

Die Entwicklung eines Angusskanalsystems ähnelt dem Zubereiten eines perfekten Gerichts. Jeder noch so kleine Faktor ist wichtig.
Die Konstruktion eines Angusskanalsystems erfordert die Berücksichtigung mehrerer Faktoren. Die Materialflusseigenschaften spielen eine entscheidende Rolle. Größe und Form des Kanals sind von großer Bedeutung. Eine ausgewogene Anordnung ist notwendig. Spezielle Anforderungen an Heißkanalsysteme müssen sorgfältig geprüft werden. Diese Schlüsselelemente führen zu einer effizienten Produktion. Das Ergebnis ist ein qualitativ hochwertiges Produkt.
Als ich mit der Entwicklung von Angusskanalsystemen begann, fühlte es sich an wie das Lösen eines kniffligen Puzzles. Jedes einzelne Teil – wie Materialfluss und Angusskanalanordnung – musste perfekt zusammenpassen. Ein gleichmäßiger Materialfluss war unerlässlich. Die Abmessungen waren nicht der einzige Fokus; entscheidend war das Verständnis des Zusammenspiels der einzelnen Komponenten. Die richtige Angusskanalgröße war von zentraler Bedeutung. Dies galt insbesondere für Materialien mit unterschiedlichem Fließverhalten. Kleinste Änderungen hatten einen großen Einfluss auf die Produktionseffizienz und die Produktqualität. Wirklich kleine Änderungen! Nun gehen wir diesen Details genauer auf den Grund, um zu verstehen, wie sie Ihren Designprozess tatsächlich verändern.
Die Materialflusseigenschaften beeinflussen die Auslegung der Ansaugkanäle.WAHR
Der Materialfluss beeinflusst Effizienz und Qualität und ist daher entscheidend für die Auslegung von Läufern.
Die Größe des Angusskanals ist bei der Werkzeugkonstruktion irrelevant.FALSCH
Die Größe des Kanals ist entscheidend für einen gleichmäßigen Materialfluss und eine effiziente Produktion.
- 1. Wie beeinflussen die Materialflusseigenschaften die Angussgestaltung?
- 2. Wie wählt man die richtige Größe und Form für Läufer?
- 3. Wie plane ich ein effektives Läuferlayout?
- 4. Welche Besonderheiten sind bei Heißkanalsystemen zu beachten?
- 5. Warum ist die Temperaturkontrolle beim Spritzgießen so wichtig?
- 6. Abschluss
Wie beeinflussen die Materialflusseigenschaften die Angussgestaltung?
Haben Sie sich jemals gefragt, wie die Materialien beim Spritzgießen die Form des Angusskanals beeinflussen? Lassen Sie uns den interessanten Zusammenhang zwischen der Materialbewegung und der Form der Angusskanäle genauer betrachten.
Die Materialflusseigenschaften bestimmen die Angusskanalgestaltung. Sie legen Kanalgröße, -form und -anordnung fest. Konstrukteure konzentrieren sich auf die Optimierung des Materialflusses, um Fehler zu reduzieren. Dabei berücksichtigen sie die Materialverträglichkeit. Auch die Fließfähigkeit spielt eine wichtige Rolle. Temperatureinflüsse sind entscheidend für gute Spritzgussergebnisse.
Durchflussanpassung und Kanalgröße
Um einen optimalen Materialfluss zu erreichen, müssen Konstrukteure die Größe der Fließkanäle an die Schmelzflussrate ( MFR ) des Formmaterials anpassen. Ich erinnere mich noch gut daran, als ich mich zum ersten Mal damit auseinandersetzen musste; es fühlte sich an wie das Lösen eines kniffligen Rätsels. Polystyrol (PS) beispielsweise, bekannt für seine hohe Schmelzflussrate , benötigt engere Kanäle. Im Gegensatz dazu erfordert die Verarbeitung von glasfaserverstärktem Polyamid (PA), das eine geringere Fließfähigkeit aufweist, breitere Kanäle für einen reibungslosen Ablauf.
Beispieltabelle: Material vs. Kanalgröße
| Materialart | Empfohlene Kanalbreite |
|---|---|
| Hohe MFR (z. B. PS) | Eng |
| Geringe Fließfähigkeit (z. B. PA) | Breit |
Temperaturschwankungen können Prozesse stören, insbesondere in Heißkanalsystemen. Bei der Entwicklung von Produkten für thermoplastische Elastomere ( TPE ) wurde mir einmal bewusst, dass eine präzise Temperaturregelung entscheidend für die Aufrechterhaltung idealer Fließeigenschaften ist.
Materialverträglichkeit
Die Wahl des richtigen Angusskanalmaterials gleicht der Suche nach passenden Partnern; alles sollte reibungslos zusammenarbeiten, ohne unerwartete Reaktionen. Das Angusskanalmaterial darf nicht chemisch mit den Formteilen reagieren. Ich habe diese Lektion beispielsweise gelernt, als ein Projekt mit Polycarbonat beinahe gescheitert wäre, weil es bei hohen Temperaturen mit Kupferangusskanälen stark reagierte. Seitdem vermeide ich solche Kombinationen, um die Lebensdauer der Angusskanäle zu verlängern und eine gleichbleibende Materialleistung zu .
Läufergröße und -formdesign
Die Wahl der Angusskanalgröße hängt von mehr als nur den Abmessungen ab; es geht darum, den Zusammenhang zwischen Einspritzvolumen und Düsengröße zu verstehen. Diese Faktoren sollten bei der Dimensionierung des Angusskanals berücksichtigt werden. Ich habe oft festgestellt, dass ein etwas größerer Hauptkanaldurchmesser als der Düsendurchmesser die Verbindung verbessert und den Druckverlust minimiert. Die Anpassung der Abzweigkanäle an die Kavitätenanzahl und die Produktgröße erfordert Fingerspitzengefühl.
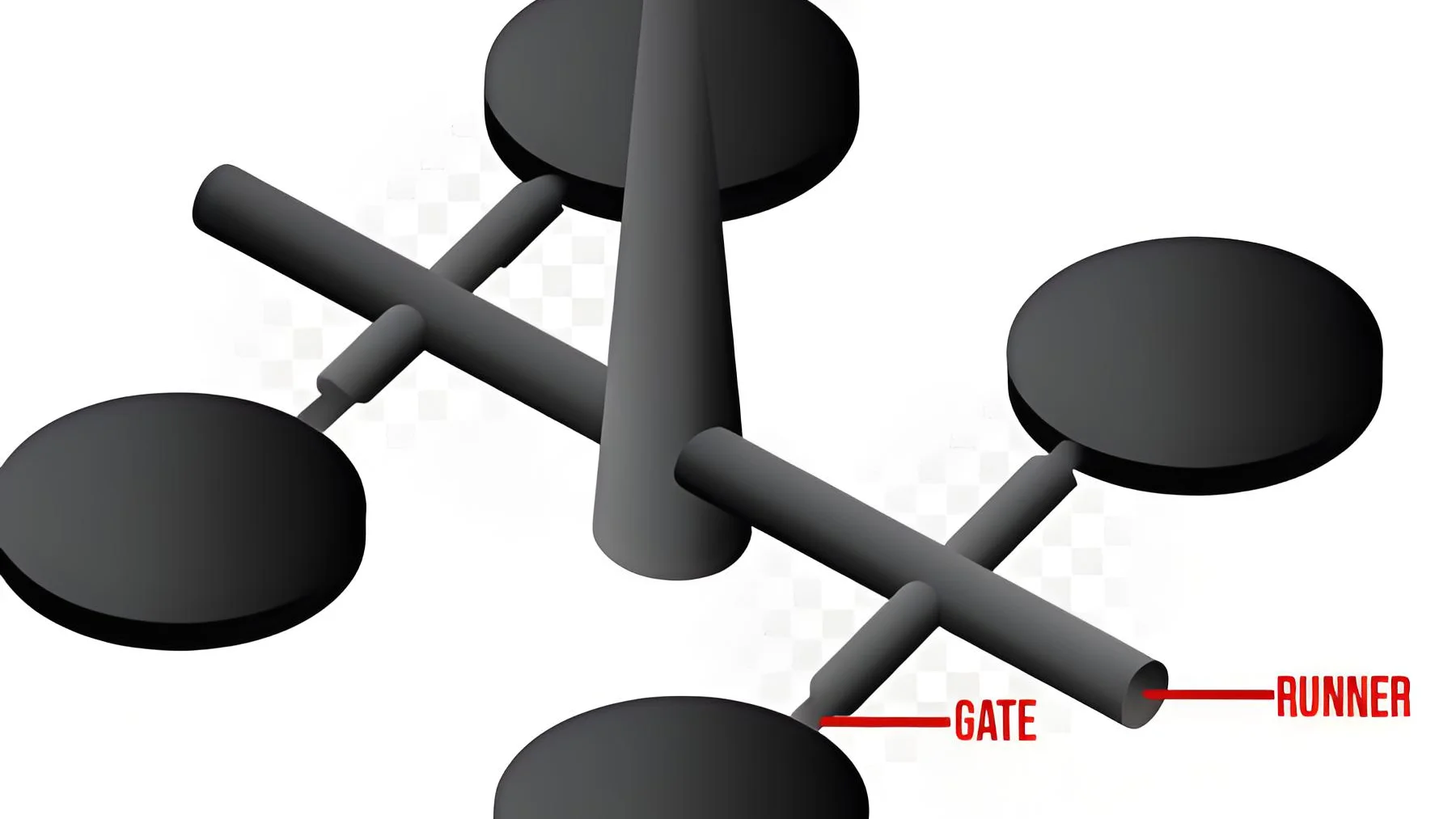
Beispiele für Torgrößen
- Punktgenaues Tor : Durchmesser zwischen 0,5 und 1,5 mm.
- Fächerförmiges Tor : Dicke zwischen 0,2 und 1 mm.
Die Wahl zwischen kreisförmigen Formen bei geringem Widerstand und rechteckigen Formen bei begrenztem Platz ist entscheidend für die Bewältigung von Strömungswiderstand und Komplexität.
Läuferlayoutplanung
Bei Mehrkavitätenformen sollte stets auf ein ausgewogenes Angusskanaldesign geachtet werden, um eine gleichzeitige Füllung zu gewährleisten und so Zeit und Aufwand zu sparen. Asymmetrische Anordnungen erfordern gegebenenfalls Anpassungen oder Drosselventile, um ein Gleichgewicht zu erreichen.
- Um tote Winkel zu vermeiden : Verwenden Sie bogenförmige Ecken mit einem Radius von mindestens dem 1,5-fachen des Kanaldurchmessers, um Schmelzerückstände zu vermeiden.
- Überprüfung von Stagnationszonen : Sicherstellen, dass keine Teile zu langen Verweilzeiten führen, um eine Verschlechterung zu vermeiden.
Besondere Überlegungen für Heißkanalsysteme
Heizung und Temperaturregelung
Die gleichmäßige Wärmeverteilung in Heißkanälen erfordert höchste Präzision. Um eine gleichmäßige Wärmeverteilung zu gewährleisten, sollten Heizelemente wie Stäbe oder Spulen gleichmäßig um die Heizplatte herum angebracht werden. Bei größeren Anlagen empfiehlt sich die Verwendung einer Zonenheizungssteuerung 3 mit individuellen Sensoren für eine präzise Regelung.
Abdichtung und Leckageverhinderung
Die Vermeidung von Leckagen ist unerlässlich; hochwertige Dichtungen aus hochtemperaturbeständigem Gummi oder Metall erhalten sowohl die Produktqualität als auch die Formstabilität. Regelmäßige Kontrollen und rechtzeitiger Austausch sind daher von entscheidender Bedeutung und haben weitreichende Folgen.
Materialien mit hohem Schmelzflusswiderstand erfordern enge Kanäle.WAHR
Materialien mit hohem Schmelzflusswiderstand wie Polystyrol benötigen enge Kanäle für einen optimalen Durchfluss.
Kupferkanäle eignen sich für die Polycarbonat-Formgebung.FALSCH
Polycarbonat reagiert bei hohen Temperaturen mit Kupfer, was zu dessen Zersetzung führt.
Wie wählt man die richtige Größe und Form für Läufer?
Haben Sie sich jemals gefragt, warum die Auswahl der richtigen Läufergröße und -form dem Zusammensetzen eines Puzzles gleicht?
Bei der Auswahl von Größe und Form eines Läufers sollten Sie den Einsatzort berücksichtigen. Für die Inneneinrichtung ist die richtige Kombination aus Größe und Stil wichtig. Fabriken profitieren von einem reibungslosen Materialfluss und einer guten Temperaturkontrolle für bessere Produktionsergebnisse.

Die Unterschiede verstehen
Die Wahl der richtigen Läufergröße und -form ist für mich immer wieder spannend. Ob ich einen Flurteppich auswähle oder ein System in meiner Werkstatt entwerfe – jede Entscheidung scheint ihre eigenen Regeln zu haben. Die richtige Wahl zu treffen, ist wie das Lösen eines geheimnisvollen Rätsels.
Wie sich Stoffe bewegen
In der Fertigung ist es wichtig, das Verhalten von Materialien zu kennen. Dies gilt insbesondere für Werkstoffe wie Polystyrol oder glasfaserverstärktes Polyamid. Meine ersten Erfahrungen mit Fließproblemen waren schwierig. Der Schlüssel zum Erfolg lag in der Erkenntnis, dass die Größe des Fließkanals der Schmelzfließgeschwindigkeit des Materials entsprechen muss. Es war nicht leicht zu lernen, aber es lehrte mich, die Veränderungen von Materialien unter Hitzeeinwirkung zu respektieren. Dies gilt insbesondere für anspruchsvolle Werkstoffe wie thermoplastische Elastomere.
Beachten Sie, wie die Temperatur die Fließfähigkeit des Materials beeinflusst. In Heißkanalsystemen ist eine Temperaturregelung
Bedenken hinsichtlich Kompatibilität und Reaktionen
Das Thema Materialverträglichkeit hat mir viel beigebracht. Es geht nicht nur darum, unerwünschte Reaktionen zu vermeiden, die alles ruinieren, sondern auch darum, die Lebensdauer der Bauteile zu verlängern. In einem Projekt habe ich beobachtet, wie Polycarbonat mit Kupfer reagiert. Das hat mir gezeigt, wie kleine Fehler zu großen Problemen führen können.
Durch die Gewährleistung, dass der Strömungskanal nicht chemisch mit dem Formmaterial reagiert, wird eine Zersetzung verhindert und die Lebensdauer des Kanals verlängert.
Größe und Form gestalten
Hauptläufergröße
Der Hauptschlauch sollte für einen dichten Sitz und geringeren Druckverlust 0,5–1 mm größer als die Düse der Maschine sein. Eine kurze Schlauchlänge ist ebenfalls hilfreich, ähnlich wie bei einem zu langen Teppich im Flur, über den man nicht stolpern kann.
Astläufergröße
Die Größe hängt stark vom jeweiligen Werkstück ab. Kleine, filigrane Teile oder leicht fließende Materialien benötigen kleinere Durchmesser; größere Produkte oder dickere Materialien erfordern größere Durchmesser.
Torabmessungen
Die richtige Torgröße zu finden, erfordert Geschick. Die optimale Größe hängt von der Wandstärke und dem Material des Produkts ab.
| Produkttyp | Empfohlener Tortyp | Durchmesserbereich |
|---|---|---|
| Kleinprodukte | Punktgenau | 0,5 – 1 mm |
| Flachprodukte | Seite | Hängt vom Design ab |
| Automatisierte Formen | Latent | Variable |
Punktförmige Tore eignen sich hervorragend für Details, während fächerförmige Tore ihre eigenen Vorteile haben.
Formen auswählen
Ich bevorzuge runde Laufschienen, da sie einen geringen Widerstand bieten, aber schwer herzustellen sind. Rechteckige und trapezförmige Laufschienen sind einfacher zu fertigen, stellen aber höhere Anforderungen an den Widerstand.
Planung des Layouts und Vermeidung von Stagnation
Eine gute Angussführung sorgt für eine gleichmäßige Füllung der Formhohlräume – wie beim Aufstellen von Dominosteinen, die nacheinander umfallen. Vermeiden Sie tote Winkel, indem Sie bogenförmige Kurven anstelle von scharfen Winkeln wählen; dies reduziert den Druckverlust.
Stellen Sie sicher, dass sich keine vergrößerten oder verkleinerten Teile im System befinden, um Beschädigungen zu vermeiden.
Überlegungen zum Heißkanalsystem
Temperaturregelung:
In größeren Anlagen ist die Zonenheizung entscheidend; sie sorgt dafür, dass jeder Raum in einem Haus die perfekte Temperatur hat – weder zu warm noch zu kalt.
Für eine gleichmäßige Wärmeverteilung werden die Heizelemente gleichmäßig um die Heizplatten angeordnet.
In großen Anlagen empfiehlt sich die Zonenheizungsregelung mit unabhängigen Sensoren und Reglern.
Leckagen verhindern:
Dichtheit ist unerlässlich; sie wirken wie ein stiller Schutz und verhindern Leckagen, die Produkt und Anlagen beschädigen könnten.
Verwenden Sie hochwertige Dichtungen zwischen den Systemkomponenten, um Schmelzaustritt zu vermeiden. Regelmäßige Kontrollen und rechtzeitiger Austausch gewährleisten die Systemintegrität.
Erfahren Sie mehr Heißkanalsysteme , um Leckagen zu verhindern und effiziente Fertigungsprozesse zu gewährleisten. Diese Maßnahmen tragen dazu bei, hohe Qualität zu sichern und Schäden an Formen oder Maschinen zu vermeiden.
Bei meiner Arbeit, sei es im Dekorationsbereich oder in der Industrie, hilft mir die Anwendung dieser Prinzipien jedes Mal dabei, meine Designziele effektiv zu erreichen.
Polystyrol erfordert schmale Kanäle.WAHR
Aufgrund der Schmelzfließgeschwindigkeit von Polystyrol sind enge Kanäle für einen optimalen Fluss erforderlich.
Runde Laufrohre weisen einen höheren Strömungswiderstand auf als rechteckige.FALSCH
Runde Laufrohre bieten im Gegensatz zu rechteckigen Formen einen geringen Strömungswiderstand.
Wie plane ich ein effektives Läuferlayout?
Haben Sie sich jemals gefragt, wie eine gute Angussführung Ihren Spritzgießprozess beeinflusst? Neugierige Köpfe stellen sich diese Frage tatsächlich. Eine sorgfältige Planung spielt dabei eine entscheidende Rolle. Das Design entscheidet über Erfolg oder Misserfolg.
Planen Sie ein optimales Angusskanal-Layout, indem Sie den Materialfluss, die Größe und Form der Angüsse berücksichtigen und ein ausgewogenes Layout gewährleisten, um Bereiche ohne Materialfluss zu vermeiden. Diese Aspekte sind entscheidend für beste Ergebnisse beim Spritzgießen.

Materialflusseigenschaften
Das Verständnis der sechs Strömungsanpassung ist unerlässlich. Die Größe des Strömungskanals sollte auf die Schmelzflussrate ( MFR ) des Formmaterials abgestimmt sein. Beispielsweise benötigen Materialien mit hoher MFR wie Polystyrol engere Kanäle als Materialien wie glasfaserverstärktes Polyamid, die breitere Kanäle erfordern.
- Kompatibilität: Stellen Sie sicher, dass das Material des Strömungskanals chemisch inert gegenüber dem Formmaterial ist, um Reaktionen bei hohen Temperaturen zu vermeiden, die die Materialien zersetzen könnten.
Mir wurde früh klar, dass die Abstimmung von Fließkanal und Formmaterial entscheidend ist. Die Verwendung von Kupfer in Angusskanälen mit Polycarbonat führte einmal zu unerwarteten Reaktionen. Ich entdeckte diesen Fehler während eines Projekts, und es war eine schmerzhafte Lektion.
Läufergröße und -formdesign
Die Auslegung der Läufergröße erfordert die Berücksichtigung mehrerer Faktoren:
| Komponente | Größenempfehlungen |
|---|---|
| Hauptläufer | Etwas größer als die Düse, 0,5–1 mm |
| Branch Runner | 3–6 mm für kleine Produkte, 8–12 mm für größere |
| Tor | Punktförmig: 0,5–1,5 mm, Fächerförmig: 0,2–1 mm |
Die Form des Läufers ist ebenfalls entscheidend:
- Rundlaufende Kanäle bieten einen geringen Strömungswiderstand, sind aber komplex in der Verarbeitung.
- Rechteckige und trapezförmige Läufer sind leichter zu verarbeiten, weisen aber einen höheren Widerstand auf.
Die richtige Läufergröße zu finden, ist oft wie ein Puzzle. Hier ist ein einfacher Tipp, an den ich mich halte: Auch die Wahl der Form ist nicht einfach.
Ausgewogene Layoutplanung
Bei Formen mit mehreren Kavitäten ist eine ausgewogene Angusskanalanordnung unerlässlich. Die Angusskanäle vom Hauptkanal zu jeder Kavität sollten in Länge und Form einheitlich sein, um eine gleichmäßige Füllung zu gewährleisten.
Das Ausbalancieren eines Speisenlayouts fühlt sich an wie das Organisieren eines Abendessens; alles muss gleichzeitig und bei der gleichen Temperatur serviert werden.
- Vermeidung von Totzonen: Vermeiden Sie rechtwinklige Kurven und enge Kanäle, um Druckverlust und Schmelzerückstände zu verhindern, die die Produktqualität beeinträchtigen könnten.
Ich hatte einmal mit anhaltenden Qualitätsproblemen aufgrund von Totzonen zu kämpfen – kniffligen rechtwinkligen Kurven, in denen Schmelzwasser eingeschlossen wird und die Produktqualität beeinträchtigt wird – das war eine wichtige Lektion.
Besondere Punkte für Heißkanalsysteme
Das Heißkanalsystem erfordert eine sorgfältige Planung:
- Heizungssteuerung: Nutzen Sie die Zonenheizungssteuerung mit unabhängigen Sensoren, um optimale Temperaturen im gesamten Gebäude aufrechtzuerhalten.
- Abdichtung: Verwenden Sie hochtemperaturbeständige Dichtungen, um Leckagen zu vermeiden, die die Produktqualität beeinträchtigen und Geräte beschädigen können.
Heißkanalsysteme erfordern Präzision. Unabhängige Sensoren steuern die Heizzonen, um die Materialien auf der idealen Temperatur zu halten. Eine mangelhafte Abdichtung verursachte einmal ein Leck und verdarb eine ganze Charge; seitdem verwende ich ausschließlich hochhitzebeständige Dichtungen.
Diese Tipps haben meine Effizienz und Produktqualität beim Spritzgießen deutlich verbessert. Schon kleine Änderungen im Angusskanal können die Produktionsergebnisse erheblich beeinflussen – das ist wirklich beeindruckend.
Rundlaufende Kanäle bieten einen geringen Strömungswiderstand.WAHR
Rundförmige Kanäle sind so konstruiert, dass der Widerstand beim Schmelzfluss minimiert wird.
Rechtwinklige Krümmungen in den Kanälen verbessern die Durchflusseffizienz.FALSCH
Rechtwinklige Kurven erzeugen Totzonen, was zu Druckverlusten und einer Verringerung der Durchflusseffizienz führt.
Welche Besonderheiten sind bei Heißkanalsystemen zu beachten?
Sie möchten wissen, wie ein Heißkanalsystem beim Spritzgießen funktioniert? Erfahren Sie mehr über die Details, die für hohe Effizienz und hervorragende Produktqualität sorgen.
Bei der Konstruktion von Heißkanalsystemen konzentriere ich mich auf die wichtigsten Aspekte. Der Materialfluss ist entscheidend. Kanalgröße und -form spielen eine zentrale Rolle. Ein ausgewogenes Layout ist ebenfalls unerlässlich. Präzise Temperaturregelung ist für optimale Leistung unerlässlich. Hochwertige Produkte resultieren in der Regel aus all diesen Faktoren.
Materialflusseigenschaften
Ich erinnere mich an mein erstes Projekt mit einem schwierigen Material – glasfaserverstärktem Polyamid. Dabei lernte ich eine wichtige Lektion: Materialien verhalten sich unterschiedlich. Die Fließkanäle müssen zur Schmelzflussrate ( MFR ) passen. Materialien mit hoher MFR , wie einige Polystyrole, gleiten durch kleinere Kanäle, während Materialien mit geringer Fließfähigkeit mehr Platz benötigen. Jedes Material braucht seinen eigenen Platz im Kanal.
Auch die Temperatur spielt eine wichtige Rolle. Thermoplastisches Elastomer hat die richtige Temperatur, was für eine gute Fließfähigkeit sorgt. Achten Sie auf Materialverträglichkeit (8) , um chemische Reaktionen zwischen dem Fließkanal und den Formteilen zu vermeiden.
Läufergröße und -formdesign
Stellen Sie sich den Bau eines Wasserparks vor. Die Rutschen müssen die richtige Größe haben, damit alle reibungslos rutschen. Beim Spritzgießen sind Größe und Form des Angusskanals entscheidend:
| Parameter | Rücksichtnahme |
|---|---|
| Hauptläufer | Passt perfekt an die Maschinendüse, ist aber für eine optimale Verbindung 0,5–1 mm größer. Kürzere Hauptleitungen bedeuten geringeren Druckverlust. |
| Branch Runner | Den Durchmesser entsprechend der Produktgröße und der Materialviskosität anpassen. |
| Torgröße | Hängt von der Wandstärke, dem Material und der Einspritzgeschwindigkeit ab. |
Kreisförmige Formen sind ideal, aber schwierig zu verarbeiten; rechteckige und trapezförmige Formen eignen sich besser für beengte Platzverhältnisse.
Läuferlayoutplanung
Die optimale Anordnung der Läufer ist wie die Planung einer Reise mit Freunden: Jeder braucht die gleichen Startbedingungen, um die Fahrt genießen zu können. Gleich lange Läufer vom Hauptkanal füllen die Hohlräume gleichzeitig – das ist wie das gleichmäßige Teilen von Snacks während der Reise.
Die Vermeidung von Sackgassen und Staus ist entscheidend – genauso wichtig ist es, Staus zu vermeiden. Verwenden Sie bogenförmige Kurven mit einem Radius, der dem 1,5-fachen des Läuferdurchmessers entspricht, um einen reibungslosen Verkehrsfluss zu gewährleisten.
Heizung und Temperaturregelung
Effiziente Heißkanalheizung ist wie Plätzchenbacken: Eine gleichmäßige Wärmeverteilung ist wichtig
- Durch die geschickte Anordnung der Heizelemente um die Platten und Düsen wird sichergestellt, dass jedes Teil gleichmäßig gart.
- Die Zonenheizungssteuerung gewährleistet Genauigkeit durch unabhängige Sensoren für jede Zone.
- Isoliermaterialien wie Keramikfasern verbessern die Wärmeeffizienz, ohne dass die Formteile überhitzen.
Dichtheit und Leckageverhinderung sind unerlässlich – verwenden Sie hochwertige Dichtungen zwischen den Bauteilen, um das Austreten von Schmelze zu verhindern, das Produkte und Geräte beschädigen kann. Regelmäßige Dichtungsprüfungen sind notwendig, ähnlich wie bei der Überprüfung, ob Ihr Backofen die Hitze im Inneren hält.
Hochschmelzende Werkstoffe benötigen breitere Heißkanalkanäle.FALSCH
Materialien mit hohem Schmelzflusswiderstand (MFR) benötigen engere Kanäle für einen optimalen Durchfluss.
Eine ausgewogene Anordnung der Gießkanäle verhindert Schmelzerückstände.WAHR
Gleiche Läuferlängen gewährleisten eine gleichmäßige Befüllung und verhindern so Rückstände.
Warum ist die Temperaturkontrolle beim Spritzgießen so wichtig?
Haben Sie sich jemals gefragt, warum die Temperatur beim Spritzgießen so wichtig ist? Es ist ähnlich wie beim Backen eines Kuchens. Stimmt die Temperatur nicht, geht alles schief.
Die Temperaturkontrolle beim Spritzgießen ist entscheidend für einen gleichmäßigen Materialfluss und verhindert Probleme wie Verzug. Die richtige Temperatur schützt die mechanischen Eigenschaften des Endprodukts. Dieser Prozess spielt eine Schlüsselrolle für Qualität und Effizienz.

Materialflusseigenschaften
Mein erstes Projekt im Spritzgussverfahren fühlte sich an wie ein Drahtseilakt. Die Temperatur spielte eine entscheidende Rolle. Eine kleine Änderung konnte über Erfolg oder Misserfolg entscheiden. Stellen Sie sich vor, Sie drücken Honig durch einen Strohhalm. Zu kalt, und er fließt nicht. Zu heiß, und er läuft überall hin.
Beim Spritzgießen benötigen unterschiedliche Materialien spezielle Fließbedingungen. Das ist vergleichbar mit der Zubereitung von Kaffee je nach Bohnensorte. Beispielsweise die Fließanpassung sicher, dass die Kanalgröße der Schmelzefließgeschwindigkeit des Materials entspricht. Dadurch werden Probleme wie unvollständige Füllung oder zu hoher Druck vermieden.
Läufergröße und -formdesign
Die Auslegung des Leitersystems unter Berücksichtigung der Temperatur ähnelt der Planung einer Autoreise. Man muss die Gegebenheiten vor Ort kennen. Die Leitergröße sollte der Materialstärke bei unterschiedlichen Temperaturen angepasst sein.
| Material | Niedrige Viskosität | Hohe Viskosität |
|---|---|---|
| Polystyrol | 3-6 mm | 8-12 mm |
| Glasfaserverstärktes Polyamid | 6-10 mm | 10-15 mm |
Stellen Sie sich vor, Sie arbeiten mit Polystyrol oder glasfaserverstärktem Polyamid. Die Größe der Kufen hängt davon ab, ob Sie eine sanfte Fahrt bevorzugen oder Unebenheiten in Kauf nehmen möchten.
Heißkanalsysteme
Heißkanalsysteme sind wie Gourmetküchen. Jedes Detail erfordert präzise Steuerung. Die Heizelemente müssen die Wärme gleichmäßig verteilen, um eine einheitliche Temperatur im gesamten System zu gewährleisten. In großen Systemen ermöglicht die Zonenheizung die präzise Steuerung verschiedener Bereiche und erlaubt so Anpassungen ähnlich dem Zubereiten mehrerer Gerichte.
Temperaturschwankungen können die Materialverträglichkeit . Dies kann zu Reaktionen führen, die die Materialqualität oder die Lebensdauer der Leitungen beeinträchtigen. Regelmäßige Kontrollen der Abdichtung und Isolierung verhindern Leckagen und erhalten die Systemstabilität.
Vermeidung von Mängeln
Eine gute Temperaturregelung verhindert Fehler wie Verzug und Einfallstellen. Zu Beginn meiner Karriere lernte ich, dass die Kontrolle der Abkühlgeschwindigkeit der Form eine gleichmäßige Erstarrung gewährleistet und so Spannungen und Verformungen im Endprodukt reduziert – ähnlich wie beim langsamen Abkühlen eines Kuchens, um Risse zu vermeiden.
Eine ausgewogene Formgebung der Backform verhindert lokale Überhitzung und sorgt für eine gleichmäßige Füllung des Backraums, sodass jedes Stück Kuchen perfekt gebacken wird.
Automatisierungs- und Steuerungssysteme
Modernes Spritzgießen ist ein hochentwickeltes Verfahren mit fortschrittlichen Systemen zur automatisierten Temperaturregelung. Diese Systeme überwachen die Formtemperaturen und passen die Einstellungen in Echtzeit an, um optimale Bedingungen zu gewährleisten – ähnlich wie ein intelligenter Thermostat im Haushalt.
Isolierende Materialien wie Keramikfasern<sup> 11 </sup> reduzieren Wärmeverluste und verbessern die Energieeinsparung.
Das Wissen darüber, wie sich die Temperatur auf jeden einzelnen Aspekt des Spritzgießprozesses auswirkt, hilft Designern wie Jacky dabei, qualitativ hochwertige Teile effektiv herzustellen.
Die Temperatur beeinflusst den Materialfluss beim Spritzgießen.WAHR
Für unterschiedliche Materialien sind spezifische Temperaturen erforderlich, um einen ordnungsgemäßen Materialfluss zu gewährleisten.
Heißkanalsysteme benötigen keine Temperaturregelung.FALSCH
Eine gleichmäßige Erwärmung ist entscheidend für die Aufrechterhaltung einer einheitlichen Temperatur in Heißkanalsystemen.
Abschluss
Bei der Entwicklung eines Angusskanalsystems müssen Materialflusseigenschaften, Kanalgröße und -form, ausgewogene Anordnungen sowie die Temperaturregelung für eine effiziente Produktion und hohe Ausgabequalität berücksichtigt werden.
-
Das Verständnis der Schmelzflussrate hilft bei der Auswahl geeigneter Kanalgrößen für verschiedene Materialien. ↩
-
Kenntnisse über die Materialverträglichkeit helfen bei der Auswahl von Läufermaterialien, die sich nicht zersetzen oder chemisch reagieren. ↩
-
Die Zonenheizungssteuerung gewährleistet eine präzise Temperaturregelung in großen Heißkanalsystemen. ↩
-
Erfahren Sie, wie eine präzise Temperaturregelung die Effizienz steigern und Probleme in Heißkanalsystemen verhindern kann. ↩
-
Entdecken Sie effektive Dichtungstechniken für Heißkanalsysteme, um Leckagen zu vermeiden und die Produktqualität zu erhalten. ↩
-
Erfahren Sie, wie die Abstimmung der Strömungskanalgröße auf die Materialeigenschaften die Effizienz des Spritzgießens verbessert. ↩
-
Erfahren Sie, wie eine ausgewogene Anordnung für eine gleichmäßige Füllung von Mehrkavitätenformen sorgt und so die Produktkonsistenz verbessert. ↩
-
Dieser Link bietet Strategien zur Vermeidung chemischer Reaktionen zwischen verschiedenen Materialien in Heißkanalsystemen. ↩
-
Lernen Sie mehr über Flow Matching, um dessen Rolle bei der Verbesserung von Effizienz und Qualität beim Spritzgießen besser zu verstehen. ↩
-
Erfahren Sie, wie inkompatible Materialien aufgrund von temperaturabhängigen Reaktionen die Formintegrität und die Produktqualität beeinträchtigen können. ↩
-
Isoliermaterialien sind entscheidend für die Aufrechterhaltung der Energieeffizienz und die Vermeidung von Wärmeverlusten in Spritzgussanlagen. ↩






