisse auswirken, oder die Vorteile von Formen mit hoher Oberflächengüte 6 .
Schieber reduzieren den Bedarf an größeren Entlüftungswinkeln.WAHR
Schieber sorgen für zusätzliche Entformungskraft und ermöglichen so kleinere Winkel.
Eine hohe Oberflächengüte erhöht die Anforderungen an den Entformungswinkel.FALSCH
Eine hohe Oberflächengüte verringert die Reibung und ermöglicht kleinere Winkel.
Welche gängigen Methoden gibt es zum Markieren von Entwurfswinkeln auf Zeichnungen?
Die Entformungswinkel sind entscheidend für ein reibungsloses Entformen beim Spritzgießen, daher ist eine genaue Kennzeichnung auf den Zeichnungen unerlässlich.
Winkelangaben in Zeichnungen erfolgen üblicherweise entweder durch direkte Winkelangaben wie „1,5°“ oder durch Neigungsangaben wie „1:50“ für einen Winkel von 1°. Diese Methoden gewährleisten eine eindeutige Kommunikation und beugen Fertigungsfehlern vor.
Die Bedeutung genauer Schrägwinkelmarkierung
Die Kennzeichnung von Formschrägen auf technischen Zeichnungen spielt eine entscheidende Rolle im Spritzgießprozess 7. Präzise Markierungen helfen Werkzeugkonstrukteuren und -herstellern, Fehler zu vermeiden, die zu einer mangelhaften Produktqualität oder erhöhten Produktionskosten führen könnten.
Direktwinkelnotation
Eine der einfachsten Methoden zur Kennzeichnung von Entformungswinkeln ist die direkte Angabe. Dabei wird der Entformungswinkel explizit in der Zeichnung vermerkt, beispielsweise „Entformungswinkel 1,5°“. Diese Methode ist unkompliziert und minimiert Unklarheiten, sodass alle Beteiligten die Spezifikationen klar verstehen.
Vorteile:
- Leicht verständlich
- Verringert das Risiko von Fehlinterpretationen
Nachteile:
- Sorgfältige Platzierung und Ausrichtung sind erforderlich, um Verwechslungen zu vermeiden
Neigungsdarstellung
Die Neigungsmethode verwendet Verhältnisse zur Angabe von Tiefgangswinkeln, beispielsweise „1:50“ für einen Tiefgang von 1°. Diese Technik ist für diejenigen, die mit Neigungen vertraut sind, intuitiver, da sie die Steigung des Winkels visuell darstellt.
Vorteile:
- Bietet eine visuelle Darstellung des Winkels
- Nützlich bei komplexen Konstruktionen, bei denen eine visuelle Orientierung von Vorteil ist
Nachteile:
- Erfordert ein Verständnis von Steigungsverhältnissen
| Verfahren | Beispiel | Vorteile |
|---|---|---|
| Direktwinkelnotation | 1.5° | Einfach und klar |
| Neigungsdarstellung | 1:50 | Intuitiv für komplexe Strukturen |
Überlegungen zur effektiven Kennzeichnung von Entformungswinkeln
Bei der Anwendung dieser Methoden ist es unerlässlich, Faktoren wie die Gesamtkomplexität der Konstruktion 8 und das Potenzial für Kommunikationsprobleme innerhalb des Fertigungsteams zu berücksichtigen.
- Liebe zum Detail : Achten Sie darauf, dass die Winkel einheitlich und gut sichtbar markiert sind, um Missverständnisse zu vermeiden.
- Klare Kommunikation : Verwenden Sie Anmerkungen oder Legenden auf Zeichnungen, um ungewöhnliche Markierungen oder den Wechsel zwischen verschiedenen Methoden zu erklären.
Das Verständnis dieser Methoden und ihrer Anwendungsmöglichkeiten kann die Effizienz und den Erfolg Ihrer Spritzgussprojekte erheblich beeinflussen.
Die Angabe des direkten Winkels ist immer verständlicher als die Darstellung der Steigung.FALSCH
Während die direkte Notation unkompliziert ist, kann die Steigung bei komplexen Konstruktionen deutlicher sein.
Die Darstellung von Neigungen ist in komplexen Konstruktionen zur visuellen Orientierung hilfreich.WAHR
Steigungsverhältnisse stellen Gradienten visuell dar und erleichtern so das Verständnis komplexer Designs.
Abschluss
Das Verständnis von Entformungsschrägen kann die Produktionseffizienz und Produktqualität deutlich steigern. Nutzen wir diese Erkenntnisse, um unsere Spritzgussverfahren zu optimieren.
-
Die verschiedenen Faktoren, die die Wahl des Entformungswinkels beeinflussen, werden im Detail untersucht: Mehrere Faktoren wirken sich auf die Auswahl des Entformungswinkels aus. Zu diesen Faktoren gehören Wandstärke, Wandhöhe, Schwindungsraten, Materialwahl, … ↩
-
Erfahren Sie, wie sich verschiedene Materialien auf die Anforderungen an den Entformungswinkel auswirken: Faktoren wie Wandstärke, Materialauswahl, Auswurf, Schwindungsraten, Oberflächenbeschaffenheit/Textur, Wandtiefe und Fertigungsmöglichkeiten spielen dabei eine Rolle. ↩
-
Erfahren Sie, wie komplexe Produktformen die erforderlichen Entformungsschrägen bestimmen: Beim Konstruieren eines Bauteils sollte die Entformungsschräge so groß wie möglich sein – eine Faustregel besagt, dass pro 2,54 cm Kavitätentiefe 1 Grad Entformungsschräge erforderlich ist, dies kann jedoch je nach … variieren ↩
-
Entdecken Sie Werkzeuganpassungen, die kleinere Entformungsschrägen für komplexe Designs ermöglichen: Berücksichtigen Sie die Gesamtgeometrie des Bauteils. Komplexe Formen oder filigrane Details erfordern möglicherweise Anpassungen der Wandstärke, um die Formbarkeit zu erhalten ↩
-
Erfahren Sie, wie Gleitstücke und abgeschrägte Oberseiten die Entformungswinkel reduzieren: Verzugsreduzierung: Beim Spritzgießen können ungleichmäßige Werkzeugtemperaturen oder ungleichmäßiges Schmelzen des Kunststoffs zu Produktverformungen führen. Richtige … ↩
-
Verstehen Sie, wie Oberflächenveredelungen das Entformen erleichtern: Ebenso kann eine schnellere Füllung der Formhohlräume die Sichtbarkeit der Schweißnaht reduzieren. Dadurch wird das Gesamtbild der Kunststoffoberflächen verbessert. ↩
-
Erfahren Sie, wie sich Entformungsschrägen auf die Effizienz und Qualität beim Spritzgießen auswirken: Verbessern Sie Ihre Spritzgussteile durch den Einsatz von Entformungsschrägen. Durch das frühzeitige Anbringen der richtigen Entformungsschräge – einer leichten Verjüngung, die das Entformen erleichtert – können Sie Zeit sparen und … ↩
-
Erfahren Sie, wie komplexe Konstruktionen die Wahl des Entformungswinkels beeinflussen: Zahlreiche Faktoren spielen bei der Auswahl des Entformungswinkels eine Rolle. Dazu gehören Wandstärke, Tiefe, Schwindungsraten, Materialwahl, Bauteilkomplexität, Oberflächenbeschaffenheit usw ↩






