Ich erinnere mich noch gut an den ersten Moment, als ich mit Polycarbonat zu tun hatte; ich war von seiner Robustheit und Transparenz beeindruckt. Es ist ein bevorzugter Werkstoff in der Produktion, aber wie lässt es sich am besten im Spritzgussverfahren verarbeiten?
Für ein effektives Spritzgießen von Polycarbonat ist eine gleichmäßige Wandstärke erforderlich. Geeignete Formmaterialien wie H13-Stahl müssen ausgewählt, präzise Trocknungsbedingungen eingehalten und die Spritzgießparameter wie Druck und Geschwindigkeit optimiert werden.
Dieser Abschnitt bietet zwar nur eine kurze Zusammenfassung, doch ein detaillierteres Studium der einzelnen Schritte hilft Ihnen, spezifische Probleme beim Polycarbonat-Formen zu verstehen und zu lösen. Lesen Sie weiter, um detaillierte Informationen und Expertenratschläge für optimale Ergebnisse zu erhalten.
Polycarbonat weist eine höhere Temperaturbeständigkeit als ABS auf.WAHR
Polycarbonat hält höheren Temperaturen stand als ABS, wodurch seine Festigkeit zunimmt.
- 1. Was sind die wichtigsten Eigenschaften von Polycarbonat für das Spritzgießen?
- 2. Wie bereitet man Polycarbonat für das Spritzgießen vor?
- 3. Was sind die idealen Spritzgussparameter für Polycarbonat?
- 4. Wie lassen sich häufige Spritzgussfehler bei der Verwendung von Polycarbonat vermeiden?
- 5. Abschluss
Was sind die wichtigsten Eigenschaften von Polycarbonat für das Spritzgießen?
Polycarbonat ist bekannt für seine Festigkeit und Vielseitigkeit und daher ein beliebtes Material beim Spritzgießen. Aber warum eignet es sich so gut für dieses Verfahren?
Zu den wichtigsten Eigenschaften von Polycarbonat für das Spritzgießen gehören hohe Festigkeit und Zähigkeit, ausgezeichnete Schlagfestigkeit, Transparenz, Dimensionsstabilität und überlegene Temperaturbeständigkeit.
Hohe Festigkeit und Zähigkeit
Polycarbonat (PC) ist sehr fest und widerstandsfähig und eignet sich daher hervorragend für den Spritzguss. Es ist ideal für die Herstellung von Bauteilen mit langer Lebensdauer. Im Vergleich zu ABS-Kunststoff¹ ist Polycarbonat deutlich fester und hitzebeständiger. Allerdings ist es teurer und schwieriger zu verarbeiten.
Klar und durchsichtig
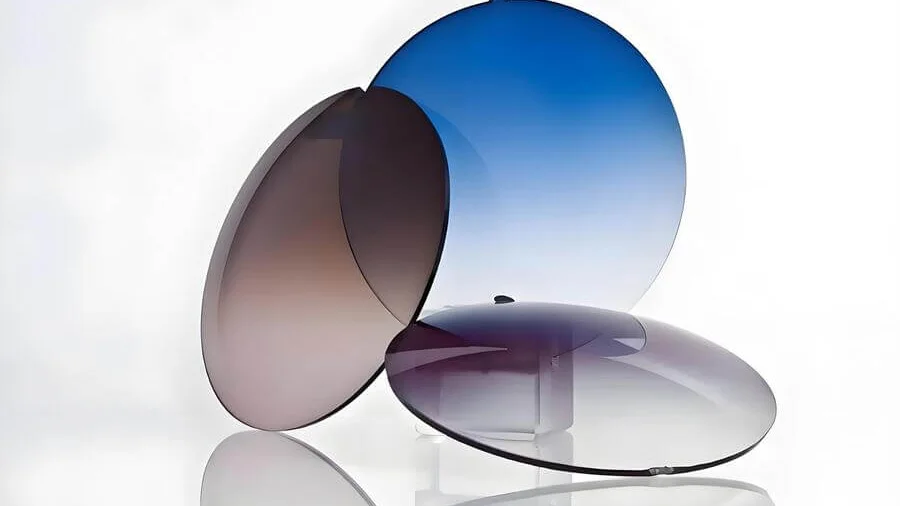
Polycarbonat ist sehr klar, ähnlich wie Glas. Es eignet sich hervorragend für Brillengläser und andere optische Geräte. Es lässt Licht ungehindert hindurch, was im optischen Bereich sehr .
Bleibt in Form
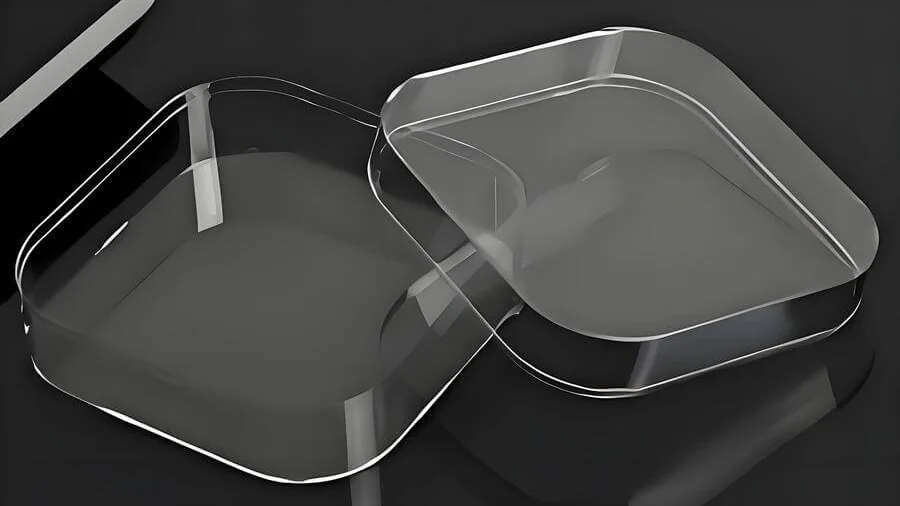
Polycarbonat behält unter verschiedenen Bedingungen seine Form und Größe. Diese Stabilität ist entscheidend, wenn Präzision erforderlich ist, beispielsweise bei Handyhüllen oder Computerbildschirmen.
Hitzebeständig
Polycarbonat ist bis zu einer Temperatur von 120–130 °C hitzebeständig. Es bleibt fest und verändert sich unter Hitzebelastung nicht. Seine Glasübergangstemperatur liegt bei etwa 145–150 °C.
Vergleich mit anderen Kunststoffen
| Eigentum | Polycarbonat | ABS | PP | PVC |
|---|---|---|---|---|
| Stärke | Hoch | Mäßig | Untere | Niedrig |
| Temperaturbeständigkeit | Exzellent | Mäßig | Niedrig | Niedrig |
| Transparenz | Exzellent | Mäßig | Niedrig | Niedrig |
| Umweltauswirkungen | Ungiftig | Variiert | Variiert | Weniger umweltfreundlich |
- Im Vergleich zu PP : Polycarbonat ist stärker, robuster und klarer, aber auch dichter und teurer.
- Im Vergleich zu PVC : Polycarbonat ist ungiftig und weist eine bessere Hitzebeständigkeit und Festigkeit auf.
Verwendung
Polycarbonat erfüllt aufgrund seiner nützlichen Eigenschaften viele Zwecke:
- Elektronik : Ideal für Handyhüllen und elektronische Bauteile.
- Automobilindustrie : Verwendung in Lampenabdeckungen und Stoßstangen.
- Konstruktion : Häufig verwendet in Wintergärten und Vorhangfassaden.
- Optik : Ideal für Linsen und andere optische Werkzeuge.
Alle diese Anwendungsbereiche profitieren von den besonderen Eigenschaften von Polycarbonat. Durch die Kenntnis dieser Details können Hersteller Polycarbonat in ihren Formgebungsverfahren gezielter einsetzen und so bessere Ergebnisse erzielen.
Polycarbonat ist fester als ABS-Kunststoff.WAHR
Polycarbonat weist eine deutlich höhere Festigkeit auf als ABS.
Polycarbonat ist weniger transparent als PVC.FALSCH
Polycarbonat bietet eine sehr klare Sicht, besser als PVC.
Wie bereitet man Polycarbonat für das Spritzgießen vor?
Die Vorbereitung von Polycarbonat für das Spritzgießen umfasst einige wichtige Schritte. Die Wahl des richtigen Harzes ist entscheidend. Auch die Einhaltung der richtigen Trocknungsbedingungen ist sehr wichtig. Jeder einzelne Schritt dieses Prozesses trägt wesentlich zu einer guten Produktqualität bei.
Für die Vorbereitung von Polycarbonat für das Spritzgießen ist die Auswahl eines geeigneten PC-Harzes, die Sicherstellung einer gründlichen Trocknung zur Reduzierung der Restfeuchte auf unter 0,02 % und die Lagerung der Materialien in einer trockenen, kühlen Umgebung zur Erhaltung der Qualität erforderlich.

Die Wahl des richtigen Polycarbonatharzes
Wählen Sie zunächst das richtige Polycarbonat (PC) für den Spritzguss aus. Überlegen Sie, welche Anforderungen die Anwendung stellt – benötigen Sie vielleicht ein Universal-PC, ein schwer entflammbares oder ein optisches? Jede Sorte besitzt spezielle Eigenschaften und eignet sich für unterschiedliche Branchen wie die Elektronik- oder Automobilindustrie.
Optische Linsen eignen sich beispielsweise perfekt für Dinge, die eine gute Durchsichtigkeit erfordern, wie etwa Brillengläser.
Geeignete Trocknungsbedingungen
Wasser kann die Qualität von Polycarbonat-Produkten aus dem Spritzgussverfahren stark beeinträchtigen. Daher ist das Trocknen des Harzes unerlässlich, um die Feuchtigkeit zu entfernen. Halten Sie die Trocknungstemperatur 4 bis 6 Stunden lang zwischen 120 °C und 130 °C. Dadurch wird die Restfeuchte auf unter 0,02 % gesenkt, was entscheidend ist, um Probleme wie Blasenbildung oder Festigkeitsverlust zu vermeiden.
Ein kontrollierter Trocknungsbereich sorgt für gleichbleibende Ergebnisse. Der Einsatz eines Adsorptionstrockners trägt höchstwahrscheinlich dazu bei, Temperatur und Luftfeuchtigkeit konstant zu halten.
Lagerung und Handhabung von Polycarbonatharz
Polycarbonatharz benötigt einen kühlen, trockenen Lagerort, um Feuchtigkeitsaufnahme und damit verbundene Qualitätsverluste zu vermeiden. Optimal ist eine Temperatur von 20 °C bis 30 °C und eine relative Luftfeuchtigkeit von maximal 60 %. Eine korrekte Lagerung verlängert die Lebensdauer des Materials und sorgt dafür, dass es jederzeit verarbeitungsbereit ist.
Vorbereitung von Ausrüstung und Formen
Vor Beginn des Formprozesses muss sichergestellt werden, dass alle Maschinen und Formen sauber und frei von Verunreinigungen sind. Formen aus H13-Stahl werden aufgrund ihrer Hitzebeständigkeit und Zähigkeit empfohlen. Die sorgfältige Pflege der Formen, wie regelmäßige Reinigung und Kontrolle, ist für eine optimale Oberflächenqualität der Endprodukte unerlässlich.
Einstellen der Spritzgussparameter
Die Anpassung der Spritzgießeinstellungen ist für ein erfolgreiches Spritzgießen unerlässlich. Dabei werden Einspritzdruck, -geschwindigkeit und Schneckendrehzahl an die Fließeigenschaften des Polycarbonats angepasst. Es empfiehlt sich, mit niedrigeren Einstellungen zu beginnen und diese dann langsam zu erhöhen, um gute Ergebnisse zu erzielen, ohne Spannungen im Material zu verursachen oder Fehler in den Formteilen zu begehen.
Mehr über die Auswahl des richtigen Polycarbonatharzes für spezifische Zwecke zu und Ihre Formkonfiguration zu verbessern, ist wahrscheinlich hilfreich. Suchen Sie daher weiterhin nach Bezugsquellen, die Ihren Fertigungszielen entsprechen.
Die Trocknung des Polycarbonatharzes sollte bei 120°C-130°C 4-6 Stunden dauern.WAHR
Gute Trocknungsbedingungen senken den Feuchtigkeitsgehalt auf unter 0,02% und vermeiden so Defekte.
Polycarbonat in optischer Qualität eignet sich am besten für Automobilteile.FALSCH
Polycarbonat in optischer Qualität eignet sich gut für Anwendungen, die eine hohe Transparenz erfordern, wie beispielsweise bei Linsen.
Was sind die idealen Spritzgussparameter für Polycarbonat?
Für die Herstellung hochwertiger Polycarbonat-Spritzgussteile ist eine präzise Steuerung der Formgebungsparameter unerlässlich. Diese Parameter umfassen Einspritzdruck, Geschwindigkeit und Temperatur und müssen auf die Materialeigenschaften und das Produktdesign abgestimmt sein.
Die idealen Spritzgießparameter für Polycarbonat umfassen die Aufrechterhaltung eines Einspritzdrucks von 100-150 MPa, einer Einspritzgeschwindigkeit von 30-80 mm/sec und einer Schneckendrehzahl von 30-60 U/min, um eine optimale Produktqualität und minimale Defekte zu gewährleisten.
Die besonderen Eigenschaften von Polycarbonat verstehen
Polycarbonat (PC) ist bekannt für seine hervorragende Schlagfestigkeit, Transparenz und thermische Stabilität und daher in verschiedenen Branchen wie der Elektronik-, Automobil- und Bauindustrie ein bevorzugtes Material. Seine einzigartigen Eigenschaften erfordern jedoch auch eine sorgfältige Beachtung der Spritzgussparameter, um sein volles Potenzial auszuschöpfen.
Einspritzdruck
Der Einspritzdruck für Polycarbonat liegt üblicherweise zwischen 100 und 150 MPa. Dieser Bereich gewährleistet, dass das Harz die Form vollständig ausfüllt, insbesondere bei komplexen oder dickwandigen Produkten. Für filigrane Designs können höhere Drücke erforderlich sein, um die geringere Fließfähigkeit des Materials auszugleichen.
Einspritzgeschwindigkeit
Die Einspritzgeschwindigkeit ist ein weiterer kritischer Parameter, der präzise eingestellt werden muss. Für Polycarbonat wird eine Einspritzgeschwindigkeit zwischen 30 und 80 mm/s empfohlen. Langsamere Geschwindigkeiten werden häufig für Bauteile mit hohen ästhetischen Anforderungen eingesetzt, um Fließmarken und Schmelznähte zu vermeiden. Umgekehrt können höhere Geschwindigkeiten bei einfacheren Konstruktionen eine vollständige Füllung gewährleisten.
Schneckendrehzahl
Die Schneckendrehzahl sollte zwischen 30 und 60 U/min liegen. Diese Einstellung trägt zu einem ausgewogenen Verhältnis zwischen Mischleistung und dem Risiko thermischer Zersetzung bei. Eine zu hohe Schneckendrehzahl kann zu Überhitzung und Zersetzung des Polymers führen und die mechanischen Eigenschaften des Endprodukts beeinträchtigen.
Formtemperatur
Die Einhaltung einer geeigneten Formtemperatur ist entscheidend, um innere Spannungen zu reduzieren und eine gute Oberflächenqualität zu gewährleisten. Die Formtemperatur für Polycarbonat liegt typischerweise zwischen 80 °C und 110 °C. Eine gleichmäßige Formtemperatur trägt dazu bei, Defekte wie Verzug und Eigenspannungen zu minimieren.
Abkühlzeit
Eine angemessene Abkühlzeit ist entscheidend für die Dimensionsstabilität und die Reduzierung von Schwindung. Die Abkühlzeit hängt von der Wandstärke und dem Produktdesign ab, sollte aber optimiert werden, um eine gleichmäßige Erstarrung ohne übermäßige Zykluszeiten zu gewährleisten.
Tabelle: Ideale Spritzgussparameter für Polycarbonat
| Parameter | Ideal Range |
|---|---|
| Einspritzdruck | 100 – 150 MPa |
| Einspritzgeschwindigkeit | 30 – 80 mm/s |
| Schneckendrehzahl | 30 – 60 U/min |
| Formtemperatur | 80 °C – 110 °C |
| Abkühlzeit | Hängt von der Dicke ab |
Durch die Einhaltung dieser idealen Parameter können Hersteller beim Spritzgießen von Polycarbonat 4 , was zu qualitativ hochwertigen Produkten mit minimalen Fehlern und reduzierten Produktionskosten führt.
Der Einspritzdruck für Polycarbonat beträgt 100-150 MPa.WAHR
Polycarbonat benötigt diesen Druck, um Formen gut auszufüllen.
Die Abkühlzeit für Polycarbonat beträgt immer 10 Minuten.FALSCH
Die Abkühlzeit variiert je nach Wandstärke und Konstruktion.
Wie lassen sich häufige Spritzgussfehler bei der Verwendung von Polycarbonat vermeiden?
Die Vermeidung von Fehlern beim Polycarbonat-Spritzgießen erfordert ein präzises Management vieler Elemente, von der Materialvorbereitung bis zur Konstruktion der Form.
Um häufige Spritzgussfehler bei Polycarbonat zu vermeiden, sollten eine gleichmäßige Wandstärke sichergestellt, die Formkühlung optimiert und Spritzgussparameter wie Druck und Geschwindigkeit angepasst werden.

Die Materialeigenschaften von Polycarbonat verstehen
Polycarbonat (PC) wird aufgrund seiner Festigkeit und optischen Klarheit geschätzt und eignet sich daher für Anwendungen von Elektronikgehäusen bis hin zu optischen Linsen. Seine geringe Fließfähigkeit erfordert jedoch höhere Formgebungstemperaturen und -drücke, was bei unsachgemäßer Handhabung zu Defekten führen kann.
Auslegung für gleichmäßige Wandstärke
Einer der wichtigsten Aspekte zur Vermeidung von Fehlern ist die Einhaltung einer gleichmäßigen Wandstärke. Polycarbonat-Bauteile sollten idealerweise Wandstärken zwischen 1 und 5 mm aufweisen, um Probleme wie Schrumpfung oder innere Spannungen zu vermeiden. Bei komplexen Konstruktionen sind sanfte Übergänge zwischen unterschiedlichen Wandstärken unerlässlich, um Spannungsspitzen zu reduzieren.
Auswahl des richtigen Formmaterials
Aufgrund der hohen Formgebungstemperatur von Polycarbonat müssen die Formmaterialien erheblicher Hitze standhalten. Stahlsorten wie H13 oder S136 werden aufgrund ihrer Festigkeit und Hitzebeständigkeit empfohlen. Diese Materialien tragen zur Dimensionsstabilität und Oberflächenqualität bei
| Stahlgüte | Eigenschaften |
|---|---|
| H13 | Gute Wärmebeständigkeit |
| S136 | Hohe Polierbarkeit und Korrosionsbeständigkeit |
Optimierung von Formkühlsystemen
Ein effizientes Kühlsystem ist entscheidend, um Fehler wie Verzug und ungleichmäßiges Schrumpfen zu vermeiden. Die Kühlwasserkanäle sollten symmetrisch angeordnet sein und Durchmesser von 8–12 mm aufweisen. Eine gleichmäßige Werkzeugtemperatur kann Produktivität und Qualität deutlich steigern.
Feinabstimmung der Spritzgussparameter
Durch die Anpassung von Parametern wie Einspritzdruck und -geschwindigkeit lassen sich Probleme wie Fließspuren oder unzureichende Füllung beheben. Typische Einstellungen sind:
- Einspritzdruck: 100 – 150 MPa
- Einspritzgeschwindigkeit: 30 – 80 mm/s
- Schneckendrehzahl: 30 – 60 U/min
Jeder Parameter sollte entsprechend der Komplexität und Größe des Bauteils kalibriert werden, um Defekte wie Schmelzlinien oder Spannungsrisse zu vermeiden.
Behebung häufiger Mängel
Zu den häufigen Fehlern beim Spritzgießen gehören:
- Unzureichende Füllung: Erhöhen Sie Einspritzdruck und -geschwindigkeit und überprüfen Sie die Angussgröße.
- Schrumpfung: Kühlzeiten und Formtemperatur optimieren.
- Fließmarken: Einspritzgeschwindigkeit reduzieren, Werkzeugtemperatur erhöhen.
- Fusionsleitungen: Gate-Design optimieren und Temperaturkonstanz verbessern.
Durch das Verständnis des Zusammenspiels dieser Faktoren können Hersteller Fehler beim Polycarbonat-Spritzgießen effektiv minimieren und so qualitativ hochwertige und langlebige Produkte gewährleisten.
Eine gleichmäßige Wandstärke verhindert das Schrumpfen von Polycarbonat.WAHR
Eine gleichmäßige Wandstärke verteilt die Spannung gleichmäßig und verringert so die Schwindung.
H13-Stahl ist aufgrund seiner geringen Hitzebeständigkeit für Polycarbonatformen ungeeignet.FALSCH
H13-Stahl eignet sich gut, da er eine hohe Wärmekapazität besitzt und Hitze effektiv widersteht.
Abschluss
Das Erlernen des Polycarbonat-Spritzgießens verbessert die Produktqualität und -leistung. Nutzen Sie diese Methoden für bessere Ergebnisse in Ihren Projekten.
-
Entdecken Sie die überlegene Festigkeit von Polycarbonat gegenüber ABS-Kunststoff: Polycarbonat vs. ABS: Physikalische Eigenschaften … Polycarbonat weist eine höhere Zugfestigkeit, eine höhere Wärmeformbeständigkeit und Flexibilität auf … ↩
-
Entdecken Sie die Vorteile der Transparenz von Polycarbonat für optische Anwendungen: Wofür wird Polycarbonat in optischer Qualität eingesetzt? · Kfz-Ersatzteile · Architekturverglasung (medizinische Einrichtungen, Einzelhandel und Behörden …) ↩
-
Gewinnen Sie Einblicke in die Auswahl geeigneter Harzsorten für verschiedene Anwendungen: Bei der Auswahl des richtigen Harzes für Ihre Anwendung müssen Sie die physikalischen Anforderungen des Produkts, einschließlich Umgebungsbedingungen und potenzieller Risiken, genau verstehen ↩
-
Ermitteln Sie die optimalen Einstellungen für Druck, Geschwindigkeit und Temperatur: Einspritzdruck: Der empfohlene Einspritzdruck für Polycarbonat liegt typischerweise bei 70–100 MPa; dieser kann jedoch je nach Größe variieren … ↩
-
Erfahren Sie, warum die Fließfähigkeit von Polycarbonat Spritzgussverfahren beeinflusst: Zu den technologischen Eigenschaften von PC gehören: Die Viskosität von geschmolzenem PC reagiert weniger empfindlich auf die Scherrate, sondern eher auf die Temperatur; kein klarer Schmelzpunkt … ↩
-
Erfahren Sie, wie Dimensionsstabilität eine gleichbleibende Produktqualität gewährleistet: Das Ausmaß, in dem Formteile beim Abkühlen schrumpfen, hängt maßgeblich von der Zusammensetzung des verarbeiteten Materials ab. ↩