

In der komplexen Welt des Kunststoffspritzgusses kommt es auf jedes Detail an – insbesondere wenn es um Effizienz und Qualität geht. Tauchen wir ein in die Kunst, die Füll- und Warmhaltephasen zu meistern, bei denen Präzision den entscheidenden Unterschied macht.
Um die Füll- und Haltephasen beim Kunststoffspritzguss zu optimieren, passen Sie die Einspritzgeschwindigkeit, den Druck und die Temperatur entsprechend den Produktspezifikationen und Materialeigenschaften an. Diese Anpassungen tragen dazu bei, den Schmelzfluss und die Kühlung zu kontrollieren, Fehler zu reduzieren und die Produktqualität zu verbessern.
Aber hören Sie hier nicht auf! Lassen Sie uns die tieferen Auswirkungen jedes Parameters untersuchen und Strategien entdecken, die Ihren Formprozess wirklich verändern werden.
Die Einspritzgeschwindigkeit beeinflusst die Oberflächenqualität beim Formen.WAHR
Die Anpassung der Einspritzgeschwindigkeit wirkt sich auf den Schmelzfluss und damit auf die Oberflächengüte aus.
Welche Rolle spielt die Einspritzgeschwindigkeit für die Formqualität?
Die Einspritzgeschwindigkeit ist ein entscheidender Faktor für die Qualität von Kunststoffformprodukten. Anpassungen dieses Parameters können die Oberflächenbeschaffenheit, Dimensionsstabilität und strukturelle Integrität des Produkts erheblich beeinflussen.
Die Einspritzgeschwindigkeit beeinflusst, wie die Kunststoffschmelze in den Formhohlraum fließt, und wirkt sich auf die Oberflächenqualität und die inneren Spannungen aus. Hohe Geschwindigkeiten können zu Defekten wie Brandflecken führen, während langsame Geschwindigkeiten zu unvollständigen Füllungen führen können. Die Auswuchtgeschwindigkeit entsprechend den Produktspezifikationen gewährleistet eine optimale Formqualität.
Verständnis der Einspritzgeschwindigkeitsdynamik
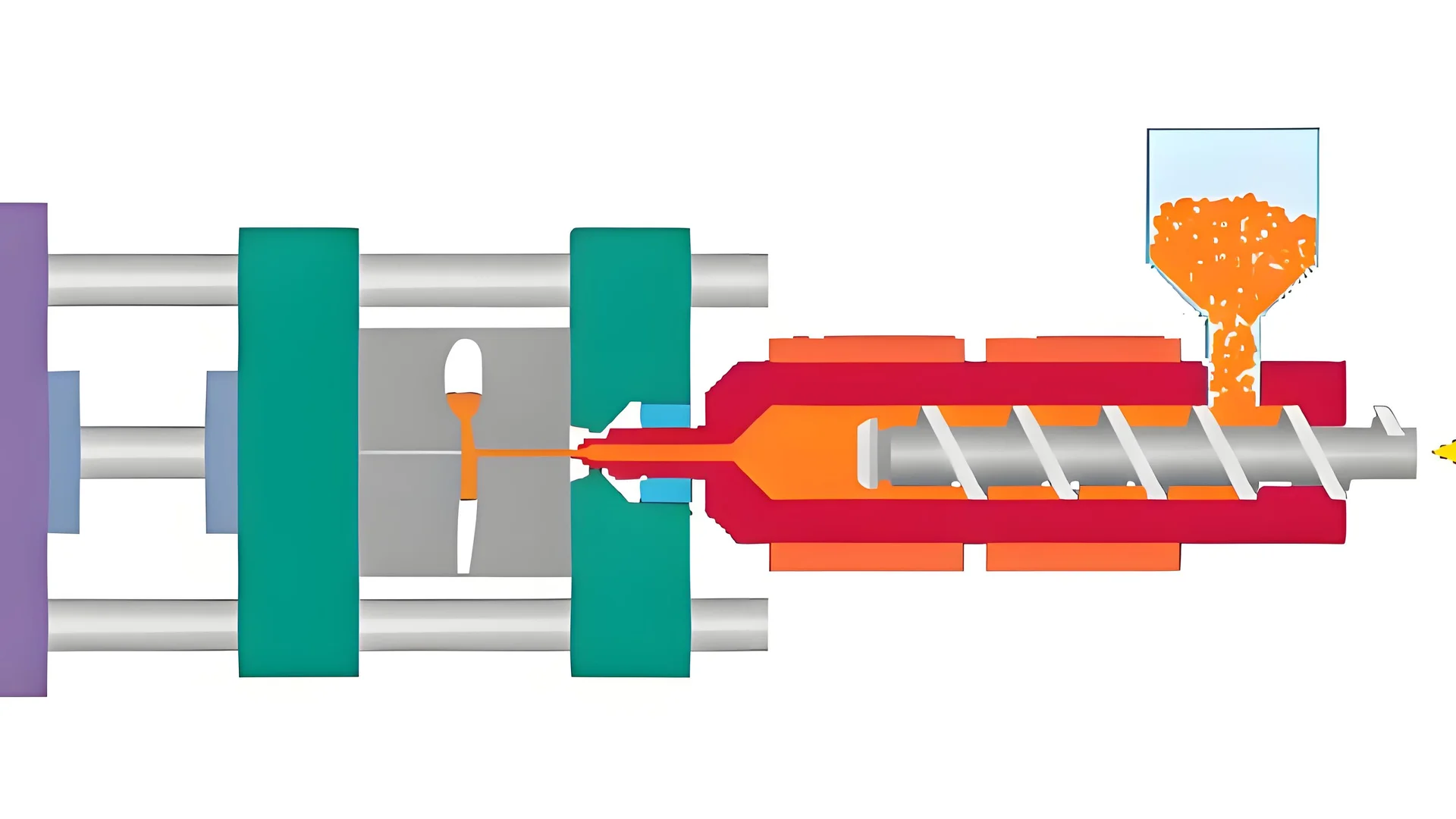
Beim Kunststoffspritzguss bestimmt die Einspritzgeschwindigkeit, wie schnell der geschmolzene Kunststoff in den Formhohlraum gedrückt wird. Dieser Prozess ist entscheidend, da er bestimmt, wie gut das Material den Hohlraum ausfüllt und an den Feinheiten der Form haftet.
-
Schnelle Einspritzgeschwindigkeit : Wenn die Einspritzgeschwindigkeit zu hoch ist, kann es zu Phänomenen wie Schmelzspritzen und Brennen kommen. Das Schmelzspritzen führt zu einer ungleichmäßigen Materialverteilung, was oft zu kosmetischen Mängeln oder geschwächten Strukturbereichen führt. Andererseits können hohe Geschwindigkeiten bei dünnwandigen Produkten von Vorteil sein, da sie dafür sorgen, dass die Schmelze die Kavität schnell füllt, bevor die Abkühlung beginnt.
-
Langsame Einspritzgeschwindigkeit : Wenn die Einspritzgeschwindigkeit umgekehrt zu langsam ist, können Probleme wie kurze Einspritzvorgänge – bei denen sich die Form nicht vollständig füllt – und Fließspuren auftreten. Diese Mängel beeinträchtigen sowohl ästhetische als auch funktionelle Aspekte des Endprodukts.
| Einspritzgeschwindigkeit | Vorteile | Nachteile |
|---|---|---|
| Schnell | Schnelles Füllen für dünne Wände | Brandspuren, Schmelzspritzer |
| Langsam | Kontrollierte Füllung für komplexe Formen | Kurze Aufnahmen, Fließspuren |
Anwendungsbasierte Geschwindigkeitsanpassung
Die Anpassung der Einspritzgeschwindigkeit sollte eng an das Design und die Materialeigenschaften des Produkts angepasst werden:
-
Dünnwandige Produkte : Im Allgemeinen ist eine höhere Einspritzgeschwindigkeit vorzuziehen. Dieser Ansatz stellt sicher, dass die Schmelze den Hohlraum schnell füllt, wodurch die Abkühlzeit minimiert wird, die zu einer Erstarrung vor dem vollständigen Füllen führen kann.
-
Dickwandige Produkte : Niedrigere Geschwindigkeiten sind oft von Vorteil, da sie innere Spannungen reduzieren, die nach dem Formen zu Verformungen oder Rissen führen können. Durch die Steuerung der Füllrate können Hersteller eine gleichmäßige Wandstärke und -dichte aufrechterhalten.
Auswirkungen auf die Produktqualität
Die richtige Einstellung der Einspritzgeschwindigkeit wirkt sich nicht nur auf die Oberflächenästhetik aus, sondern spielt auch eine wichtige Rolle bei der Aufrechterhaltung der strukturellen Integrität. Beispielsweise verhindert eine gut kalibrierte Geschwindigkeitseinstellung übermäßige innere Spannungen, die zu Formschäden 1 , Produktausbrüchen oder sogar zum Ausfall während des Gebrauchs führen können.
Darüber hinaus trägt die Wahl der richtigen Geschwindigkeit dazu bei, ein Gleichgewicht zwischen Zykluszeit und Produktqualität 2 , was sich letztendlich auf die Produktionseffizienz und Kosteneffizienz auswirkt.
Abschluss
Während die Einspritzgeschwindigkeit nur einer von vielen Parametern beim Spritzgießen ist, ist ihre Rolle zweifellos von entscheidender Bedeutung. Durch das Verständnis der Wechselwirkungen mit anderen Faktoren wie Temperatur und Druck können Hersteller ihre Prozesse besser optimieren und so die Produktqualität verbessern.
Bei hohen Einspritzgeschwindigkeiten kann es zu Brandflecken kommen.WAHR
Hohe Geschwindigkeiten erhöhen die Reibung und die Temperatur, was zu Brandflecken führt.
Langsame Einspritzgeschwindigkeiten beseitigen alle Mängel.FALSCH
Niedrige Geschwindigkeiten können zu Defekten wie kurzen Schüssen und Fließstreifen führen.
Wie kann der Einspritzdruck für verschiedene Kunststoffe optimiert werden?
Der Einspritzdruck ist für die Formqualität von entscheidender Bedeutung, variiert jedoch je nach Kunststofftyp. Die richtige Anpassung steigert sowohl die Effizienz als auch die Produktintegrität.
Zur Optimierung des Einspritzdrucks gehört dessen Anpassung an die Fließfähigkeit des Kunststoffs, das Produktdesign und die Wandstärke. Eine ordnungsgemäße Kalibrierung minimiert Fehler und maximiert die Effizienz der Formfüllung.
Die Rolle des Einspritzdrucks verstehen
Der Einspritzdruck ist ein kritischer Parameter, der den Fluss von geschmolzenem Kunststoff in einen Formhohlraum beeinflusst. Durch die Optimierung dieses Drucks können Hersteller das effiziente Füllen komplexer Geometrien sicherstellen und gleichzeitig potenzielle Fehler wie Grate oder kurze Schüsse minimieren. Der ideale Einspritzdruck wird durch verschiedene Faktoren bestimmt, darunter die Art des verwendeten Kunststoffs, die Abmessungen des Produkts und die Wandstärke.
Einflussfaktoren auf den Einspritzdruck
1. Plastische Fließfähigkeit
- Kunststoffe mit schlechter Fließfähigkeit: Diese erfordern höhere Einspritzdrücke, um eine vollständige Formfüllung sicherzustellen. Beispielsweise weist Polycarbonat (PC) eine hohe Viskosität auf und erfordert häufig einen erhöhten Druck.
- Kunststoffe mit guter Fließfähigkeit: Niedrigere Drücke können ausreichen, um das Risiko von Schimmelschäden oder übermäßiger Gratbildung zu verringern. Ein Beispiel dafür ist Polypropylen (PP), das für seine hervorragenden Fließeigenschaften bekannt ist.
2. Überlegungen zum Produktdesign
- Komplexe Geometrien: Höhere Drücke helfen beim Füllen komplizierter Designs. Dies ist von entscheidender Bedeutung für Produkte mit detaillierten Merkmalen oder dünnen Wänden, bei denen eine schnelle Hohlraumfüllung erforderlich ist, um eine Verfestigung zu verhindern.
- Einfachere Designs: Diese können reduzierte Druckeinstellungen ermöglichen, was Energie spart und die Lebensdauer der Form verlängert.
| Kunststofftyp | Empfohlener Druckbereich (MPa) |
|---|---|
| Polycarbonat | 80-150 |
| Polypropylen | 40-90 |
Druck mit anderen Parametern ausgleichen
Einspritzgeschwindigkeit: Eine höhere Einspritzgeschwindigkeit kann in bestimmten Situationen einen niedrigeren Druck ausgleichen, insbesondere bei dünnwandigen Teilen, bei denen schnelle Füllzeiten ein vorzeitiges Abkühlen verhindern.
Fasstemperatur: Die Einstellung einer geeigneten Temperatur kann die Fließfähigkeit verbessern und möglicherweise die Notwendigkeit erhöhter Drücke verringern. Beispielsweise erfordern kristalline Kunststoffe möglicherweise höhere Temperaturen, um die Viskosität effektiv zu senken.
Praktische Anwendungen
- Fallstudie zu Automobilteilen: Bei der Herstellung von Automobilkomponenten kann die Anpassung des Einspritzdrucks entsprechend den Materialeigenschaften und der Funktion des Teils (z. B. Armaturenbretter vs. interne Halterungen) die Produktionseffizienz und Teilequalität erheblich verbessern.
Durch das Verständnis dieser Variablen können Hersteller den Einspritzdruck strategisch , um in verschiedenen Formszenarien optimale Ergebnisse zu erzielen. Dieser adaptive Ansatz gewährleistet nicht nur Qualität, sondern auch Kosteneffizienz, indem er Abfall reduziert und die Lebensdauer der Ausrüstung verlängert.
Polycarbonat erfordert einen höheren Einspritzdruck als Polypropylen.WAHR
Polycarbonat hat eine höhere Viskosität und benötigt zum Füllen der Form mehr Druck.
Einfachere Produktdesigns erfordern höhere Einspritzdrücke.FALSCH
Einfachere Designs erfordern oft niedrigere Drücke, wodurch Energie und Formlebensdauer gespart werden.
Warum ist die Temperaturkontrolle beim Spritzgießen so wichtig?
Eine präzise Temperaturregelung kann über die Qualität von Spritzgussprodukten entscheiden. Hier erfahren Sie, warum es wichtig ist.
Die Temperaturkontrolle beim Spritzgießen gewährleistet einen ordnungsgemäßen Schmelzfluss, verhindert Fehler wie Verformungen und verbessert die Produktqualität insgesamt. Die Anpassung der Zylinder-, Form- und Kühltemperaturen basierend auf Materialeigenschaften und Produktdesign ist für eine konsistente, qualitativ hochwertige Produktion von entscheidender Bedeutung.

Die Rolle der Fasstemperatur
Die Zylindertemperatur hat großen Einfluss auf die Fließfähigkeit der Kunststoffschmelze. Durch die Anpassung dieses Parameters können Hersteller die Schmelzviskosität steuern und sicherstellen, dass sie den Formhohlraum effektiv füllt. Beispielsweise erfordern kristalline Kunststoffe im Vergleich zu amorphen Kunststoffen im Allgemeinen höhere Zylindertemperaturen, um eine ausreichende Fließfähigkeit zu erreichen.
Eine präzise gesteuerte Zylindertemperatur 4 verhindert die Zersetzung des Kunststoffs und behält gleichzeitig seine Fließfähigkeit bei. Zu hohe Temperaturen können zu einer Materialverschlechterung führen und die Festigkeit und das Aussehen des Endprodukts beeinträchtigen. Andererseits kann eine zu niedrige Temperatur zu einer unvollständigen Füllung führen, was zu kurzen Schüssen führt.
Optimierung der Formtemperatur
Die Formtemperatur beeinflusst direkt die Abkühlgeschwindigkeit des Produkts, die für seine strukturelle Integrität und Oberflächenbeschaffenheit entscheidend ist. Eine höhere Formtemperatur 5 kann die Oberflächenqualität verbessern und innere Spannungen reduzieren, kann jedoch den Entformungsprozess erschweren. Niedrigere Temperaturen können jedoch die Zykluszeiten verkürzen, aber möglicherweise zu einer schlechten Oberflächengüte und einer erhöhten Restspannung führen.
Bei kristallinen Kunststoffen ist die Aufrechterhaltung einer hohen Formtemperatur unerlässlich, um die gewünschte Kristallinität im Produkt zu erreichen. Umgekehrt profitieren amorphe Kunststoffe von einer niedrigeren Formtemperatur, um unerwünschte Spannungen zu vermeiden.
Überlegungen zur Abkühlzeit
Durch die Abkühlung verfestigt sich die Form des Kunststoffteils. Durch die kontrollierte Kühlung werden Verformungen und Schrumpfungen verhindert, die zu uneinheitlichen Produktabmessungen führen können. die Anpassung der Abkühlzeit 6 an die Wandstärke und Größe des Teils.
Bei dickwandigen Produkten sind in der Regel längere Kühlzeiten erforderlich, um eine gleichmäßige Kühlung im gesamten Teil sicherzustellen. Bei dünnwandigen Produkten genügen kürzere Abkühlzeiten, es muss jedoch darauf geachtet werden, Verformungen zu vermeiden.
Temperatur mit Druck und Zeit in Einklang bringen
Temperaturanpassungen sind eng mit Druck- und Zeiteinstellungen sowohl in der Füll- als auch in der Haltephase verknüpft. Für optimale Ergebnisse sollten alle drei Parameter auf der Grundlage der spezifischen Material- und Produktdesignanforderungen harmonisiert werden. Dieser ganzheitliche Ansatz stellt sicher, dass die Formteile stets den Qualitätsstandards entsprechen.
Zusammenfassend lässt sich sagen, dass eine sorgfältige Temperaturkontrolle beim Spritzgießen nicht nur die Produktqualität verbessert, sondern auch die Fertigungseffizienz optimiert, indem Fehler minimiert und die Konsistenz über alle Produktionschargen hinweg sichergestellt wird.
Die Zylindertemperatur beeinflusst die Schmelzviskosität beim Spritzgießen.WAHR
Durch die Anpassung der Zylindertemperatur wird die Fließfähigkeit des Kunststoffs gesteuert und die Füllung der Form sichergestellt.
Niedrigere Werkzeugtemperaturen verkürzen die Zykluszeiten, erhöhen jedoch die Belastung.WAHR
Niedrigere Temperaturen beschleunigen die Zyklen, können jedoch zu einer schlechten Oberflächenbeschaffenheit führen.
Was sind häufige Herausforderungen in der Haltephase?
Die Bewältigung der Haltephase beim Kunststoffspritzguss stellt besondere Herausforderungen dar, die sich auf die Produktqualität und die Fertigungseffizienz auswirken können.
Zu den häufigsten Herausforderungen in der Haltephase des Kunststoffspritzgusses gehören übermäßige innere Spannungen, Schrumpfungsspuren und Schwierigkeiten beim Entformen. Diese Probleme entstehen durch falsche Nachdruck-, Zeit- und Formtemperatureinstellungen, die präzise Anpassungen auf der Grundlage der Produkteigenschaften erfordern, um optimale Ergebnisse zu gewährleisten.

Die Rolle des Haltedrucks verstehen
Der Nachdruck ist von entscheidender Bedeutung, da er die Schrumpfung beim Abkühlen ausgleicht, indem nach dem Füllen zusätzliche Kunststoffschmelze in die Kavität eingespritzt wird. Eine zu hohe Einstellung kann zu übermäßiger innerer Spannung führen und die Entformung erschweren. Umgekehrt kann ein zu geringer Druck zu Schrumpfspuren und Größeninstabilitäten führen.
Um diese Herausforderungen zu meistern, ist es wichtig, die Form, Größe und Wandstärke des Produkts zu berücksichtigen. Größere oder dickere Produkte erfordern typischerweise einen höheren Haltedruck, während kleinere oder dünnere Produkte von einem geringeren Druck profitieren. Einstellung des Nachdrucks 7 kann die Produktqualität erheblich beeinflussen.
Die Bedeutung der Haltezeit
Unter Haltezeit versteht man die Dauer, die die Kunststoffschmelze unter Haltedruck gehalten wird. Eine zu lange Haltezeit kann zu übermäßigem Stress führen und die Produktionszyklen verlängern, während eine kurze Haltezeit zu instabilen Größen und Schrumpfung führen kann.
Die optimale Haltezeit variiert je nach Produktabmessungen; Größere oder dickere Gegenstände benötigen eine längere Haltbarkeit. Um die gewünschten Ergebnisse zu erzielen, ist es entscheidend, die Haltezeit zu verstehen und angemessen anzupassen.
| Produkttyp | Empfohlene Haltezeit |
|---|---|
| Große/dicke Wände | Länger |
| Kleine/dünne Wände | Kürzer |
Formtemperatur: Ein Balanceakt
Die Formtemperatur spielt eine entscheidende Rolle bei der Bestimmung der Produktqualität. Hohe Temperaturen können das Entformen erschweren und zu Verformungen führen, während niedrige Temperaturen zu einer schlechten Oberflächenqualität und erhöhten inneren Spannungen führen können.
Die Anpassung der Formtemperatur erfordert die Berücksichtigung von Kunststofftyp, Produktform und -größe. Für kristalline Kunststoffe sind höhere Temperaturen im Allgemeinen besser; Bei amorphen Kunststoffen empfiehlt sich eine Reduzierung der Temperatur. Die Kontrolle der Formtemperatur 8 ist für die Minimierung von Fehlern und die Verbesserung der Endqualität von entscheidender Bedeutung.
Durch die kritische Prüfung dieser Faktoren können Hersteller häufige Herausforderungen in der Haltephase abmildern und so zu einer verbesserten Effizienz und besseren Produktergebnissen führen.
Ein hoher Haltedruck führt zu übermäßiger Belastung.WAHR
Ein hoher Haltedruck erhöht die innere Spannung und erschwert die Entformung.
Eine niedrige Formtemperatur verbessert die Oberflächenqualität.FALSCH
Niedrige Werkzeugtemperaturen können zu einer schlechten Oberflächenqualität führen.
Abschluss
Die Optimierung Ihrer Einspritzgeschwindigkeit, Ihres Drucks und Ihrer Temperatur ist der Schlüssel zur Verbesserung der Qualität und Effizienz beim Kunststoffspritzguss. Nehmen Sie sich diese Erkenntnisse zu Herzen, experimentieren Sie und beobachten Sie, wie sich Ihre Produktion verbessert!
-
Erfahren Sie, wie Sie Formschäden durch richtige Geschwindigkeitseinstellungen vermeiden.: Im Allgemeinen verbessert ein höherer Einspritzdruck bei gleicher Einspritzgeschwindigkeit die Fließfähigkeit des Kunststoffs und erhöht die Maßgenauigkeit … ↩
-
Entdecken Sie Strategien zur Optimierung der Zykluszeit bei gleichzeitiger Beibehaltung der Qualität: Die Aufrechterhaltung eines richtigen Gleichgewichts zwischen Einspritzgeschwindigkeit, Druck und Abkühlzeit ist wichtig, um qualitativ hochwertige, fehlerfreie Formteile zu erhalten … ↩
-
Erlernen Sie fortgeschrittene Techniken zur effizienten Optimierung des Einspritzdrucks: Schritte zur SPRITZGUSS-Prozessoptimierung · 1. Prüfung der Werkzeugfunktionalität · 2. Short-Shot-Test · 3. Studien zur Anschnittdichtung · 4. Bewertung/Daten von Musterteilen … ↩
-
Erfahren Sie, wie sich eine präzise Zylindertemperatur auf die Schmelzviskosität und die Produktqualität auswirkt: Hier sind die vier grundlegenden Zylinderzonen einer Spritzgießmaschine dargestellt, die zusammen mit dem Düsenkörper und der Spitze richtig eingerichtet werden müssen. ↩
-
Entdecken Sie, wie die Formtemperatur die Oberflächenbeschaffenheit und das Spannungsniveau beeinflusst.: Bei amorphen Polymeren wie ABS und Polycarbonat führen höhere Formtemperaturen zu geringeren Formspannungen und damit zu besseren … ↩
-
Entdecken Sie Strategien zur Anpassung der Abkühlzeiten, um die Produktkonsistenz zu verbessern.: Die Zykluszeit oder Abkühlzeit beim Spritzgießen ist einer der Hauptfaktoren für die Verbesserung und Aufrechterhaltung der Effizienz im Spritzgießprozess. ↩
-
Entdecken Sie Strategien zur Einstellung des optimalen Nachdrucks beim Spritzgießen.: Nachdruck und Geschwindigkeit betragen normalerweise 50 % – 65 % des oberen Einspritzdrucks und der maximalen Einspritzgeschwindigkeit. Das heißt, der Haltedruck beträgt ca. 0,6 – 0,8 … ↩
-
Erfahren Sie, warum eine präzise Steuerung der Formtemperatur für die Qualität entscheidend ist: Eine stabile Formtemperatur reduziert Schwankungen bei der Schrumpfung des Formteils und verbessert so die Dimensionsstabilität. Für kristalline Kunststoffe, hohe Formen … ↩




