

Haben Sie schon einmal die Frustration erlebt, dass ein Polypropylen-Teil während der Produktion zusammengebrochen ist? Damit sind Sie nicht allein. Wenn Sie die Ursachen für diese Zusammenbrüche verstehen, können Sie kostspielige Fehler vermeiden.
Spritzgegossene Polypropylenteile können aufgrund von Problemen wie Materialschrumpfung, mangelnder Fließfähigkeit, unzureichendem Einspritzdruck oder fehlerhafter Werkzeugkonstruktion versagen. Die Behebung dieser Faktoren ist entscheidend für die Erhaltung der Teileintegrität.
Lassen Sie uns tiefer in die komplexe Welt der Polypropylenherstellung eintauchen und die Schlüsselfaktoren aufdecken, die zu diesen Herausforderungen beitragen.
Ungleichmäßige Wandstärke führt zum Zusammenbruch von Polypropylen-Bauteilen.WAHR
Ungleichmäßige Wandstärke führt zu unterschiedlicher Abkühlung, was innere Spannungen und schließlich zum Einsturz der Wände führt.
- 1. Wie wirkt sich die Materialschrumpfung auf Polypropylen-Teile aus?
- 2. Welche Rolle spielt der Einspritzdruck für die Bauteilintegrität?
- 3. Warum ist die Formgestaltung entscheidend für die Verhinderung des Einsturzes?
- 4. Wie kann die Abkühlzeit die strukturelle Stabilität beeinflussen?
- 5. Abschluss
Wie wirkt sich die Materialschrumpfung auf Polypropylen-Teile aus?
Die Materialschrumpfung ist ein wesentlicher Faktor, der die Qualität und Integrität von Polypropylen-Teilen beeinträchtigt. Das Verständnis ihrer Auswirkungen ist entscheidend für die Vermeidung von Schäden.
Die Materialschrumpfung von Polypropylenteilen kann zu strukturellen Schwächen und in der Folge zu Bauteilversagen nach der Produktion führen. Dies ist auf die materialbedingten Eigenschaften und Prozessschwankungen beim Spritzgießen zurückzuführen.

Verständnis der Schrumpfungseigenschaften von Polypropylen
Polypropylen (PP) ist für seine Schwindungseigenschaften , die die endgültigen Abmessungen und die Stabilität von Formteilen erheblich beeinflussen können. Typischerweise weist Polypropylen eine Schwindungsrate zwischen 1,5 % und 3 % auf. Diese Schwankung hängt von der verwendeten Polypropylen-Sorte ab. Wird die Schwindung nicht ausreichend berücksichtigt, kann sie zu Maßungenauigkeiten¹ und sogar zum Kollaps des Bauteils führen.
Polypropylen-Qualitäten weisen unterschiedliche Schrumpfungsraten auf. Hersteller müssen die Materialien sorgfältig anhand des vorgesehenen Anwendungszwecks und der Leistungsanforderungen auswählen. Die Wahl einer Qualität mit höherer Schrumpfungsrate ohne notwendige Anpassungen in Konstruktion oder Prozess erhöht das Risiko eines Kollapses.
Auswirkungen auf die Dimensionsstabilität
Die Schwindung beeinträchtigt die Maßstabilität von Bauteilen und kann zu Abweichungen von den vorgegebenen Toleranzen führen. Dies ist besonders problematisch für Bauteile, die hohe Präzision erfordern. Beispielsweise ungleichmäßige Wandstärken die Schwindungseffekte verstärken, da dickere Bereiche langsamer abkühlen und stärker schwinden als dünnere. Diese ungleichmäßige Abkühlung kann innere Spannungen erzeugen, die die strukturelle Integrität des Bauteils gefährden.
Prozessanpassungen zur Minderung von Schwundeffekten
Um die Auswirkungen von Schwund zu minimieren, können Hersteller verschiedene Prozessanpassungen vornehmen:
- Materialauswahl : Wählen Sie Polypropylen-Typen mit vorhersehbaren Schrumpfungseigenschaften, die für die Anwendung des Bauteils geeignet sind.
- Formkonstruktion : Gewährleisten Sie eine gleichmäßige Wandstärke über das gesamte Bauteil, um unterschiedliche Abkühlung und Schrumpfung zu reduzieren.
- Prozessparameter : Optimieren Sie Einspritzdrücke und -temperaturen, um Durchfluss und Kühlraten effektiv zu steuern.
Ein umfassendes Verständnis dieser Faktoren ermöglicht es den Herstellern, potenzielle Probleme vorherzusehen und fundierte Entscheidungen zu treffen, um die Integrität der Bauteile zu erhalten.
Überwachungs- und Qualitätskontrollmaßnahmen
Die Implementierung robuster Qualitätskontrollmaßnahmen² ist entscheidend, um schrumpfungsbedingte Defekte frühzeitig im Produktionsprozess zu erkennen. Verfahren wie Dimensionsanalyse, Sichtprüfung und zerstörungsfreie Prüfverfahren können Bereiche identifizieren, die zum Einsturz neigen, und so rechtzeitige Anpassungen ermöglichen .
Regelmäßige Überwachung und Anpassungen auf Basis der beobachteten Schrumpfungsmuster gewährleisten, dass die Endprodukte den Qualitätsstandards und funktionalen Anforderungen entsprechen.
Die Schrumpfung von Polypropylen führt zu strukturellen Schwächen.WAHR
Durch die Schrumpfung werden Abmessungen und Stabilität beeinträchtigt, was zu potenziellen Einstürzen führen kann.
Ungleichmäßige Wandstärke verringert die Schrumpfungseffekte bei Polypropylen.FALSCH
Ungleichmäßige Dicke erhöht die unterschiedliche Abkühlung und verstärkt so die Schrumpfung.
Welche Rolle spielt der Einspritzdruck für die Bauteilintegrität?
Der Einspritzdruck ist ein entscheidender Faktor für die strukturelle Integrität von Polypropylen-Teilen und beeinflusst direkt deren Festigkeit und Haltbarkeit.
Der Einspritzdruck gewährleistet, dass das geschmolzene Polypropylen den Formhohlraum vollständig ausfüllt, wodurch Defekte vermieden und die Bauteilintegrität sichergestellt wird. Zu niedriger Druck kann zu unvollständiger Füllung führen, was innere Schwächungen und im schlimmsten Fall einen Einsturz zur Folge haben kann.
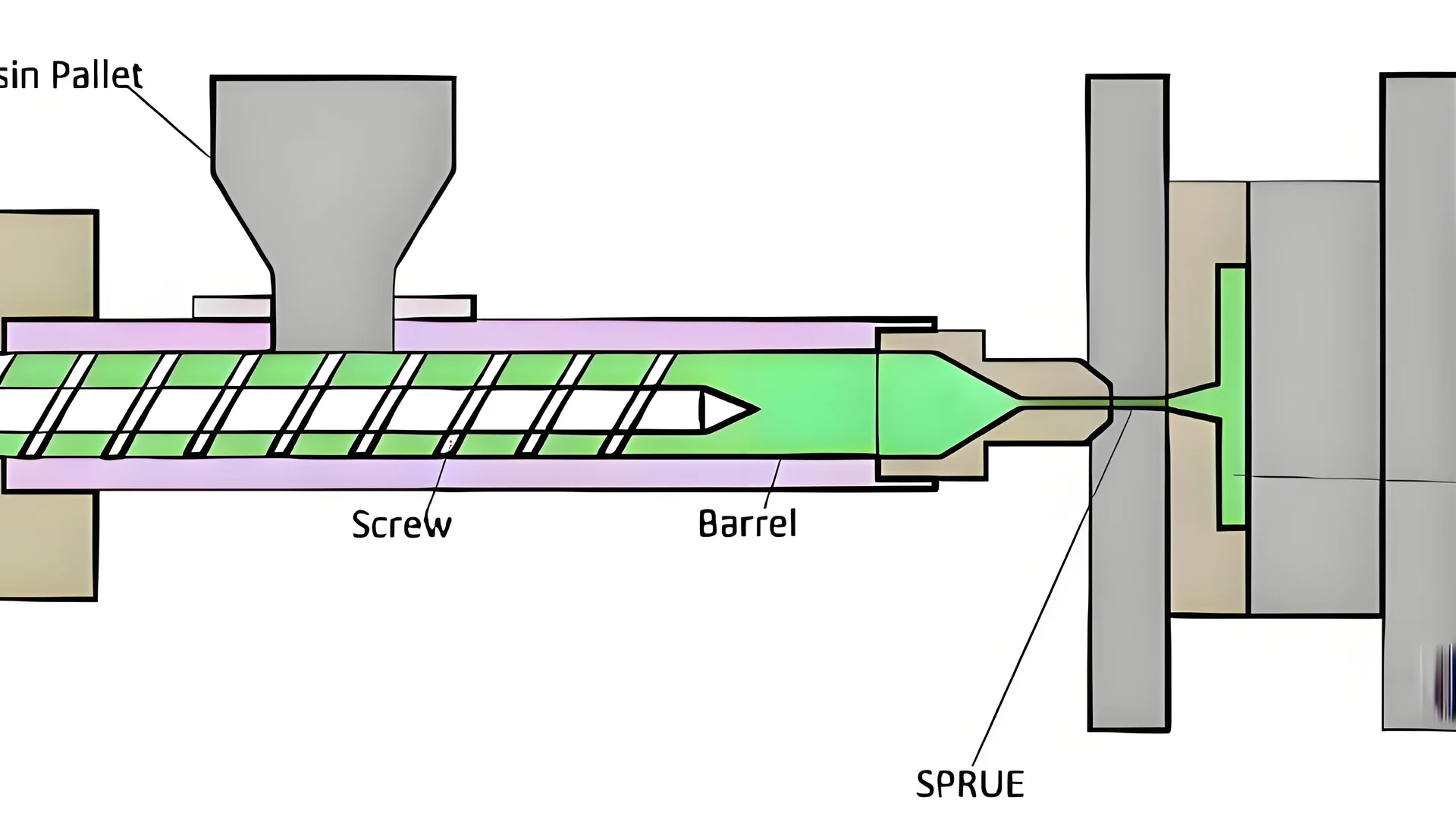
Die Bedeutung des Einspritzdrucks beim Polypropylen-Formen
Der Einspritzdruck ist beim Spritzgießen von entscheidender Bedeutung, da er sicherstellt, dass das geschmolzene Polypropylen den Formhohlraum vollständig ausfüllt. Dieser Druck muss hoch genug sein, um den Widerstand zu überwinden und den Materialfluss in alle Ecken der Form zu gewährleisten. Ist der Einspritzdruck zu niedrig, kann dies zu einer unvollständigen Füllung führen, was wiederum Schwachstellen und im schlimmsten Fall zum Einsturz des Formteils nach dem Abkühlen führen kann.
Auswirkungen auf die strukturelle Integrität
Wird geschmolzenes Polypropylen mit unzureichendem Druck in eine Form eingespritzt, erreicht das Material möglicherweise nicht alle Bereiche, insbesondere bei komplexen oder filigranen Konstruktionen. Diese ungleichmäßige Materialverteilung kann zu Hohlräumen oder Schwachstellen im Bauteil führen, wodurch dieses unter Belastung oder bei der Handhabung anfällig für Beschädigungen wird. Durch Erhöhung des Einspritzdrucks können Hersteller sicherstellen, dass das Material auch die kleinsten Bereiche der Form ausfüllt und somit die Gesamtfestigkeit des Bauteils erhöht wird.
Optimale Ergebnisse durch Anpassen des Einspritzdrucks
-
Überlegungen zur Bauteilkonstruktion
Die Form und Komplexität des Bauteils beeinflussen den erforderlichen Einspritzdruck maßgeblich. Beispielsweise können aufwendige Konstruktionen mit dünnen Wänden höhere Drücke erfordern, um eine vollständige und fehlerfreie Füllung zu gewährleisten. Umgekehrt benötigen einfachere Konstruktionen unter Umständen weniger Druck.
-
Materialeigenschaften
Polypropylen unterschiedlicher Qualitäten weist verschiedene Fließ- und Schrumpfungseigenschaften auf. Beispielsweise kann eine hochflüssige Sorte 3 die Form bei niedrigeren Drücken leichter füllen als eine zähflüssigere Sorte.
-
Formkonfiguration
Faktoren wie Anzahl und Größe der Angüsse, Entlüftungssysteme und Kühlkanäle beeinflussen die Effektivität der Druckverteilung im Werkzeug. Eine durchdachte Werkzeugkonstruktion trägt dazu bei, diese Aspekte zu steuern und eine gleichmäßige Druckverteilung zu gewährleisten.
Druckausgleich mit anderen Variablen
Eine Erhöhung des Einspritzdrucks kann zwar die Bauteilintegrität verbessern, es ist jedoch unerlässlich, diesen mit anderen Parametern wie Nachdruckzeit und Abkühlgeschwindigkeit in Einklang zu bringen. Zu hoher Druck kann zu Problemen wie erhöhten inneren Spannungen oder Gratbildung führen.
Durch einen systematischen Ansatz zur Anpassung und zum Ausgleich dieser Faktoren lassen sich Qualität und Leistung von Polypropylen-Teilen deutlich verbessern. Die detaillierte Bewertung jedes einzelnen Elements ermöglicht gezielte Optimierungen, die ein Versagen verhindern und gleichzeitig Effizienz und Wirtschaftlichkeit in der Produktion gewährleisten.
Hoher Einspritzdruck verhindert Formfüllungsfehler.WAHR
Der hohe Druck sorgt dafür, dass das geschmolzene Polypropylen die Form vollständig ausfüllt und somit Defekte vermieden werden.
Niedriger Einspritzdruck verstärkt Polypropylen-Bauteile.FALSCH
Niedriger Druck kann zu unvollständiger Füllung führen, was Schwachstellen im Bauteil zur Folge hat.
Warum ist die Formgestaltung entscheidend für die Verhinderung des Einsturzes?
Eine gut konstruierte Form ist entscheidend, um einen strukturellen Zusammenbruch von Polypropylenteilen zu verhindern und so Haltbarkeit und Funktion zu gewährleisten.
Die Werkzeugkonstruktion ist entscheidend, um das Zusammenfallen von Polypropylen-Teilen zu verhindern. Dabei müssen Faktoren wie Wandstärkengleichmäßigkeit, Angusspositionierung und Entlüftungseffizienz berücksichtigt werden. Eine optimale Werkzeugkonstruktion gewährleistet eine gleichmäßige Materialverteilung, reduziert innere Spannungen und erhöht die Bauteilstabilität.

Die Bedeutung einer gleichmäßigen Wandstärke
Ein grundlegender Aspekt der Werkzeugkonstruktion ist die Sicherstellung einer gleichmäßigen Wandstärke der Bauteile. Bei Polypropylen-Bauteilen mit ungleichmäßiger Wandstärke unterscheiden sich die Abkühl- und Schrumpfungsraten innerhalb des Bauteils erheblich. Dickwandige Bereiche kühlen langsamer ab und schrumpfen stärker, was zu inneren Spannungen führt, die beim Entformen zum Einsturz führen können.
Um dieses Problem zu beheben, sollten Konstrukteure eine gleichmäßige Wandstärke im gesamten Bauteil anstreben. Sind Abweichungen unvermeidbar, können strukturelle Merkmale wie Rippen und Übergangsverrundungen dazu beitragen, die Spannungen gleichmäßiger zu verteilen und das Risiko eines Einsturzes zu verringern.
Positionierung des Tors für gleichmäßigen Materialfluss
Die Position des Angusses ist ein weiterer entscheidender Faktor bei der Werkzeugkonstruktion, der die Teilequalität beeinflusst. Ein falsch positionierter Anguss kann zu einer ungleichmäßigen Materialverteilung führen, was Materialmangel oder -überschuss in verschiedenen Bereichen des Bauteils zur Folge haben kann. Diese Ungleichmäßigkeit führt während der Abkühlphase häufig zum Einsturz des Bauteils.
Konstrukteure müssen neben der Bauteilgeometrie auch die Fließeigenschaften von Polypropylen sorgfältig berücksichtigen, um eine Angussposition zu wählen, die eine gleichmäßige Füllung gewährleistet. Beispielsweise können Angüsse an strategischen Punkten ausgeglichene Fließwege ermöglichen und so potenzielle Schwachstellen minimieren.
Effiziente Abgassysteme
Eine effiziente Entgasung der Form ist unerlässlich, um Druckbereiche zu vermeiden, die den Materialfluss behindern und zu unzureichender Füllung führen können. Eine mangelhafte Entgasung führt zu Lufteinschlüssen, die Kompression und anschließendes Zusammenfallen nach dem Abkühlen verursachen.
Durch den Einsatz eines durchdachten Abgassystems, das beispielsweise Abgasnuten oder Entlüftungsöffnungen zwischen den Trennflächen aufweisen kann, können Gase ungehindert entweichen. Dies verbessert nicht nur die Materialverteilung, sondern trägt auch zur Gesamtstabilität des Bauteils bei.
Erfahren Sie mehr über Werkzeugkonstruktionstechniken (4) , um Ihr Verständnis für die praktische Umsetzung dieser Strategien zu vertiefen. Durch die Fokussierung auf diese Schlüsselelemente der Werkzeugkonstruktion können Hersteller die strukturelle Integrität von Polypropylen-Teilen deutlich verbessern.
Eine gleichmäßige Wandstärke verhindert das Zusammenbrechen des Bauteils.WAHR
Eine gleichmäßige Wandstärke reduziert Spannungs- und Schrumpfungsunterschiede.
Eine unsachgemäße Positionierung der Tore führt zu Materialengpässen.WAHR
Eine fehlerhafte Angussplatzierung führt zu einer ungleichmäßigen Materialverteilung.
Wie kann die Abkühlzeit die strukturelle Stabilität beeinflussen?
Die Abkühlzeit ist ein kritischer Faktor beim Spritzgießen und beeinflusst die strukturelle Stabilität von Polypropylenteilen.
Eine angemessene Abkühlzeit gewährleistet die vollständige Aushärtung der Polypropylenteile und verringert so das Risiko eines Zusammenbruchs aufgrund unzureichender Kühlung.
Die Wissenschaft hinter der Abkühlzeit
In der Welt des Spritzgießens⁵ , wie gut ein Polypropylen-Teil aushärtet und welche strukturelle Stabilität es anschließend aufweist. Unzureichende Kühlung kann dazu führen, dass das Material in einem halbfesten Zustand verbleibt, wodurch die Wahrscheinlichkeit eines Versagens unter Gewicht oder Belastung steigt. Umgekehrt kann übermäßige Kühlung zu längeren Produktionszyklen und damit zu geringerer Effizienz führen.
Materialverfestigung
Während der Abkühlphase findet der Übergang vom geschmolzenen in den festen Zustand statt. Diese Phase ist entscheidend, da sie die endgültige Festigkeit und Stabilität des Formteils bestimmt. Wird die Abkühlung vorzeitig abgebrochen, können Bereiche im Bauteil nicht vollständig aushärten, was zu Schwachstellen führt, die zum Einsturz neigen.
| Kühlszenario | Ergebnis |
|---|---|
| Unzureichende Kühlung | Teilweise verfestigte Abschnitte, Einsturzgefahr |
| Optimale Kühlung | Vollständige Verfestigung, strukturelle Integrität |
| Übermäßige Kühlung | Längere Zykluszeit, geringere Effizienz |
Überlegungen zur optimalen Kühlung
- Bauteildicke: Dickere Bauteile benötigen längere Abkühlzeiten, um eine gleichmäßige Erstarrung zu gewährleisten. Dünnwandige Bauteile kühlen schneller ab, erfordern aber dennoch Aufmerksamkeit, um Verzug oder Schrumpfung zu vermeiden.
- Formtemperatur: Durch die Aufrechterhaltung einer geeigneten Formtemperatur wird sichergestellt, dass die Wärme effizient vom Bauteil abgeführt wird, was zu einer gleichmäßigen Abkühlung beiträgt.
- Kühlkanäle: Richtig gestaltete Kühlkanäle innerhalb der Form können die Wärmeableitung verbessern und so eine gleichmäßige Kühlung des gesamten Bauteils fördern.
Effizienz und Qualität im Gleichgewicht halten
Um strukturelle Schäden zu vermeiden, ist eine ausreichende Abkühlzeit unerlässlich. Gleichzeitig stehen die Hersteller vor der Herausforderung, eine effiziente Produktion aufrechtzuerhalten. Dieses Gleichgewicht lässt sich erreichen durch:
- Optimierung des Kühlkanaldesigns zur Steigerung der Wärmeabfuhreffizienz.
- Anpassung von Prozessparametern wie Werkzeugtemperatur und Zykluszeit auf Basis der Teilegeometrie.
- Nutzung von Simulationssoftware zur Vorhersage des Kühlverhaltens und zur Optimierung der Einstellungen.
Zusammenfassend lässt sich sagen, dass es bei der effektiven Steuerung der Abkühlzeit nicht nur darum geht, ein Zusammenfallen zu verhindern, sondern auch darum, ein optimales Gleichgewicht zwischen Qualität und Produktionseffizienz zu erreichen. Für Hersteller kann das Verständnis dieser Zusammenhänge zu robusteren und zuverlässigeren Polypropylen-Bauteilen führen.
Unzureichende Kühlung führt zum Zusammenfallen von Polypropylen.WAHR
Ohne ausreichende Kühlung bleiben die Teile halbfest und es besteht die Gefahr des Zusammenbruchs.
Übermäßige Kühlung steigert die Produktionseffizienz.FALSCH
Übermäßige Kühlung verlängert die Zykluszeit und verringert die Produktionseffizienz.
Abschluss
Durch die Berücksichtigung von Materialeigenschaften, Prozessparametern und Werkzeugkonstruktion können Hersteller das Risiko eines Zusammenbruchs deutlich verringern und die Produktzuverlässigkeit erhöhen.
-
Erfahren Sie, wie sich die Schwindung auf die Maßgenauigkeit von Formteilen auswirkt: Aus diesen Ergebnissen lässt sich die Schwindung für eine bestimmte Werkstoffgüte und ein bestimmtes Bauteil präzise vorhersagen, indem man von der gewünschten Bauteildicke ausgeht. Dies ist eine feste Größe … ↩
-
Erforschen Sie effektive Qualitätskontrollstrategien für Spritzgussteile: Die erste Phase ist die Konstruktionsphase, gefolgt von der Werkzeug- und Vorproduktionsprüfung sowie der prozessbegleitenden Qualitätskontrolle und der Endprüfung. ↩
-
Entdecken Sie verschiedene Sorten mit verbesserter Formfüllung: Die hohe Fließfähigkeit und der hohe Glanz von Moplen RP5007 ermöglichen eine Senkung der Verarbeitungstemperaturen um 10 bis 20 °C und eine Erhöhung der Einspritzgeschwindigkeiten, … ↩
-
Entdecken Sie fortschrittliche Werkzeugkonstruktionsstrategien zur Verbesserung der Bauteilintegrität: Sechs Beispiele für Bauteilkonstruktionen mit Hinterschnitten: eine TE-Kappe, eine CT-Kappe, ein Gewindering, eine Rezeptur, eine Dosiervorrichtung und eine Konstruktion mit langem Gewindelauf. Hinterschnitt … ↩
-
Erfahren Sie mehr über die signifikanten Auswirkungen der Abkühlzeit beim Spritzgießen: 80 %. So viel Zeit des Spritzgießprozesses wird für das Abkühlen des Kunststoffteils aufgewendet. Das ist ein beträchtlicher Teil des Prozesses, daher ist es wichtig, … ↩






