

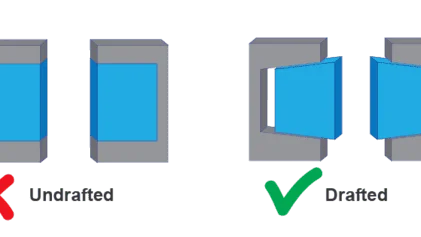
Schrägenschrägen mögen wie ein kleines Detail erscheinen, aber sie sind wirklich die unbesungenen Helden der Spritzgusswelt!
Entformungsschrägen sind beim Spritzgießen von entscheidender Bedeutung und liegen typischerweise im Bereich von 0,5° bis 3°. Sie sorgen für eine reibungslose Entformung, minimieren Fehler und optimieren die Produktionskosten unter Berücksichtigung von Materialschrumpfung und Produktkomplexität.
Aber das ist nur die Spitze des Eisbergs! Entdecken Sie mit mir die faszinierenden Nuancen von Entformungsschrägen und wie diese Ihre Spritzgussprojekte verändern können.
Die Formschrägen beim Spritzgießen liegen zwischen 0,5° und 3°.WAHR
Optimale Entformungswinkel hängen von der Materialschrumpfung, der Produktkomplexität und der Formstruktur ab.
Wie wirken sich Materialeigenschaften auf die Auswahl des Schrägenwinkels aus?
Materialeigenschaften beeinflussen die Wahl des Entformungswinkels beim Spritzgießen erheblich.
Materialeigenschaften wie Schrumpfung und Fließfähigkeit bestimmen den optimalen Entformungswinkel beim Spritzgießen. Materialien mit hoher Schrumpfung erfordern möglicherweise Winkel zwischen 1° und 2°, während Materialien mit guter Fließfähigkeit kleinere Winkel zulassen. Diese Eigenschaften gewährleisten eine reibungslose Entformung und minimale Defekte.
Die Rolle der Schrumpfung bei der Bestimmung des Formschrägewinkels
Einer der wichtigsten Faktoren 1, die die Wahl des Entformungswinkels beeinflussen, ist die Schrumpfrate des Kunststoffmaterials. Während des Abkühlens neigen Kunststoffe dazu, zu schrumpfen, was bei unsachgemäßer Berücksichtigung möglicherweise dazu führen kann, dass das Produkt in der Form kleben bleibt. Beispielsweise erfordern Materialien wie Polyethylen und Polypropylen, die für ihre hohen Schrumpfungsraten bekannt sind, typischerweise größere Formschrägen zwischen 1° und 2°, um ein einfaches Entfernen zu ermöglichen.
Wie sich Flüssigkeit auf den Formschrägewinkel auswirkt
Die Fließfähigkeit eines Materials oder seine Fähigkeit, zu fließen und eine Form zu füllen, spielt ebenfalls eine entscheidende Rolle bei der Bestimmung des Entformungswinkels. Materialien mit hoher Fließfähigkeit erfordern kleinere Entformungswinkel, da sie Formhohlräume gleichmäßig ausfüllen und sich mühelos entformen lassen. Umgekehrt erfordern Materialien mit geringerer Fließfähigkeit möglicherweise größere Formschrägen, um sicherzustellen, dass das Produkt problemlos und ohne Beschädigung ausgeworfen werden kann.
Vergleich der Materialeigenschaften bei der Auswahl des Schrägenwinkels
| Material | Schrumpfungsrate | Typischer Entformungswinkel |
|---|---|---|
| Polyethylen | Hoch | 1° – 2° |
| Polypropylen | Hoch | 1° – 2° |
| ABS | Mäßig | 0.5° – 1° |
| Nylon | Niedrig | <0.5° |
Fallstudien: Materialeinfluss auf Entformungsschrägen
Betrachten Sie das Beispiel 2 eines Polyethylenprodukts im Vergleich zu einer ABS-Kunststoffkomponente. Während das Polyethylenteil einen Entformungswinkel von mindestens 1° erfordert, benötigt ein ABS-Teil aufgrund seiner moderaten Schrumpfung und besseren Fließfähigkeit möglicherweise nur einen Winkel von 0,5°.
Das Verständnis dieser Materialeigenschaften ermöglicht es Designern, Entformungsschrägen zu optimieren, die Wahrscheinlichkeit von Fehlern zu verringern und die Gesamteffizienz der Produktion zu verbessern.
Polyethylen erfordert einen Entformungswinkel von mindestens 1°.WAHR
Aufgrund seiner hohen Schrumpfungsrate benötigt Polyethylen typischerweise Winkel von 1°-2°.
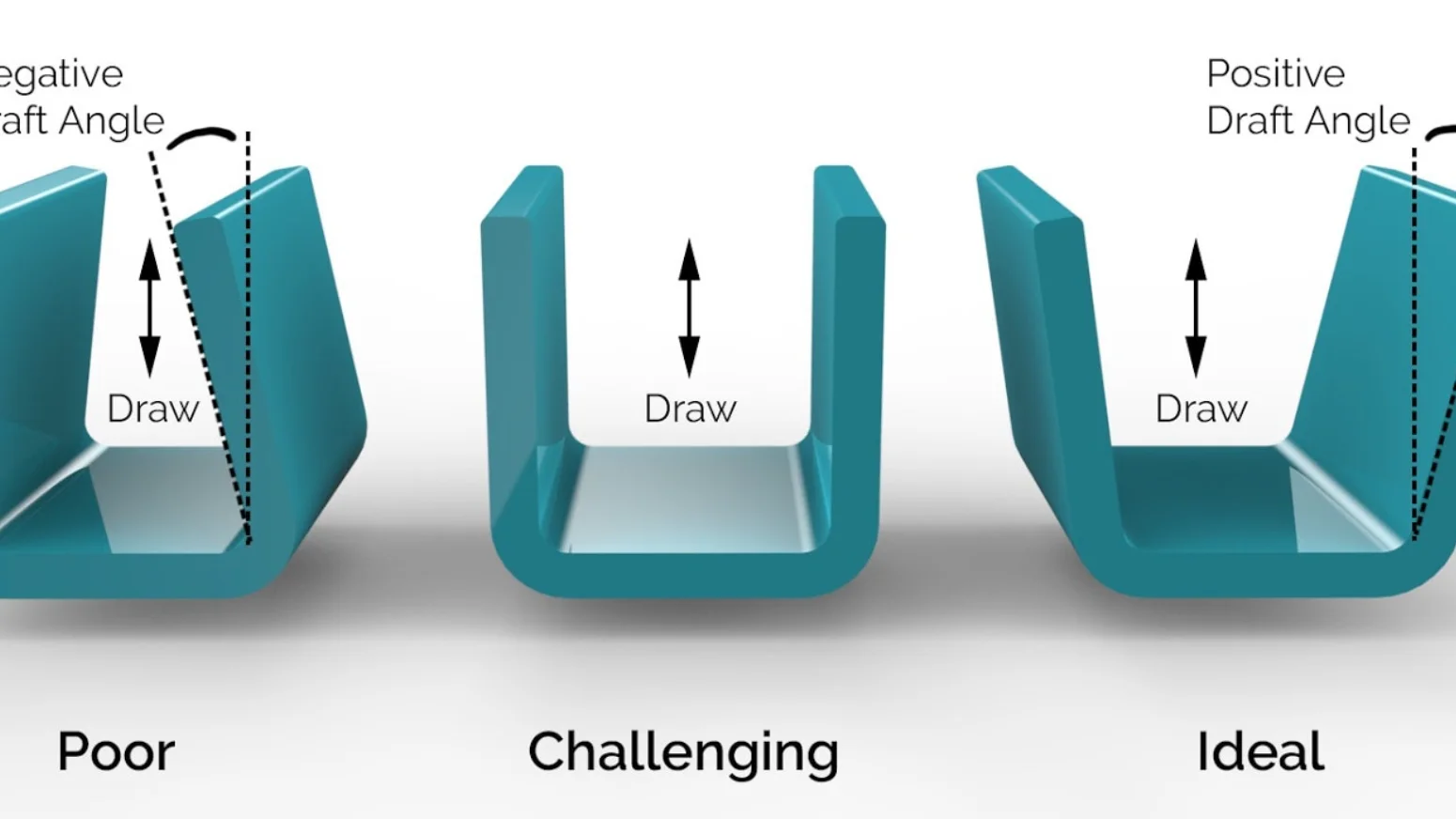
Komplexe Formen erfordern größere Formschrägen zum Entformen.WAHR
Komplexe Geometrien erhöhen die Reibung und erfordern größere Formschrägen.
Einfache ebene Flächen benötigen einen Formschrägenwinkel von 3°–5°.FALSCH
Einfache ebene Flächen erfordern typischerweise einen Entformungswinkel von 0,5°–1°.
Wie kann das Formdesign die Anforderungen an den Formschrägewinkel beeinflussen?
Feinheiten des Formdesigns wirken sich erheblich auf die Anforderungen an den Entformungswinkel aus und wirken sich auf den Entformungserfolg und die Produktintegrität aus.
Das Formdesign bestimmt die Anforderungen an den Entformungswinkel, indem es Formstrukturen, Oberflächenbeschaffenheiten und Entformungskräfte berücksichtigt. Durch das richtige Formendesign werden die Formschrägen optimiert, um die Entformungseffizienz und die Produktqualität zu verbessern.
Die Rolle des Formendesigns verstehen
Das Formdesign ist ein entscheidender Faktor bei der Bestimmung der geeigneten Entformungswinkelanforderungen. Durch die Integration spezifischer Designelemente wie Schieber, abgeschrägter Oberseiten und Oberflächenveredelungen können Formenbauer die Entformungsschrägen optimieren, um reibungslosere Entformungsprozesse zu ermöglichen. In diesem Abschnitt wird untersucht, wie diese Designkomponenten die Auswahl des Formschrägewinkels beeinflussen.
Schimmelstrukturen und ihre Auswirkungen
-
Verwendung von Schiebern und abgeschrägten Oberteilen : Diese Komponenten im Formenbau können den Bedarf an größeren Formschrägen erheblich reduzieren. Durch die Bereitstellung zusätzlicher Entformungskraft tragen sie dazu bei, das Produkt auch bei minimalen Entformungswinkeln reibungslos auszuwerfen.
-
Überlegungen zur Oberflächenbeschaffenheit : Eine hohe Oberflächenbeschaffenheit der Form kann kleinere Formschrägen ermöglichen. Die glatte Oberfläche verringert die Reibung beim Entformen und erleichtert so das Herauslösen des Produkts, ohne dass es anhaftet oder beschädigt wird.
| Formstruktur | Einfluss auf den Formschrägewinkel |
|---|---|
| Schieberegler | Ermöglicht kleinere Winkel |
| Abgeschrägte Oberteile | Erleichtert das Entformen |
| Hohe Verarbeitung | Reduziert die Reibung |
Entwerfen für eine effiziente Entformung
Beim Formenbau sollten alle Elemente, die den Formschrägewinkel beeinflussen, sorgfältig berücksichtigt werden, um eine effiziente Produktion sicherzustellen. Dies beinhaltet:
- Analyse der Produktgeometrie : Komplexe Formen erfordern möglicherweise innovative Formenkonstruktionen, um optimale Entformungswinkel beizubehalten und gleichzeitig die strukturelle Integrität sicherzustellen.
- Beurteilung der Materialkompatibilität : Verschiedene Materialien interagieren auf einzigartige Weise mit Formoberflächen, was Anpassungen im Formdesign erforderlich macht, um diesen Variationen Rechnung zu tragen.
Abschluss
Durch die sorgfältige Gestaltung der Formen unter Berücksichtigung der Strukturkomponenten und Oberflächenbeschaffenheit können Hersteller die Entformungsschrägen effektiv anpassen. Dies verbessert nicht nur die Effizienz des Entformungsprozesses, sondern steigert auch die Gesamtqualität und Wirtschaftlichkeit der Spritzgussprodukte. Die Untersuchung der Auswirkungen des Formendesigns zeigt weiter, dass es eine entscheidende Rolle bei der Gestaltung der Formschrägeanforderungen und der Gewährleistung des Fertigungserfolgs spielt.
Für weitere Einblicke sollten Sie erwägen, zu untersuchen, wie Formbauteile 5 auf die Fertigungsergebnisse auswirken, oder die Vorteile von Formen mit hoher Oberflächengüte 6 .
Schieber reduzieren die Notwendigkeit größerer Formschrägen.WAHR
Schieber sorgen für zusätzliche Entformungskraft und ermöglichen so kleinere Winkel.
Eine hohe Oberflächengüte erhöht die Anforderungen an den Formschrägewinkel.FALSCH
Eine hohe Oberflächengüte reduziert die Reibung und ermöglicht kleinere Winkel.
Was sind die gängigen Methoden zum Markieren von Formschrägen in Zeichnungen?
Formschrägen sind für eine reibungslose Entformung beim Spritzgießen von entscheidender Bedeutung und eine genaue Markierung auf den Zeichnungen ist unerlässlich.
Schrägenwinkel in Zeichnungen werden in der Regel entweder durch direkte Winkelnotation wie „1,5°“ oder durch Neigungsdarstellung wie „1:50“ für einen Winkel von 1° gekennzeichnet. Diese Methoden gewährleisten eine klare Kommunikation und verhindern Herstellungsfehler.
Die Bedeutung einer genauen Formschrägenmarkierung
Die Markierung des Schrägenwinkels auf technischen Zeichnungen spielt im Spritzgussprozess 7 . Präzise Markierungen helfen Formenkonstrukteuren und -herstellern dabei, Fehler zu vermeiden, die zu schlechter Produktqualität oder erhöhten Produktionskosten führen könnten.
Direkte Winkelnotation
Eine der einfachsten Methoden zur Kennzeichnung von Schrägenwinkeln ist die direkte Notation. Dabei wird der Formschrägewinkel explizit auf der Zeichnung angegeben, zum Beispiel „Formschräge 1,5°“. Diese Methode ist unkompliziert und minimiert Unklarheiten, sodass alle Beteiligten ein klares Verständnis der Spezifikationen haben.
Vorteile:
- Leicht zu verstehen
- Reduziert das Risiko einer Fehlinterpretation
Nachteile:
- Erfordert sorgfältige Beachtung der Platzierung und Richtung, um Verwirrung zu vermeiden
Hangdarstellung
Bei der Neigungsmethode werden Verhältnisse verwendet, um Schrägenwinkel auszudrücken, beispielsweise „1:50“ für eine Schräge von 1°. Diese Technik kann für diejenigen, die mit Steigungen vertraut sind, intuitiver sein, da sie die Neigung des Winkels visuell darstellt.
Vorteile:
- Bietet eine visuelle Darstellung des Winkels
- Nützlich bei komplexen Designs, bei denen eine visuelle Führung von Vorteil ist
Nachteile:
- Erfordert Verständnis der Steigungsverhältnisse
| Verfahren | Beispiel | Vorteile |
|---|---|---|
| Direkte Winkelnotation | 1.5° | Einfach und klar |
| Hangdarstellung | 1:50 | Intuitiv für komplexe Strukturen |
Überlegungen zur effektiven Formschrägenmarkierung
Beim Einsatz dieser Methoden ist es wichtig, Faktoren wie die Gesamtkomplexität des Designs 8 und das Potenzial für Fehlkommunikation innerhalb des Fertigungsteams zu berücksichtigen.
- Liebe zum Detail : Stellen Sie sicher, dass die Winkel konsistent und sichtbar markiert sind, um Missverständnisse zu vermeiden.
- Klare Kommunikation : Verwenden Sie Notizen oder Legenden zu Zeichnungen, um ungewöhnliche Markierungen zu erläutern oder wenn Sie zwischen Methoden wechseln.
Das Verständnis dieser Methoden und ihrer Anwendungen kann die Effizienz und den Erfolg Ihrer Spritzgussprojekte erheblich beeinflussen.
Die direkte Winkeldarstellung ist immer klarer als die Steigungsdarstellung.FALSCH
Während die direkte Notation unkompliziert ist, kann die Steigung bei komplexen Designs klarer sein.
Die Neigungsdarstellung ist bei komplexen Designs zur visuellen Orientierung hilfreich.WAHR
Neigungsverhältnisse stellen Steigungen visuell dar und erleichtern so das Verständnis bei komplizierten Designs.
Abschluss
Das Verständnis von Entformungsschrägen kann die Produktionseffizienz und Produktqualität erheblich verbessern. Lassen Sie uns diese Erkenntnisse nutzen, um unsere Spritzgussverfahren zu verbessern.
-
Erkunden Sie verschiedene Faktoren im Detail, die die Wahl des Entformungswinkels beeinflussen.: Mehrere Faktoren beeinflussen die Auswahl der Entformungswinkel. Zu diesen Faktoren gehören Wandstärke, Wandtiefe, Schrumpfraten, Materialauswahl, … ↩
-
Erfahren Sie, wie sich verschiedene Materialien auf die Anforderungen an den Formschrägewinkel auswirken: Faktoren wie Wandstärke, Materialauswahl, Auswurf, Schrumpfraten, Finish/Textur, Wandtiefe und Fertigungsmöglichkeiten spielen alle eine Rolle. ↩
-
Erfahren Sie, wie komplizierte Produktformen die erforderlichen Formschrägenwinkel vorgeben.: Wenden Sie beim Entwerfen eines Teils so viel Formschräge wie möglich an – eine allgemeine Faustregel lautet 1 Grad Formschräge pro 1 Zoll Hohlraumtiefe, aber das kann sich mit … ändern. ↩
-
Entdecken Sie Formanpassungen, die kleinere Entformungswinkel für komplexe Designs ermöglichen.: Berücksichtigen Sie die Gesamtgeometrie des Teils. Komplexe Formen oder komplizierte Details erfordern möglicherweise Anpassungen der Wandstärke, um die Formbarkeit aufrechtzuerhalten … ↩
-
Entdecken Sie, wie Schieber und abgeschrägte Oberteile Entformungswinkel reduzieren: Reduzieren von Verformungen: Beim Spritzgießen können ungleichmäßige Formtemperaturen oder ungleichmäßiges Schmelzen des Kunststoffs zu Produktverformungen führen. Richtig … ↩
-
Verstehen Sie, wie Oberflächenbeschaffenheiten das Entformen erleichtern.: Ebenso kann ein schnelleres Füllen durch Formhohlräume die Sichtbarkeit der Bindenähte verringern. Dadurch wird das Gesamtbild von Kunststoffoberflächen verbessert. ↩
-
Entdecken Sie, wie sich Schrägenwinkel auf die Effizienz und Qualität des Spritzgießens auswirken.: Verbessern Sie Spritzgussteile durch den Einsatz von Schrägen. Wenn Sie frühzeitig die richtige Formschräge anwenden – eine leichte Verjüngung, um das Lösen von Teilen zu erleichtern –, können Sie Zeit sparen und … ↩
-
Erfahren Sie, wie sich komplexe Konstruktionen auf Entscheidungen zum Formschrägewinkel auswirken.: Bei der Auswahl der Formschrägewinkel spielen zahlreiche Faktoren eine Rolle. Dazu gehören Wandstärke, Tiefe, Schrumpfungsraten, Materialauswahl, Teilekomplexität, Finish usw. ↩




